制药工厂OEE系统的应用
2012-10-20陈有亮
陈有亮
0 引言
工厂系统实施前的状况:
制造执行系统(MES,Manufacturing Execution System)是最近国内外研究的非常热门的领域之一。目前不同的工厂根据自身的情况,对这一领域有不同的应用侧重点。
我们工厂希望解决以下问题:(基本的MES功能共11个方面[1][2])
a.生产线和加工设备有多少时间在生产,多少时间在停转和空转?影响设备生产潜能的最主要原因是:设备故障?调度失误?材料供应不及时?工人培训不够?还是工艺指标不合理?
b.能否对产品的质量检测数据自动进行统计和分析,将质量隐患消灭于萌芽之中?
c.能否废除人工报表,自动统计每个过程的生产数量、合格率和缺陷代码?
同时,
a.自动统计全面设备效率--OEE(Overall Equipment Effectiveness)。
b.按批次班次统计绩效。
c.帮助寻找生产设备瓶颈,提供决策依据。
因此,需要设计实施一套系统,以便很好地实现上述功能。
1 系统架构
该系统采用WINDOWS为操作平台,.net为开发平台,后台数据库为MICROSOFT SQL SERVER 2005,这种架构易于实现和扩展。具体架构,如图1所示:
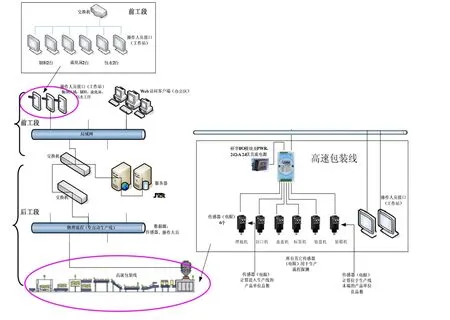
图1 系统架构
在高速包装线上,如果采用直接读取PLC(Programmable Logic Circuit)设备信号的方式,将涉及原有的设备验证。所以,综合考虑,采用传感器(电眼)探测计数。在其它瓶颈区域,采用触摸屏软件按键输入的方式,用户操作起来非常省事并且流畅。
根据工厂生产的实际流程,整个系统可分为两大部分:第一部分是前工段的,即制粒、流化床及包衣,采用触摸屏一键输入的方式,尽管手工操作给员工增加一点点额外负担,但后续的数据分析结果满足了车间管理的要求;第二部分是后工段(自动包装线)的传感器自动数据收集部分,该部分只是占用了生产线的一点安装空间,对原有系统无任何影响,即可用来进行产品计数,报警探测等。两者都通过网络将数据传送给服务器。
从技术角度来看简单地讲就是,传感器获取信号,经过模块转换,送给局域网,再传给服务器处理。或者,触摸屏收集,其本身就是一台客户端电脑,也相当于一个工作站,收集数据给服务器。管理者可以通过各种网页浏览器,在办公室里浏览到实时数据及查看相关报表等。
2 方案选择
由于直接采用PLC设备读取数据涉及到相关设备的重新验证(GMP所要求),再加上进度和成本方面的考虑,最终采用了基于传感器(电眼)的数据采集方式。
根据GMP的要求,药品生产相关的设备都属于与GMP相关的关键设备,投入使用前需要验证,符合要求才能正式使用。而且设备在生产使用过程中,如果有任何变更,而且该变更会对药品生产质量的任何环节造成影响,那该设备就必须重新验证并通过。考虑到这一因素,如果从现有的设备中通过PLC通讯来获取必要的数据,将必然对原来的设备造成直接影响,该影响将扩展到药品生产质量的某环节,因此需要设备重新验证通过,这将耗费更大的人力物力财力等,甚至还将影响到正常的生产。采用基于传感器的方式,也就是重新构造一套系统,伴随原有的生产设备,即对原有的系统没有任何影响,同时又能达到解决问题的效果。只是原有的生产设备智能数据及参数等不能得到重复利用,适当降低了系统的一些扩展功能。综合考虑还是合算的。
3 软硬件的配置
硬件包括4个部分,分别是: 1).TPC-1570H:Touch Panel Computer(平板电脑),该平板电脑具有的优势有:工业级的防水防尘功能,同时具备主流电脑的配置及性能,而且是触摸式操作,方便了产线生产员工,不至于由于系统的上线给他们增加不少额外的操作时间(同时配合软件的一键式触摸软按钮操作)。2).电眼传感器:用于自动生产线所生产药品的数量统计,同时,在系统出错报警时,提示位置信息,供现场维护人员快速定位故障位置。3).电眼输入转换模块:用于收集各传感器的数据,并转换为能在局域网上传输的信号,供系统服务器读取。4).网络设备及布线:本应采用工业以太网的标准,但由于工厂生产各项环境数据比较恒定,非常接近办公或商业环境,于是,就同办公网络整合为同一网络但采用不同的IP网段。
软件包括:操作系统平台--WINDOWS SERVER 2003,数据库系统--MICROSOFT SQL SERVER 2005,以及开发平台--MICROSOFT .NET。系统采用B/S .net架构,由于数据存储量为中小规模,所以数据库采用了SQL SERVER 2005,使用灵活方便。
4 系统实施
系统按照项目化的管理运作模式[3],计算机全生命周期的开发和验证方法,让系统在生命周期的各个阶段均可以很好的控制。其项目主要任务有客户化定制及编码、系统安装、验证、培训和试运行等,分述如下:a.客户化定制及编码:系统的主体部分采用PARSEC AUTOMATION公司的TrakSYS主要组件[4],触摸屏一键式功能模块为客户化定制部分,并且跟其它模块无缝集成。b.系统安装部分包括:硬件(触摸屏、电眼传感器、传感器转换模块和服务器等)地安装、网络布线及软件安装(操作系统、数据库软件、应用系统组件及客户端软件等)。c.系统验证:严格按照GMP有关CSV的要求[5],系统评估为非GMP(Non-GMP)系统,按照要求只需执行“Quality Plan”计划,主要验证文档为URS(User Requirement Specification, 用户详细需求)和SAT/UAT(Site/User Acceptance Test, 所在地/用户接收测试)。d.系统培训:系统严格按照GMP有关CSV的要求,需要制定相关SOPs(Standard Operation Procedure),如: “OEE全自动数据收集系统”操作员指南(SOPPM-279),OEE系统(TrakSYS)管理员指南 (WIMPMS-1),OEE系统(TrakSYS)Webtrak使用指南 (WIMPMS-2)等,其编号为公司内部文档编号。e.系统试运行:系统试运行一个月,状况良好,转入正式运行。
5 运行维护
包装线:连续的生产线,有时间可控性,直接与设备连接并取数。
09年初统计的08年的数据,如图2所示:
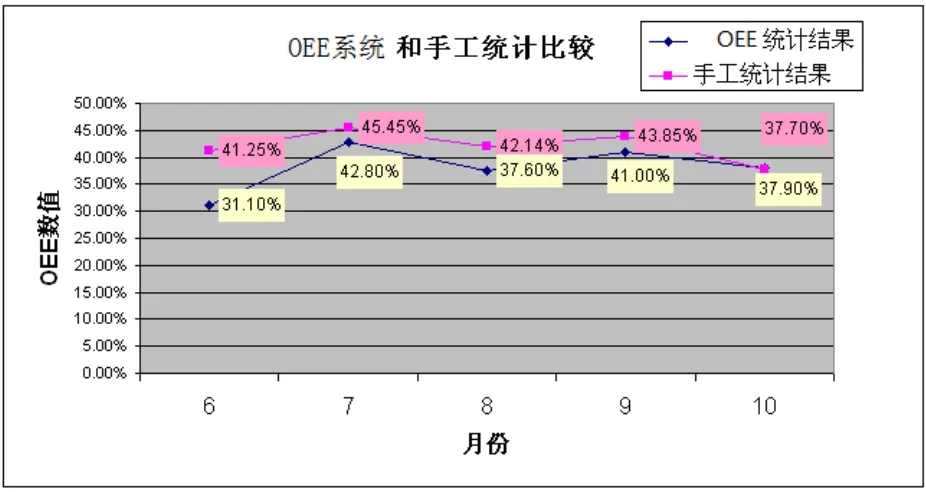
图2 OEE统计结果比较
OEE系统和手工统计两种方法统计的OEE结果差距越来越小。其中10月份,两者相差只有0.2%。从数据分析的结果来看,高速线OEE系统越来越趋向稳定。系统上的数据具有可信度。
所以,系统本身的可用性和可信度是比较高的,关键在于员工是否认真使用了该系统。前工段也有类似的结果,但人为因素不可忽略,因操作人员操作不当所造成的一些不必要的错误,应该加强培训和教育。同时,系统可以增加一些防呆机制,以避免这些人为错误的发生,作为软件改进的方向之一。
升级扩展:系统正常运行一年后,对工厂其它生产包装线(“快线”及“法玛线”)成功扩展实施了该系统。
6 结束语
该系统很好地实现了一开始所述的那些功能,达到了预期的目的。由于系统没有能够采用直接与设备PLC通讯的方式,所以,关于设备的参数及其它非常有价值的数据无法获得,以至于设备的状态及错误代码统计,只能停留于相对表浅的层次,难以发现设备的隐患。再加上,MES系统最核心的部分就是如何完成执行层的任务,当前的系统还做得不够,比如:根据产品号码追溯这批产品的所有生产过程信息,以及自动校验和操作提示以防止工人部件装配错误等功能,因此仍无法实现。所以,这是为了系统继续完善的方向。我们正往这方面积极探索,比如:系统能够采集到加工工序的工艺参数、PLC组态工作单管理模组、设备参数与故障代码结合设备隐患分析、质量的随机波动与异常波动结合质量隐患分析,等,期待后续能尽快有成果出来。
[1]李清.制造执行系统[M].北京:中国电力出版社,2007.
[2]MESA International.MESA White Paper 6[J/OL].MES Explained: A High Level Vision, [2011-12-19].https://services.mesa.org/resourcelibrary/showresource/334444c5-388f-4360-beb4-3c86dc0f4de4
[3]Bob Hughes and Mike Cotterell.Software Project Management (Second Edition) [M/OL].[2011-09-10].http://www.mcgraw-hill.co.uk/textbooks/hughes/ .
[4]Parsec Automation Corp.公司网站[J/OL].TRAKSYS介绍,[2011-12-19].http://www.parsec-corp.com/Products/TrakSYS/Functions.aspx
[5]国家药监局.药品生产验证指南[M].北京:化学工业出版社,2003.
