钢箱梁板单元件变形火工矫正技术
2012-10-20杨忠望叶君龙舒先庆黄新明
杨忠望,叶君龙,舒先庆,黄新明
(武船重型工程有限公司,湖北 武汉 430415)
0 引言
近年来,随着国民经济的飞速发展,大量基础设施不断建设,钢结构桥梁制造成为热点行业。钢结构桥梁在制造安装过程中,由于焊接变形引起的各种质量问题日益突出。矫正焊接变形所采用的火工矫正技术也越来越受到重视。
在钢桥生产制造时,钢箱梁一般分成若干梁段,每个梁段划分成若干板单元,每个板单元都是带若干个U肋或扁钢的结构件。据统计,顶与底板单元的重量约占钢箱梁总重的70%,因此,顶与底板单元件的焊接生产是整个钢箱梁生产制造的重要组成部分。
板单元制造过程中产生的焊接变形难以避免,而板单元的制造精度直接影响钢箱梁的整体制造精度。除在装焊前采取各种措施对焊接变形进行控制外,一般多采用火工矫正的方法对已经装焊完成的板单元进行焊接变形矫正,使制造精度达到标准要求。
1 板单元焊接变形的种类
板单元在制造过程中一般均放置在反变形胎架上进行焊接,焊接前预设反变形量,并在单元件纵向方向采用夹具进行外力约束,以减小焊接角变形。
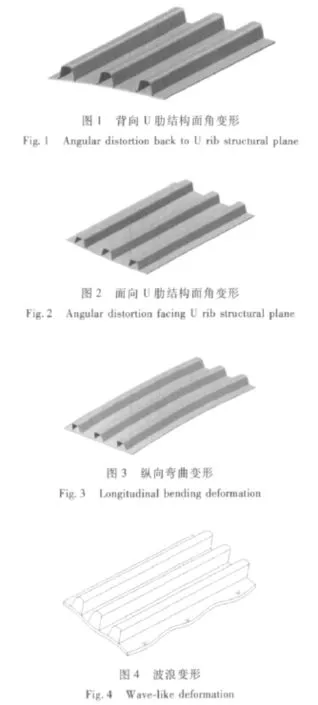
实际制造时,若预设的反变形量过大时,板单元会产生背向U肋结构面的角变形,如图1所示;若预设的反变形量过小时,板单元会产生面向U肋结构面的角变形,如图2所示。
同时,若预设的反变形量正确,由于板单元纵向角焊缝产生焊缝纵向收缩,会产生背向U肋结构面的纵向收缩变形,如图3所示。此种焊接变形的特点是:单元件面和底板横向基本不产生角变形,纵向产生背向U肋结构面弯曲变形。
板单元焊接过程中,若焊接顺序不一致,焊接工艺不规范,或面、底板焊接胎架平面度未能达到要求,夹具外力大小不一致,均会导致角焊缝纵、横向收缩变形不一致,从而产生板单元波浪变形,如图4所示。
另外,若单元件某一角处夹具外力约束较小,或焊接顺序不一致,则会导致板单元产生单角上翘或对角上翘的扭曲变形,分别如图5和图6所示。
应当提出的是,上述各类变形中,图1~图3变形情况较为单一,火工矫正技术相对较为简单。而图4~图6变形均为多种简单变形的叠加,变形情况较为复杂,火工矫正技术难度较大。

2 板单元件火工矫正技术基础
实际生产过程中,焊接变形往往不是单独出现的,而是多种基本变形同时出现,互相影响,叠加在一起,表现出复杂的变形形式。故此,在火工矫正时,需要根据焊接时板单元的受力状况,结合装配质量、焊接顺序等工艺参数予以分析,剖析出造成此种变形形式的原因,制定有针对性的矫正方案,不可盲目进行矫正,造成新的变形。
焊接变形是由于焊接过程中的不均匀温度场的变化所产生的应力在结构的部分区域形成应力集中,超出材料的屈服强度,从而使得结构产生塑性变形。火工矫正即是针对应力集中处进行加热矫正,产生反方向的变形,从而使结构恢复原有的几何形状。在单元件表现为波浪变形、扭曲变形等复杂变形时,观察应力集中所形成的凸显变形位置的技巧尤为重要。
2.1 确定结构局部凸显变形位置的方法
1)将板单元结构侧朝上,板边纵向结构放置在矫正平台胎架模板上。
2)以板单元横截面板边波浪变形凹陷位置作为主要参考依据,仔细观察纵向结构及板边波浪变形凸显位置,对比变形量的大小及位置,初步确认凸显变形方位。
3)在初步确认的变形处,分别观察角焊缝及其附近钢板、U肋转角处及U肋上表面钢板。当观察到局部凸起时,用脚踩、手摸,当感觉碰到尖状物时,即可进一步确定位置。在此处进行敲击,若声音为实音,则此处为应力凸显位置。其中,角焊缝边缘钢板的凸显变形最为明显。
需要注意的是,当观察到相邻2个结构处的钢板均有凸显变形时,要比较凸显变形量的大小。变形量较大的,即为需要火工矫正的部位;变形量较小的,不能进行火工矫正,因为该变形是由变形量较大的凸显变形造成的。
2.2 板单元火工矫正参数
火工矫正工艺参数为:加热顺序、加热位置、加热温度、加热区形状。不同的变形形式对应不同的矫正参数,在矫正过程中必须严格执行。
2.2.1 加热顺序
加热顺序是矫正成败的首要因素。火工矫正时应先矫正横向角变形,后矫正纵向结构弯曲变形。该顺序在复杂焊接变形的矫正过程中体现得尤为明显。横向角变形及纵向弯曲变形的加热顺序、方向等又各不相同。
1)矫正横向角变形加热顺序
将板单元件结构面朝下,放置在胎架平台上,保证板单元件结构受到胎架均匀支撑。首先矫正纵向两侧板边角变形达到精度要求,以此为矫正平面度依据,左右对称依次向中间矫正其余角变形,最终达到平面度要求,如图7所示。
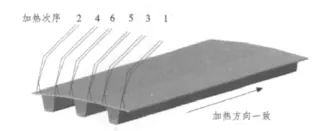
图7 横向角变形矫正加热顺序图Fig.7 Diagram of the heating order of transverse angular distortion straightening
矫正角变形注意事项如下:
①因为加热线段在终端的横向收缩比始端大,故矫正时应保持加热方向相同,以避免单元件扭曲变形;
②当U肋结构距纵向板边距离≥300 mm时,板边抵抗矫正后冷却收缩的能力逐渐降低,容易引起纵向板边波浪变形。故矫正时应在纵向板边设置与角焊缝长度相等的型材予以支撑,如图8所示。
2)矫正纵向弯曲变形加热顺序
当矫正横向角变形工作结束后,板单元会产生背向U肋结构面的纵向弯曲变形。

图8 型材支撑示意图Fig.8 Diagram of section steel strut
将板单元件结构面朝上,放置在胎架平台上。加热方式采用垂直于U肋的平行加热线,自单元件两端依次对称加热,逐步向中间移动,确保加热方向一致,如图9所示。
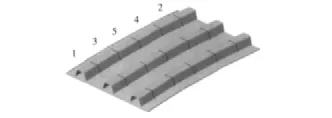
图9 纵向弯曲变形矫正加热顺序示意图Fig.9 Diagram of the heating order of longitudinal bending deformation straightening
矫正纵向弯曲变形注意事项如下:
①因为板单元件正向放置在胎架平台上,其自重对于矫正收缩量影响较大,故矫正前应保证横向板边及单元件纵向结构均被胎架平台均匀支撑,防止矫正过程中收缩不平衡;
②当板单元件同时含有U肋及板状加劲时,应先矫正U肋弯曲变形,待其直线度达到精度要求后,才能矫正加劲板弯曲变形。
2.2.2 加热位置
火工矫正加热位置的确定应当充分考虑焊接过程中焊接收缩应力的作用位置,采取与之相对应的方法加热,反方向收缩,使得火焰矫正收缩变形与焊接收缩变形相互平衡,达到还原工件焊接前几何形状的目的。
1)矫正横向角变形加热位置
横向角变形矫正采用线状加热法。当变形形式如图1所示时,加热位置在板单元角焊缝热影响区钢板处,加热线段与角焊缝长度相等,如图10所示;当变形形式如图2所示时,加热位置在板单元角焊缝热影响区背部钢板处,加热线段与角焊缝长度相等,如图11所示。禁止在单元件U肋或加劲板结构的2条角焊缝之间加热矫正横向角变形,这样会导致新的板边波浪变形。

2)矫正纵向弯曲变形加热位置
矫正纵向弯曲变形前,须仔细观察板边变形特征,首先确保横向角变形平面度达到要求,再进行纵向弯曲矫正。
当板单元为U肋结构时,采用线状加热法,从角焊缝热影响区处动火,至另一侧角焊缝处停火,并在U肋转角处稍作停留,形成一定的温度梯度。测量板单元件距离胎架平台模板的弯曲变形量,并根据每条加热线段的矫正收缩量,谨慎估算加热线段数量,在与U肋垂直方向进行加热,如图12所示,图中直线段为加热线。第一次矫正结束后,等待15~20 min,待收缩变形稳定后,再次测量弯曲变形量,以第一次矫正的收缩总量为依据,计算每条加热线段的平均变形量,并以此来确定需要补充加热的线段数量。
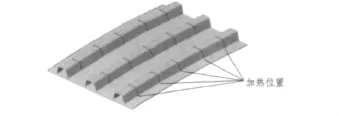
图12 U肋单元件纵向弯曲变形矫正加热位置示意图Fig.12 Diagram of heating position of U rib plate unit pieces longitudinal bending deformation straightening
当板单元为加劲板结构时,采用三角形加热法,从角焊缝热影响区处动火,沿腹板高度方向进行三角形加热,至腹板上部边缘,并对腹板厚度位置进行充分加热。如图13所示,图中三角形区域为加热区域。传统三角形加热法,三角形加热区域只在腹板上部2/3的区域,底部1/3的区域没有进行加热,使得腹板底部未受热收缩,抑制了腹板上半部分的收缩效果,故矫正效果不佳,效率较低。而从腹板底部的热影响区处动火,可使腹板底部受热产生收缩。经过实践对比,改进后的三角形加热法矫正效果是传统方法的数倍。

图13 加劲板单元件纵向弯曲变形矫正加热位置示意图Fig.13 Diagram of heating position of stiffening plate unit pieces longitudinal bending deformation straightening
2.2.3 加热温度
矫正收缩变形量是由加热温度和加热区形状所决定的。在加热顺序、加热位置均正确的情况下,保证加热温度均匀,加热区形状正确,是保障矫正变形成功的重要因素。钢箱梁中δ≥10 mm的板单元件均采用中性焰进行加热矫正。中性焰的最高温度在距焰心2~4 mm处约为3 050~3 150℃,且火焰距钢板表面距离远近所引起的温度变化较大。为准确满足火工矫正所需的600~800℃的加热温度,避免出现误差,需使用4#~5#烘嘴,并将氧气、乙炔(丙烷)混合气体的流量调至最大,焰心白亮点始终紧贴钢板表面,来保证加热温度的均匀、正确。为防止加热温度过高损伤板材表面,禁止加热温度超过900℃,加热区发黄、发白,并禁止将中性焰焰心白亮点调蓝、变细(短),此时,火焰将变成氧化焰。
加热时,应采用点温计来精确控制矫正加热温度。在对矫正对象、工况很熟悉,且矫正经验较为丰富时,可以适当借鉴经验,以加热处的钢板颜色来大致判断加热温度,常用的矫正加热温度与钢板颜色的对应关系为600℃(微暗红)、700℃(暗红)、800℃(红色)、850℃(淡红)。但由于存在昼夜视觉误差,利用钢板颜色来判断加热温度误差较大。
为避免钢板局部过烧,火焰在1个点上停留时间不能过长,停留时间依据矫正不同板厚所需的加热温度而定,采用点温计控制加热温度,禁止超过900℃。
另外,还可利用火焰移动速度来间接判断和控制加热温度。为保证加热线段不同位置温度均匀,加热火焰移动过程中不得左右摆动。
1)矫正横向角变形加热温度
加热矫正过程中,初始加热温度应由低到高,通过矫正温度对应的收缩变形量的经验数据来进行控制。初次加热温度一般约600℃,在长度1 000 mm的范围内进行试验。初次加热冷却后,若收缩变形未能达到要求,则可在相同位置重复第2次加热。但需要注意第2次加热较第1次加热收缩量大,须调整好加热速度。同一位置加热次数不得超过3次。
初次角变形矫正的加热温度应均匀,若局部角变形矫正未达到精度要求,不可盲目增加加热次数,应根据具体情况综合判断。同时,加热温度应以第1道加热温度为基准,依次降低,逐道向板单元中部矫正。
2)矫正纵向弯曲变形加热温度
当板单元为U肋结构时,因U肋钢板较薄,加热温度不可过高,加热火焰不得摆动,防止矫正收缩量过大及加热区产生褶皱变形。根据实测数据,在如表1的参数下,纵向弯曲变形矫正效果较好。

表1 U肋板单元纵向弯曲变形矫正加热速度Tab.1 Heating rate of U rib plate unit pieces longitudinal bending deformation straightening
当板单元为加劲板结构时,因通常加劲板厚度δ≥10 mm,采用三角形加热法矫正,加热温度800~900℃。采用表2中不同大小的三角形加热区,来矫正不同板厚的加劲板结构纵向弯曲变形。同时,需注意初始加热温度及三角形理论尺寸,防止矫正收缩变形量过大。
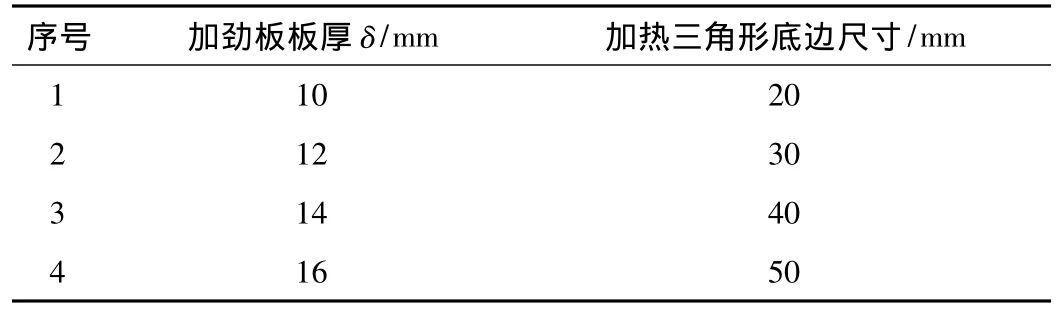
表2 不同板厚加劲板板单元纵向弯曲变形矫正三角形加热尺寸Tab.2 Triangle heating size of different thickness stiffening plate unit pieceslongitudinal bending deformation straightening
2.2.4 加热区形状
采用线状加热法来矫正板单元横向角变形、U肋结构板单元纵向弯曲变形;采用三角形加热法来矫正加劲板结构板单元纵向弯曲变形;采用镰刀法,即将2个三角形加热区域底边连接,形成如镰刀状,来矫正板单元端头U肋扭曲变形。
3 板单元件典型变形火工矫正方法
3.1 横向角变形及纵向弯曲变形火工矫正方法
板单元横向角变形及纵向弯曲变形的加热顺序、加热位置、加热温度、加热区形状在前文中均进行了详尽的阐述,运用前文中所介绍的方法即可进行矫正。
3.2 板单元横向板边弯曲变形火工矫正方法
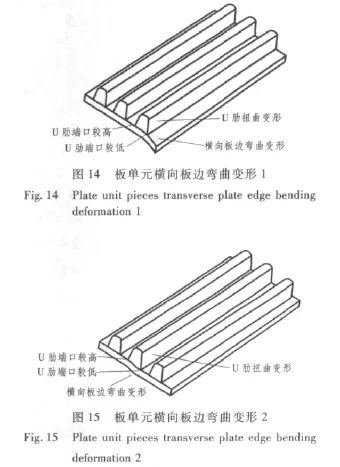
当板单元横向角变形矫正精度达到要求后,理论上板单元横向板边也应平直。若单元件横向板边产生如图14~图16所示的3种常见横向板边弯曲变形,一般是由于U肋端头的扭曲变形造成的。此时需要用镰刀法,而不能使用线段加热法进行火工矫正。
镰刀法矫正U肋端头扭曲变形的原理是,用2个相等的三角形加热区域将U肋腹板及U肋上表面连成一个整体,如图17所示。利用U肋转角处加热温度较高,变形收缩量最大的特征,将U肋端口较低位置收缩提高,与较高位置保持一致,从而对扭曲的U肋进行矫正。三角形加热区域加热温度约800℃。U肋转角处需进行2次重复加热从而加大转角处的变形收缩量。

镰刀法具体加热方式如下:在距 U肋端部约1 000 mm范围内的纵向板边观察板边和U肋转角凸起处,从凸起处对应的U肋角焊缝热影响区处动火,沿U肋腹板向U肋端头方向进行倾斜约45°的三角形加热,至U肋转角处,转角处三角形底边宽度约50 mm,加热区域起点与终点垂直距离约280 mm。从U肋转角处动火,沿U肋上表面向U肋端头方向倾斜约45°进行第2个三角形加热,至U肋另一侧转角处,如图17所示。整体加热区域形成如镰刀状,达到矫正U肋端头扭曲变形的目的。值得指出的是,图14和图15变形形式动火处与板单元U肋端头的距离约500 mm,图16变形形式动火处与板单元U肋端头的距离约1 000 mm。
3.3 波浪变形火工矫正方法
板单元件波浪变形通常是由U肋端头扭曲变形和U肋纵向波浪弯曲相互叠加而引起。此类变形是板单元件火工矫正中难度最高的。矫正前需要准确辨析变形原因,从而选择正确的矫正方法和参数。
波浪变形矫正顺序为:矫正角变形钢板平面度→镰刀法矫正横向板边弯曲变形→矫正纵向板边波浪变形→矫正残余角变形→矫正结构弯曲变形直线度。
1)首先矫正横向角变形。辨认出横向波浪变形中背U肋结构面的角变形,首先矫正此类变形,达到精度要求后,矫正面向U肋结构面的角变形。综合运用线状加热法及镰刀法,使得板单元横向平面度达到要求。
2)观察板单元纵向板边上夹具印痕较深的位置,此处钢板板边产生凹陷,对此处变形进行矫正,消除夹具外力所引起的波浪变形。若夹具外力所引起的波浪变形矫正完成后,板单元纵向仍然存在波浪变形,则说明引起波浪变形的原因中还存在焊接应力的因素。
3)仔细观察焊接应力凸显位置,对板单元波浪变形焊接应力凸显位置进行第一次加热矫正,可消除大部分波浪变形。以后每次矫正,都须仔细观察纵、横方向板边变形情况来确认下一步U肋的加热位置和加热数量。采取先矫正波浪变形,后矫正弯曲变形的原则,逐步达到矫正目的。
3.4 扭曲变形火工矫正方法
当单元件上U肋角焊缝焊接顺序及焊接方向不同时,由于焊缝横向收缩终端比始端大,易使单元件形成背向U肋结构面的单角上翘或对角上翘,产生扭曲变形,如图5和图6所示。
扭曲变形的具体加热矫正顺序为:矫正角变形钢板平面度→施加外力将上翘角与矫正平台夹贴→矫正扭曲变形→矫正残余角变形→矫正横向板边波浪变形→矫正弯曲变形直线度。
扭曲变形大都为各类变形的叠加,矫正工艺较为复杂,按照矫正位置的不同,分为2类予以阐述。
1)加热位置在钢板背向板单元结构侧
加热位置:仔细观察单元件下挠处纵向板边两侧距端头约500 mm处及单元件中心线附近较小的凹陷波浪,连成一线,即为加热线。或采用钢直尺在此范围内测量出钢板背向板单元结构侧凸起折角线段。如图18所示。
加热温度在800℃左右,注意控制温度,钢板不得发黄,发白。
加热方式采用链式加热法,如图19所示。面板单元件板厚δ=14 mm,加热宽度为50 mm。底板单元件板厚δ=10 mm,加热宽度为30 mm。
加热方向:始端在单元件下挠处,终端在单元件中心线附近,如图18所示。
2)加热位置在U肋上
加热位置:与在钢板背向板单元结构侧加热矫正不同,当加热位置在U肋上时,选取单元件上挠处与单元件中心线的连线作为加热线,如图20所示。

加热温度:由于在U肋上的加热线段较长,在加热矫正单元件扭曲变形的同时,还能矫正U肋纵向弯曲变形。故加热温度应比矫正单元件纵向弯曲变形低,防止弯曲变形的矫枉过正。
加热方向:始端在单元件上挠处,终端在单元件中心线附近,如图20所示。
需注意的是,此种矫正方法属于强行扭曲U肋变形以达到矫正板单元件扭曲变形的目的,并没有真正消除结构中的焊接应力,不宜经常使用。
4 结语
板单元件的钢板越薄,火工矫正技术难度越高,矫正工艺越复杂。本文仅适用于钢箱梁桥梁中δ≥10 mm的钢箱梁正交异性板单元件。板单元件火工矫正禁止在板边缘固定状态下进行,这样会使得变形失去规律,因此本文不适用于矫正横隔板单元件板格凸凹变形。
钢箱梁板单元变形形式多样,不同的变形形式适用不同的矫正方法,不可盲目混淆使用,否则无法达到预期的矫正效果。不同的矫正方法有不同的工艺参数、矫正顺序和注意事项,是矫正工作的技术基础。根据不同的矫正方法,有针对性地使用正确的矫正工艺,方可使矫正质量得到保证。
火工矫正是一项技术含量高、质量要求高的工作,从事矫正工作的人员需要在矫正方法、工艺、质量意识、工作态度等方面均有较高的水准。同时火工矫正经验的多少对能否做好火工矫正也很关键,因此火工矫正人员应相对固定,作业人员也需多实践,勤总结,不断积累经验,只有实践与理论充分结合,才能做好火工矫正工作。
