基于半导体激光技术应用于铁路检测中的研究
2012-10-17李继光林昌健
李继光,林昌健
中铁十九局集团第七工程有限公司,广东珠海 519020
0 引言
随着半导体激光技术的发展,其发展速度随着时代的发展而不断加大,已经成为世界上发展速度最快的一种激光技术。半导体激光器从原先的低温条件下运行发展至室温条件下进行运转,由小功率朝着大功率的方向而转变。在结构发明,激光器由原来的同质结构发展至目前的单异质结构、双异质结构以及量子阱等270多种结构。在制作方法方面,也由原来的扩散法发展至目前的液相外延(LPE)、气相外延(VPE)、分子束外延(MBE)、化学束外延(MBE)、金属有机化合物气相淀积(MOCVD)及其它们的各种结合型等多种工艺。
近年来,高功率半导体激光器阵列器件也得到了飞速的发展,已推出产品有连续输出功率5W、10W、1SW、20W 和30W的激光器阵列。脉冲工作的激光器,峰值输出功率S0W、120W、1S00W、和4800W 的阵列也已经商品化。一个4.5cm9cm 二维阵列,其峰值输出功率为3S0kW 的二维阵列问世。目前国外用半导体激光器叠层阵列泵浦Nd:YAG 激光器,输出功率达到1000W,预示着工业和国防应用的半导体激光泵浦技术将产生巨大变革。
1 半导体激光器检测铁路钢轨缺陷深度的检测原理
半导体激光器检测铁路钢轨表面缺陷深度具体的检测原理如图1所示。由下图可以看出,首先激光器经过单面的柱状透镜,形成一束激光线束,然后将激光线垂直地投射于钢板的表面,在整个生产的表面形成一个整块的覆盖面,激光线在纵向上的宽度一般为0.1cm~0.2cm,对激光线的漫反射图像进行采集,然后再对相关投射上来的图像加以处理,从而获得了铁路钢板表面缺陷的三位深度方面的重要信息。笔者实际的实验过程中,一般采用的是半导体红色激光器,其输出的波长一般为650nm~700nm之间,输出功率较低,约为30mW。对于图像的采集而言,应该注意选择一个分辨率比较高的面阵摄像机,采用的方式一般为隔行扫描方式,有效地像素为768288,实验平台为自行设计开发的运动图像采集与表面在线检测实验台。系统在深度方向的图像采集范围为30mm左右,深度检测的理论精度为0.10mm。
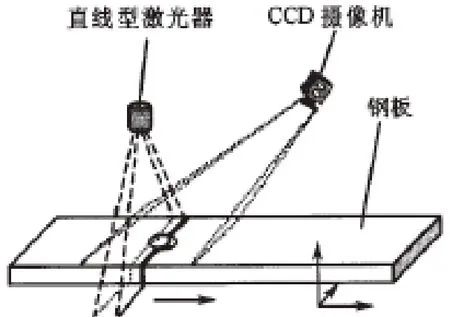
图1 半导体激光器检测铁路钢轨表面缺陷深度原理图
2 摄像机的标定
根据如上关于半导体激光器检测铁路钢轨表面缺陷深度的原理可以得知,摄像机在检测的过程中起到了十分重要的作用,对于检测效果的好坏具有重要的影响。在实际的检测过程之中,摄像机的标定对于检测具有十分重要的作用。对于摄像机的标定而言,其中一个非常重要的任务就是在某一个特定的摄像机模型条件下,通过对数字图像等地处理,运用一些数学计算以及变化等方法,对摄像机模型的内部参数加以求解,从而能够很好地确定成像平面上各个点与物理坐标中各点的摄像关系。对于系统的标定而言,其主要使用到的方法就是在一定的成像模型之下,利用尺寸与形状已知的标定参照物求取摄像机的内部与外部的参数。在标定过程中,常常将一些参数设置成数学模型,其中一个比较常用的模型为直接线性变换方法,其使用到的一个重要的模型为:
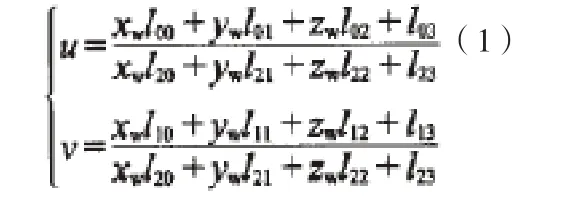
在上述模型中,(xw,yw,zw)为三维空间中控制点的坐标,(u,v)为图像上对应于三维控制点的像点坐标,毛为待定参数.不失一般性,令l23=1,则如果得到N(N≥6)个控制点的空间坐标(xw,yw,zw)及其对应的像坐标(u,v),就可以用最小二乘法求解出除如外的另外11个参数。按照激光线条所出现的期望区域,这个区域主要指的就是激光器发射的激光线在一定空间所形成的平面图像。该光平面所截取标定的靶面上相应的区域,而且在图像相关区域之内均匀地选择了具有一定特征的48个点位,然后对这些点位的特征空间进行仔细地记录,主要记录的内容就是这些点的空间坐标以及这些点所形成的这个光平面的坐标,然后再讲这些数据用语对系统成像加以标定。根据笔者的实际实验可以得出如下这样的结果:系统如此标定,其误差非常之大,对该系统的误差的具体分布不难发现,以往实验中的标定范围多为正方形,效果较好,而此次图像为狭长区域,造成图像左右段区域数据的干扰。具体标定的实验结果如表1所示:

表1 标定验证结果对比分析表
3 激光线性提取及其空间曲线的还原
待摄像机的标定完成之后,应该注意对激光线性提取以及空间进行还原。下面就是着重对激光进行线性提取及其空间曲线进行还原,具体而言,主要包括如下几个方面。
3.1 首先进行图像的细化处理
对于铁路轨道检测而言,其现场的光环境与外界一致,于是可以通过安装一定的激光检测设备而使其保持相对稳定的结构。因此,笔者在实际的铁路轨道的检测过程之中,一般选取的是阈值化法对图像进行二值化处理。运用阈值化法对图像进行二值化处理的一个非常关键的步骤就是选择恰当的阈值T。根据如图2所示的图像对其灰度直方图的分布的特点,来选择图像灰度直方图分布上最高波峰后的第一个波谷作为阈值,处理后得到二值图像如图3所示。在这个过程中,应该注意的是:为了能够满足读者对缺陷图像特征的观察,本研究主要选择了深度较深的钢轨模拟缺陷来对图像加以处理,在实际的实验过程之中,笔者选取了缺陷深度为6mm的作为模板。对于本环节的另外一个非常重要的任务就是通过对图像的二值化处理之后,所得的图像源自于原始的图像的噪声干扰及其一些离散的干扰点加以去除。

图2 激光线的原始图像

图3 经过二值化处理的图像
3.2 图像细化处理
图像细化,细化(Thinning)是一种图像处理运算,处理过程是运用图像细化算法将二值图像中具有一定宽度的激光线条状区域处理成一条细线,以逼近该区域的中心线,也称为骨架或核线,细化的目的在于减少图像其他成分,直到只留下线条的最基本信息,以便进一步分析和识别。常用的图像细化过程是基于对图像特征区域进行腐蚀算法的,本质上说就是不断考察图像区域中的各点,按上下左右的顺序,反复“隐去”那些不需要保留的点,直到线形形成。具体的细化算法有多种,如Hilditch算法、Naccache算法、掩膜法和内接圆法等。经实验发现,此类方法对目标区域边缘形状比较敏感,对提取深度信息有影响。
4 结论
综上所述可以得知,半导体激光器技术已经经过了数十年的快速发展,在快速发展的过程之中,应用十分之广泛,涉及到经济、军事、水利以及工业等方面。本研究主要对半导体激光器运用于铁路钢轨表面缺陷深度的检测过程之中,为铁路检测之中的一个非常重要的方法,应该极力地加以推广。
[1]HITACHI LaserDiodes—precautious Against Surge,1994年日囊公司资料.
[2]周炳昆.激光原理[M].国防工业出版社,1995,4.
[3]黄德器.半导体光电子学[M].电子科技大学出版社,1989,9.
[4]牟斌.探讨半导体激光技术在铁路检测领域中的一些可能应用[J].中国铁道科学,2000,21(3).
[5]梁治国.线型激光三维检测技术的研究与工业应用[D].博士学位论文,2005.
[6]梁治国,徐科,徐金梧.基于线型激光的钢板表面缺陷三维检测技术[J].北京科技大学学报,2004,26(6).
[7]贺俊吉.结构光三维视觉检测中光条图像处理方法研究[J].北京航空航天大学学报,2003(7).
