某电镀厂纯水系统污染分析及清洗
2012-10-14卢建昌
卢建昌
厦门绿创科技有限公司,福建厦门 362000
0 引言
目前,反渗透膜广泛应用于海水淡化、废水处理及回用、纯水制作等领域。无论运用于哪个领域膜污染的控制问题都是该项技术发展的限制因素,化学清洗是控制膜污染的主要方法之一[1]。近年来,也有很多文章介绍反渗透膜的污染原因和清洗方法[2-5]。但是,在实际操作中,还是需要根据实际情况对清洗工艺和方法进行调整。在这里,笔者从自身的调试实践出发,深入分析了某电镀厂纯水系统反渗透膜的污染原因及清洗方法,以期为纯水制作过程中反渗透膜的清洗提供科学有效的方法。
1 某电镀厂纯水系统运行情况
某电镀厂的纯水系统包括砂滤与活性炭两级过滤、超滤及反渗透膜,通过此系统把地表水或者自来水制成电导率≤10us/cm合格的生产用水,即纯水。
该纯水系统自2010年投入使用至2011年5月,使用自来水为进水水源。虽然当地的自来水水质时好时坏,因为有良好的预处理系统作为屏障,所以纯水系统的运行状况基本稳定,出水水质能够达到设计标准。但是至2011年5月后,纯水系统运行工况明显变差,产水水量和水质均下降,各段间压差也明显增加,为此厂方对反渗透膜进行化学清洗。但清洗不久后系统产水量随之下降,出水水质不理想,说明清洗效果并不理想。到了7月份整个系统的运行状况变得更差,膜系统经过清洗后性能仍无法得到有效恢复。针对这种情况,笔者认真查阅了国内外清洗技术的有关文献及膜技术手册,结合自己多年从事膜技术应用的工作经验及纯水系统的实际运行情况,配制了有效清洗配方,获得了良好的清洗效果。
2 系统的污染原因分析及清洗方案的设计
2.1 系统的污染原因
通过查看运行记录及纯水系统的现场情况,结合以往的工作经验,可以判断出造成纯水系统污染的原因主要有以下几个方面:
1)浓缩比过高
由于自来水的水量不足,厂方增加了反渗透系统的浓水回流比,其直接的结果是造成系统排污不足,浓缩比过高,这就导致系统过度浓缩。而过度浓缩会使系统结垢的风险急剧增加,而系统一旦结垢,主要表现为标准透水量下降,脱盐率降低。值得一提的是,即使过度浓缩时间很短,一旦生成碳酸钙结晶体,也会引发结晶的生长蔓延。
2)阻垢剂的加药量不足
从2010年3份开始阻垢剂的加药量存在不足的情况。甚至出现了很长有段时间都没有投加阻垢剂的情况。系统投运以来,阻垢剂的加药量需一直维持在2ppm~3ppm左右,但是从3月份以来的运行数据可以看出,用量明显低于该数据,期间甚至出现较长时间没有投加药剂的情况。药剂的投加量不足,没有起到完全的阻垢作用,给系统的运行带来了污堵的风险。
3)进水水源问题
2010年7月份开始由于自来水供水不足,厂方决定使用地表水(水库水)作为进水水源。当时地表水的处理系统没有建成,厂方仅利用悬浮式取水设备直接从水库中取水。但因水库有进行鱼类养殖,而且水库水的铁、锰含量均较高,所以使用水库水作为进水水源,给系统带来了很大的危害。
2.2 清洗方案的设计
结合现场的情况及上述污染原因分析,可以知道整个膜系统存在严重的结垢、有机物污染、微生物污染、甚至是铁污染等。因为污染较为严重,单一药剂的清洗已经无法恢复膜性能。为此,作者针对该情况确定了超滤膜及反渗透膜两套不同的清洗方案。
2.2.1 超滤膜系统的清洗
超滤膜的清洗方法分三步:1)配制2%柠檬酸,松动污堵物、清洗垢类及松动金属氧化物。清洗药液温度调到35℃~40℃。pH值控制在3.0~3.5。循环清洗60min,浸泡2h,然后再循环清洗60min。清洗后用超滤膜产水冲洗干净;2)次氯酸钠杀菌。配置80ppm的次氯酸钠对系统进行循环杀菌,时间为1小时,杀菌后也用超滤产水冲洗干净;3)使用厦门绿创科技有限公司自行研发的高效清洗剂LECCAN-UF进行清洗。配置1%~2%高效清洗剂LECCAN-UF,添加氢氧化钠调节pH值为10.0~11.0,温度控制在35℃~40℃。循环清洗60min,浸泡2h,然后再循环清洗60min。
2.2.2 反渗透膜的清洗
反渗透膜清洗方法也分为三步:1)配置2%柠檬酸,松动污堵物,清洗垢类及松动金属氧化物。清洗药液温度调到35℃~40℃。pH值控制在3.0~3.5之内。循环清洗60min,浸泡2h,然后再循环清洗60min,清洗完后用超滤膜产水冲洗干净;2)杀菌。配置100ppm的反渗透专用杀菌剂LECCAN-A对系统进行循环杀菌,时间为1小时,杀菌完成后用超滤膜产水冲洗干净;3)使用厦门绿创科技有限公司自行研发的高效清洗剂LECCANUF进行清洗。配置1%~2%高效清洗剂LECCAN-RO,添加氢氧化钠调节pH值为10.5~11.0。温度控制在35℃~40℃。循环清洗60min,浸泡2h,然后再循环清洗60min。
2.2.3 清洗效果
清洗方案确定后,清洗操作是清洗效果良好的有效保证。在清洗过程中,需要控制清洗液的温度、pH和清洗流量等参数在清洗方案设计的范围内。若污染的情况比较严重,则可以采取循环清洗、浸泡、再循环清洗的方式,可获得较好的清洗效果。
由于本系统的污染情况较严重,所以按照上述的清洗方案进行了多次反复的清洗。清洗后,超滤系统的产水由原来的10t/h增加到15t/h,系统的跨膜压差降到正常水平。反渗透系统出水能力明显提高,各段压差已经降低,产水水质明显提高,电导率下降幅度较大,如表1。实践证明,该清洗效果良好

表1 反渗透装置清洗前、后主要指标比较
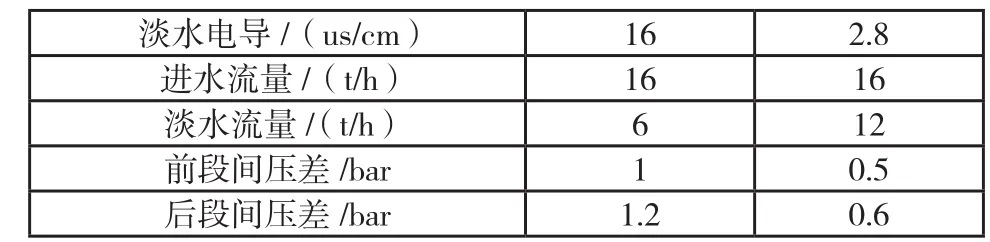
表1 反渗透装置清洗前、后主要指标比较
3 结论
导致膜系统污染的因素较多,常见的污染经常是很多污染物共同存在并相互影响,导致系统运行状况迅速恶化,不能仅根据其压差增大、脱盐率下降等共性进行单一污染原因的处理,需要操作人员掌握必要的相关知识并根据实际的情况进行综合分析,确定污染类型及导致污染的原因,采取合理的清洗方案,并适时调整。
[1]严海琳,张显球,杜明霞,等.应用于电镀废水处理的反渗透膜的化学清洗.南京师大学报:自然科学版,2010,33(2):50-53.
[2]王艳,陈爱民,史志琴.反渗透膜离线清洗技术研究与应用[J].清洗世界,2010,26(1):15-19.
[3]李亚娟,杨庆峰.反渗透膜有机污染的研究进展[J].化工进展,2009,28(8):1458-1463.
[4]于涛,张玲,李风亭,等.反渗透膜的清洗技术研究进展[D].2003全国水处理研讨会暨第23届年会论文集.
[5]王木忠,臧殿荣,石鑫.离线清洗技术在反渗透水处理中的应用[J].清洗世界,2011,27(7):4-7.