成都砂、卵石地层盾构机耐磨性及刀具适用性研究
2012-10-10王树华
王树华
(中铁十三局集团有限公司,长春 130033)
0 引言
盾构机在砂、卵石地层中施工磨损大一直是困扰盾构施工的难题。由于磨损大需经常进行刀盘、螺旋机的修理和刀具的更换,而砂、卵石地层的稳定性差又制约着频繁的刀具更换与修理,为解决这一难题对砂卵石地层土压平衡盾构机耐磨性及刀具适用性进行了研究。
有关盾构机的耐磨性及刀具适用性的探索自盾构机应用于隧道施工就没有停止过。如:文献[1]对成都地铁采用加泥式土压平衡盾构刀盘刀具的耐磨性进行了研究;文献[2]对适合成都砂卵石地层的土压平衡盾构机进行了探索;文献[3]以成都地铁一号线为例,对盾构机进行刀盘选型及设计,并且对刀盘3种基本工况作了有限元分析,验证了刀盘选型和设计理论的适用性;文献[4]对北京铁路地下直径线泥水盾构刀盘、刀具适应性进行了分析。为解决成都砂、卵石地质刀具、刀盘和螺旋输送机磨损大等问题,本文就盾构机的耐磨性和刀具的适用性进行了研究和实践,特别提出了关于滚刀应用在成都大粒径砂、卵石地层中先行刀的作用,使得盾构机具有更耐磨、更适用和更经济的特点。
1 成都砂、卵石地层盾构施工的特点
1.1 卵砾石多、粒径大、硬度高、强度大
成都地铁盾构隧道主要穿越砂、卵石地层,粒径30~100 mm的卵石含量占65% ~75%,粒径100~130 mm的约占10%。卵砾石硬,强度高,单轴抗压强度可达150 MPa,最大可达到180 MPa。在盾构掘进过程中,对盾构刀盘、刀具、螺旋机等会产生较大的磨损与破坏。
1.2 流动性差、磨琢性大
砂、卵石流动性差,对刀具、刀盘和螺旋输送机的磨琢性大。该地层和钢铁之间的摩擦因数一般都在0.4之上,最高可达0.7。盾构机在掘进中渣土不易流进土仓,在土仓内的渣土又不易排出,并造成推力和扭矩的增大和刀盘、刀具、螺旋输送机磨损的增大。
1.3 砂、卵石地层富水、透气性大、稳定性差
成都地层富水,枯水期地下水埋深一般在3~5 m,丰水期一般在1~3 m。砂、卵石地层颗粒之间的空隙大、透气性大,岩体松散,没有黏聚力,卵石块在地层中起骨架作用,刀盘旋转切削时,极易破坏地层中原有的稳定而产生坍塌,引起地层损失和围岩扰动[5]。砂、卵石地层自稳能力差,难以保住气压,给进仓作业造成困难。实际砂、卵石地层见图1。
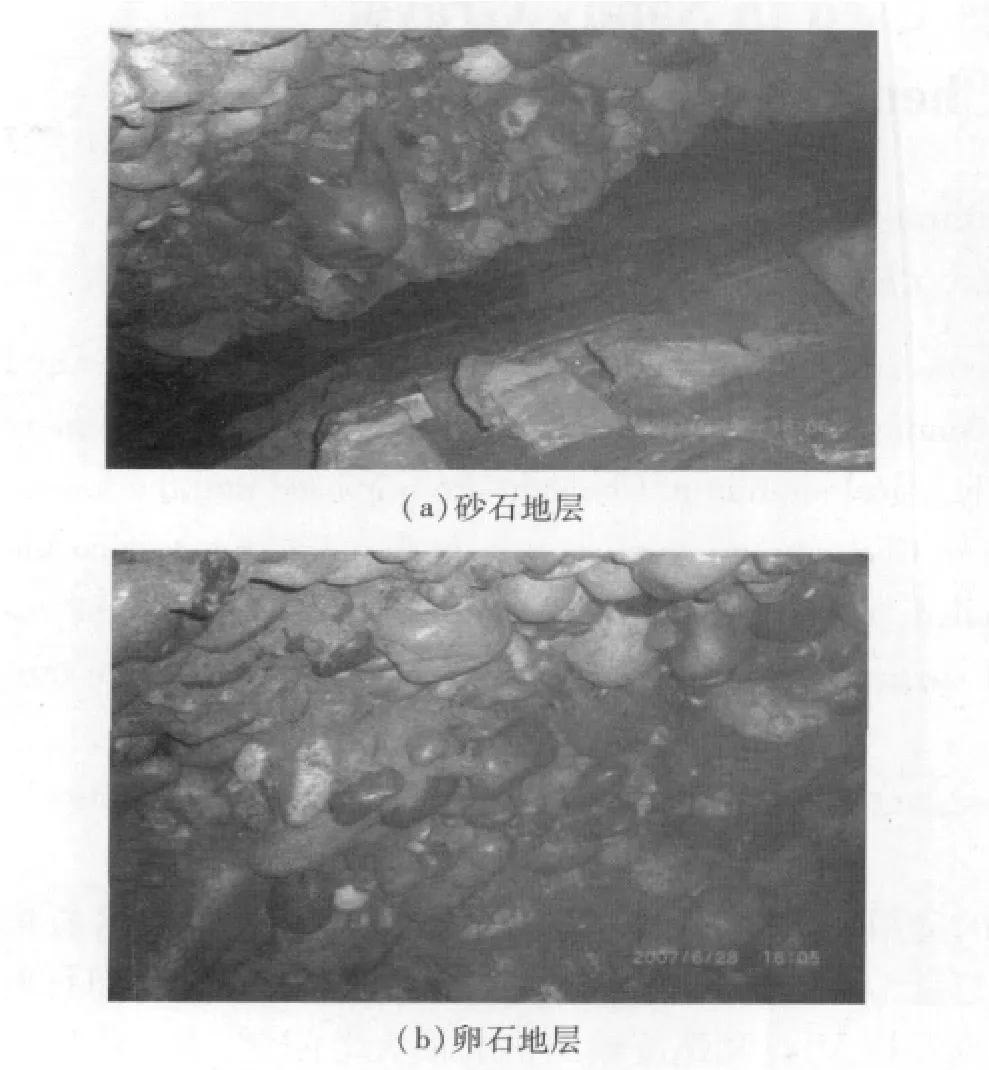
图1 砂、卵石地层Fig.1 Sandy gravel stratum
2 砂、卵石地层盾构施工存在的问题
2.1 刀具、刀盘和螺旋输送机磨损严重
由于砂、卵石地层稳定性差,盾构施工需采用土压平衡模式掘进。由于砂、卵石地层细颗粒含量少、透气性好,塑流化改良效果差,很难实现气压模式掘进,为防止掌子面的坍塌,掘进中土仓内堆积了大量砂、卵石,并包裹着刀盘及刀具。因砂、卵石的硬度高、磨琢性大,使刀具、刀盘和螺旋输送机磨损严重,降低了刀盘、刀具和螺旋输送机的使用寿命,使盾构机需经常修理刀盘、螺旋输送机及更换刀具,不能长时间连续工作。在最初成都砂、卵石地层的盾构施工中,各施工单位的盾构刀盘、刀具、螺旋输送机等都产生了较大的磨损与损坏,其中仅刀具消耗每延米就达7 000元左右。
2.2 刀具的更换及刀盘、螺旋机修理困难
成都的砂、卵石地层富水、稳定性差,在常压下掌子面不稳定不适合开仓进行刀具的更换。由于地层卵砾石多、粒径大、透气性大,无法实现真正意义上的渣土改良;因地层漏气严重,很难保住气压,难以实现在保压条件下进仓进行刀具更换和刀盘、螺旋输送机的修理,给正常和连续的盾构施工造成困难。
3 盾构机耐磨性及刀具适用性研究
3.1 问题的提出
针对砂、卵石地层盾构施工中存在的刀具、刀盘、螺旋输送机磨损严重以及刀具更换和刀盘、螺旋输送机修理困难这些难题,为保证盾构施工生产的正常有序进行和提高盾构机的利用率,有必要对砂、卵石地层中盾构施工耐磨性和刀具的适用性进行研究。
3.2 研究方向和着眼点
围绕着磨损性大的刀具、刀盘和螺旋输送机开展研究工作,从降低砂、卵石的磨琢性入手,加强易磨损部位的保护,选用适用性更强的刀具和保护措施,提高刀具、刀盘和螺旋输送机的耐磨性和抗磨性,从而达到延长零部件使用寿命和提高盾构机生产效率的目标。
4 砂、卵石地层盾构机的磨损分析
在砂卵石地层中盾构机易磨损的部位主要是刀盘、螺旋输送机和刀具。
4.1 刀盘的磨损
刀盘的磨损部位主要有:1)刀盘最外周靠近前盾切口处的一圈耐磨环的磨损。在刀盘旋转过程中卡在刀盘边缘耐磨环和前盾切口间的砂、卵石产生的挤压和磨削磨损;2)刀盘面板的磨损。主要是刀盘上的刀具损坏后,砂、卵石直接与刀盘面板接触造成的磨削磨损;3)刀座的磨损。刀具损坏后,缺少刀具保护的刀座直接与砂卵石地层接触摩擦而产生的磨削磨损。这些磨损都是由于土仓中堆积大量砂、卵石,刀盘包裹在砂、卵石中,刀盘的边缘、面板和刀座都直接与砂卵石接触,刀盘在旋转过程中使刀盘、刀具多次摩擦产生的磨削磨损。具体磨损情况见图2—4。
4.2 刀具的磨损
盾构机所用刀具主要有滚刀、切刀、刮刀和先行刀等。刀具的磨损主要就是滚刀、切刀、刮刀及先行刀的磨损。滚刀的磨损形式主要有正常磨损和弦磨,见图5。滚刀弦磨的主要原因有:1)由于刀盘在旋转过程中砂、卵石对刀体的磕碰和撞击变形造成滚刀无法转动而产生弦磨;2)由于刀刃磨损过大无法及时检查更换和掌子面不能提供足够大的旋转扭矩而产生弦磨。切刀、刮刀及先行刀的磨损主要是由于镶嵌在刀体上的硬质合金块在刀盘旋转过程中与砂卵石块在碰撞及磨削过程中产生碎裂、脱落及磨损,见图6。
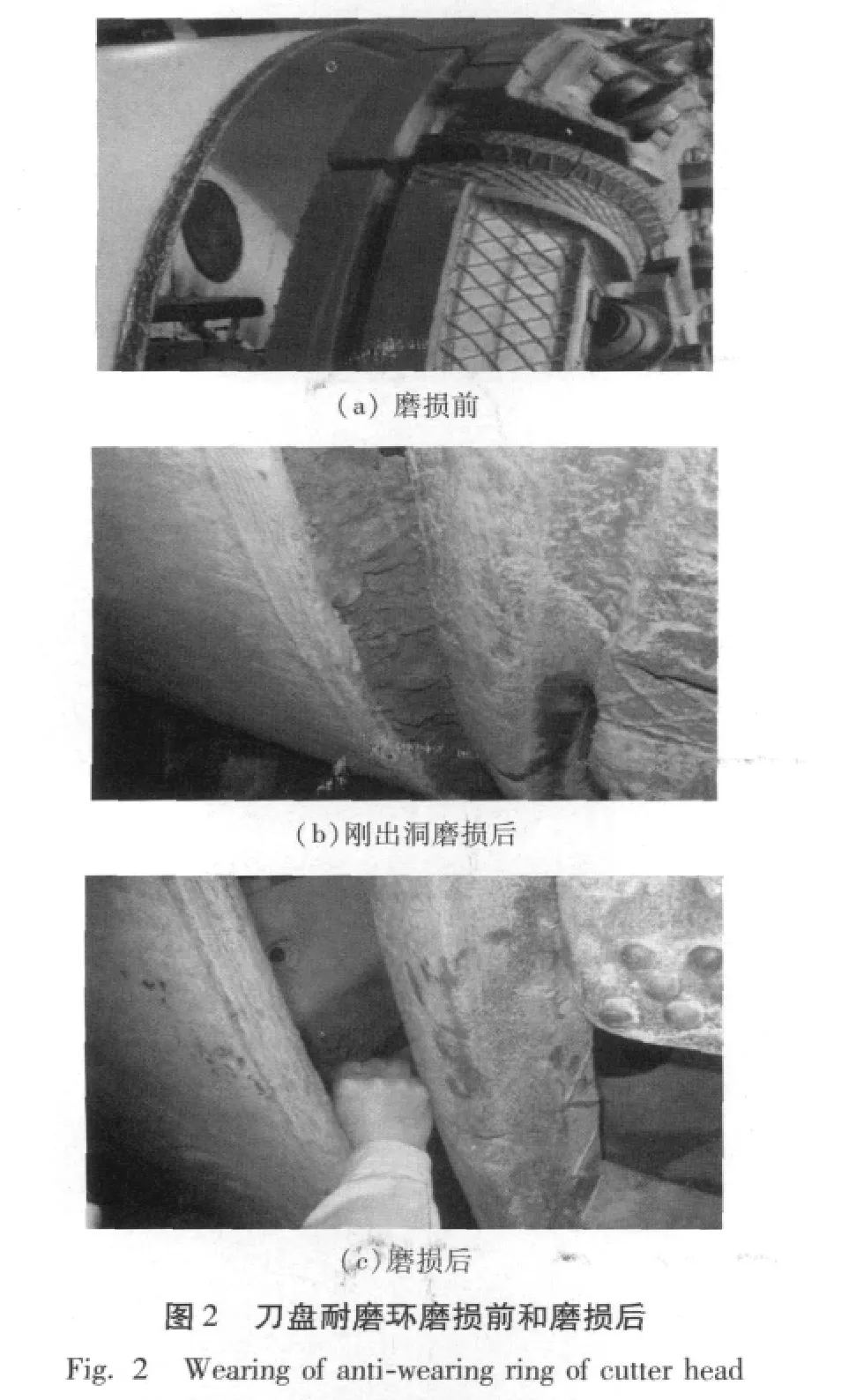

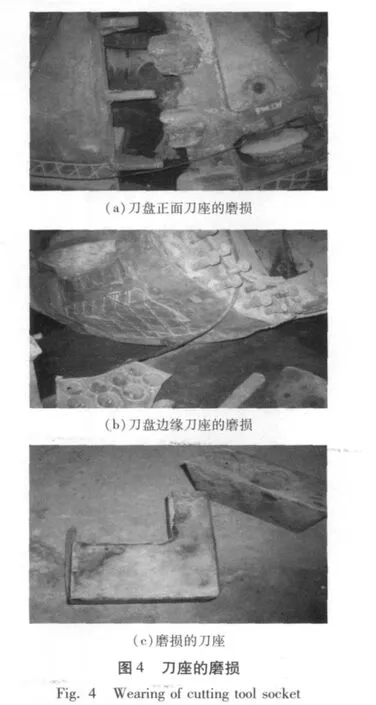
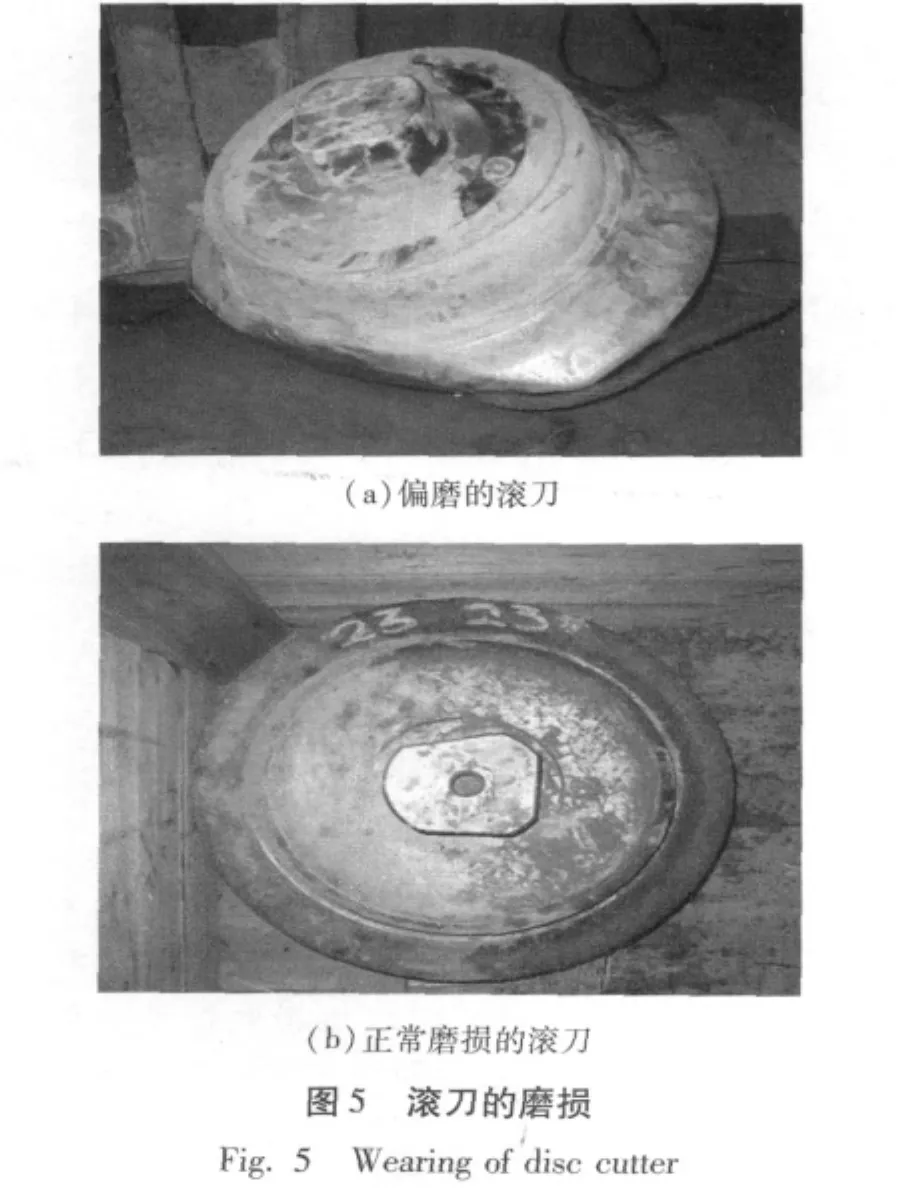
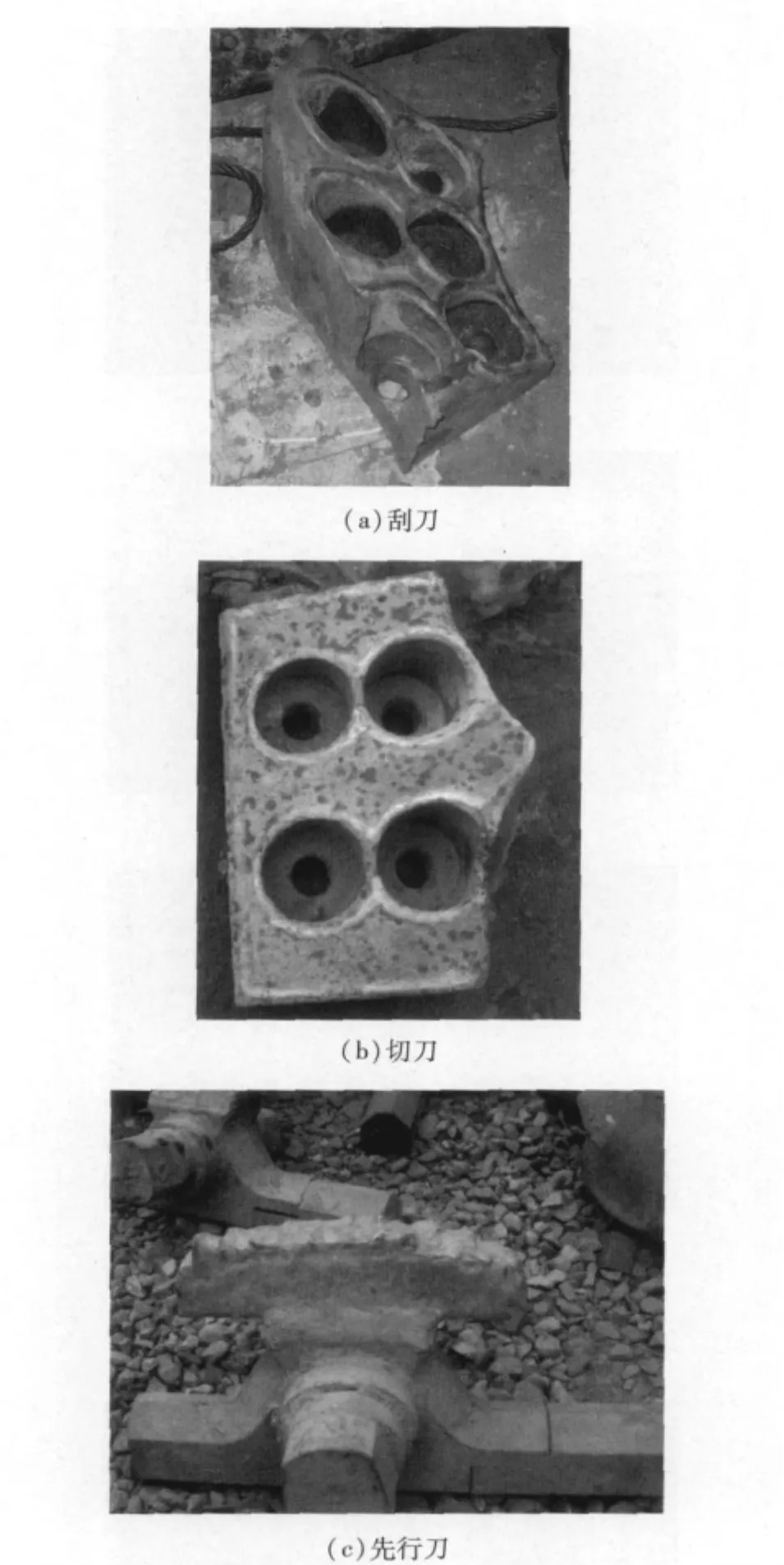
图6 刮刀、切刀及先行刀的磨损Fig.6 Wearing of scraper,cutting bit and advance cutter
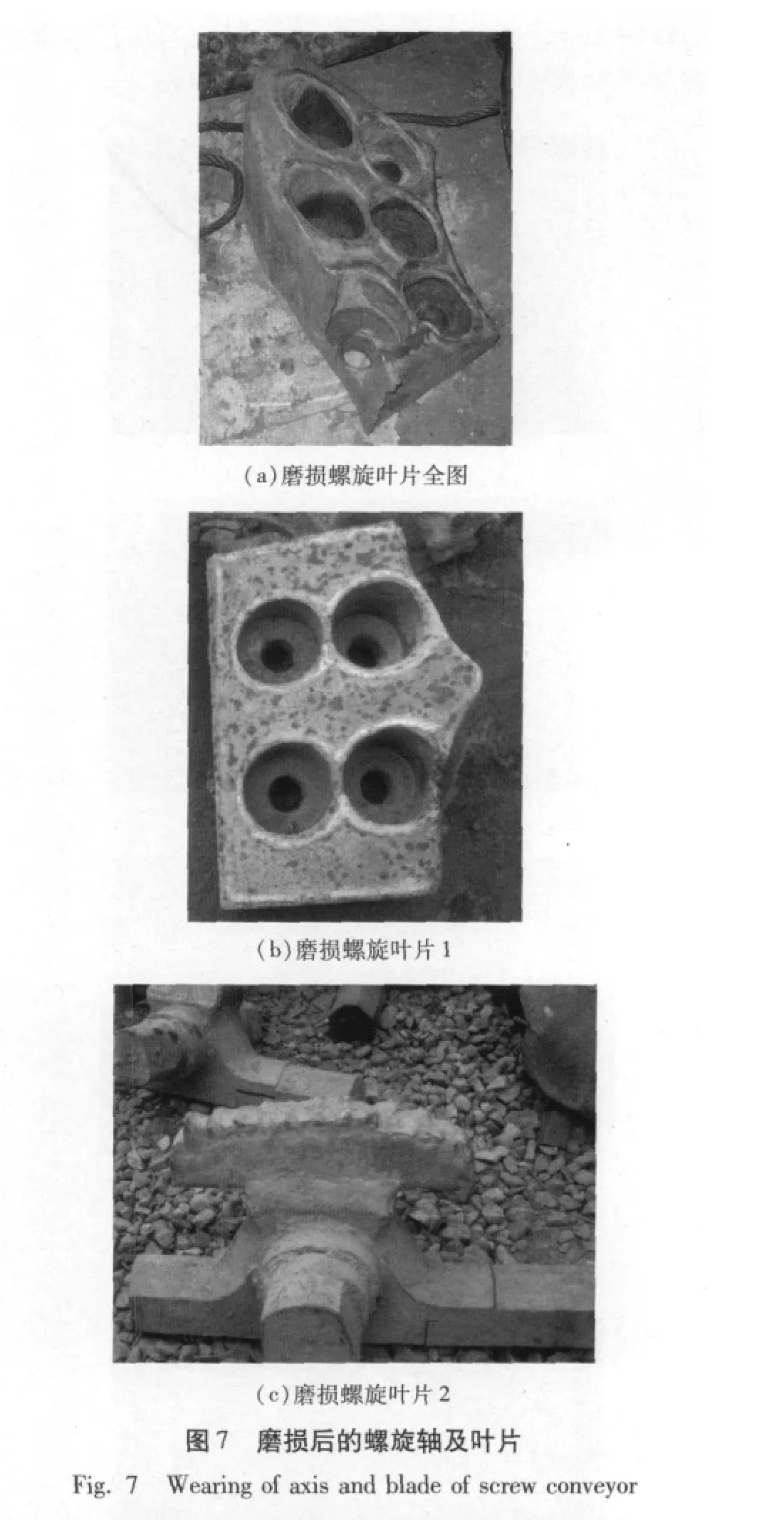
4.3 螺旋输送机的磨损
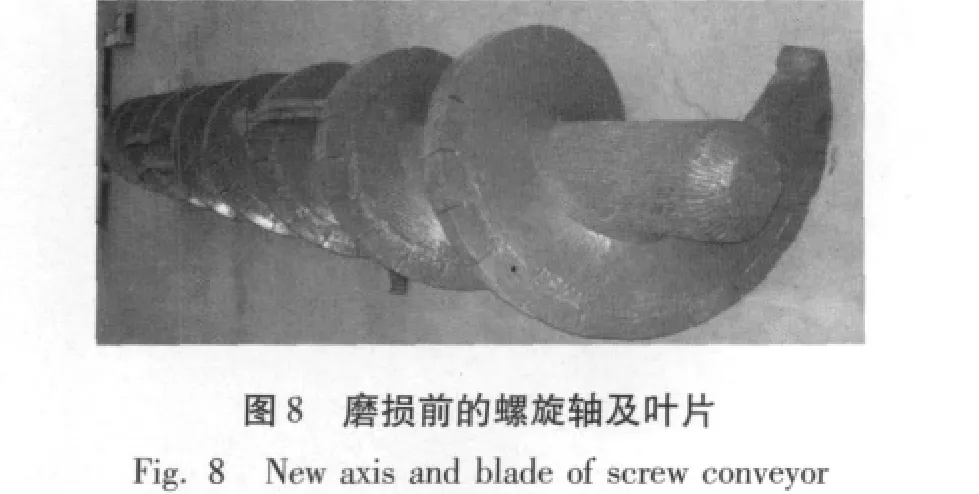
螺旋输送机的磨损主要是螺旋筒体、螺旋轴上叶片和螺旋轴的磨损。螺旋输送机的磨损主要是由砂卵石的粒径大、磨琢性大和渣土的改良效果差造成的。螺旋轴及叶片磨损前后见图7和图8。
5 盾构机耐磨性研究
5.1 预防磨损的措施
5.1.1 防护措施
1)刀盘、刀座的防护。刀盘面板的正反面采用耐磨堆焊和焊接耐磨板进行防护;2)刀盘外周的耐磨环、刮刀和切刀座采用耐磨焊条堆焊和保护性导流刀进行防护。如图9中采用碳化钨耐磨焊条或焊丝在刀盘面板及周边堆焊的网格状保护层。
5.1.2 减小和降低磨损的措施
对渣土进行改良[6],提高渣土的流动性,减小渣土的摩擦因数。主要通过加入膨润土和适当加入泡沫,降低砂、卵石地层的摩擦因数,砂、卵石地层也可通过加水来提高渣土的流动性,降低和减少渣土对刀具、刀盘及螺旋输送机的磨琢性从而达到减小磨损和提高使用寿命的目标。
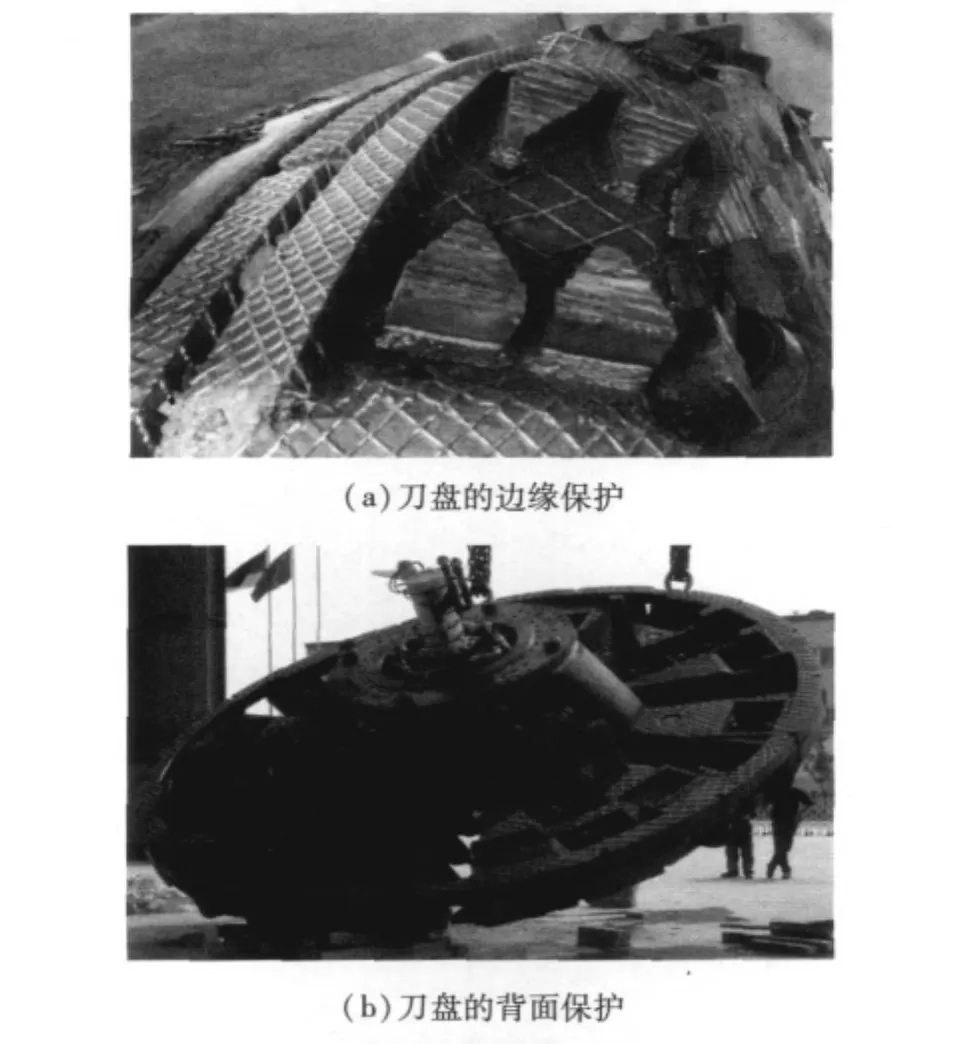
图9 刀盘的防护Fig.9 Protection of cutter head
在实施中,盾构机要配置泡沫注入系统和膨润土注入系统。泡沫的注入以膨化渣土增加砂粒之间的流动性和增加砂粒之间的润滑性为目标;膨润土的注入以渣土的塑流化改良和增加砂粒之间的润滑性为主。通过这2种方式的渣土改良提高渣土的流动性和降低渣土的磨琢性。
5.1.3 通过掘进参数的选择与控制减小磨损
1)适当降低刀盘转速和提高刀具的贯入度。刀具磨损量与刀盘转数成正比,与掘进速度成反比。降低刀盘转速和提高刀具的贯入度可减小刀具磨损量,从而增加掘进长度,相对延长刀具的使用寿命。
2)适时交替使用刀盘正、反转,并尽可能使正、反方向切削刀的切削长度相同。盾构刀具通常对称设置,交替使用刀盘正、反转可避免相邻刀具的磨损量相差过大,同时充分利用刀具的切削能力。
3)在自立性好的地段可以适当降低土压。土压控制值设定较高时,使刀具切削阻力增大,因而会加剧刀具磨损;在地面沉降满足设计要求的前提下,选择较小的土压设定值,可减小刀具磨损,提高刀具耐用度。
5.2 提高耐磨性
5.2.1 刀具的耐磨性改进措施
滚刀采用厚刃刀圈和加厚的刀体,厚刃刀圈和加厚的刀体可提高滚刀的耐磨性和增强刀体的抗磕碰、防变形能力。滚刀刀刃由过去的刀刃顶部宽为19~21mm加宽到目前的23~25mm。加厚的单、双刃滚刀见图10。

图10 加厚的单、双刃滚刀Fig.10 Thickened single disc cutter and double disc cutter
切刀和刮刀采用加大尺寸的耐磨合金块,以增强和提高刀具在砂、卵石地层中的抗磕碰能力和耐磨性。采用加大尺寸耐磨合金块的切刀和刮刀如图11和图12所示。
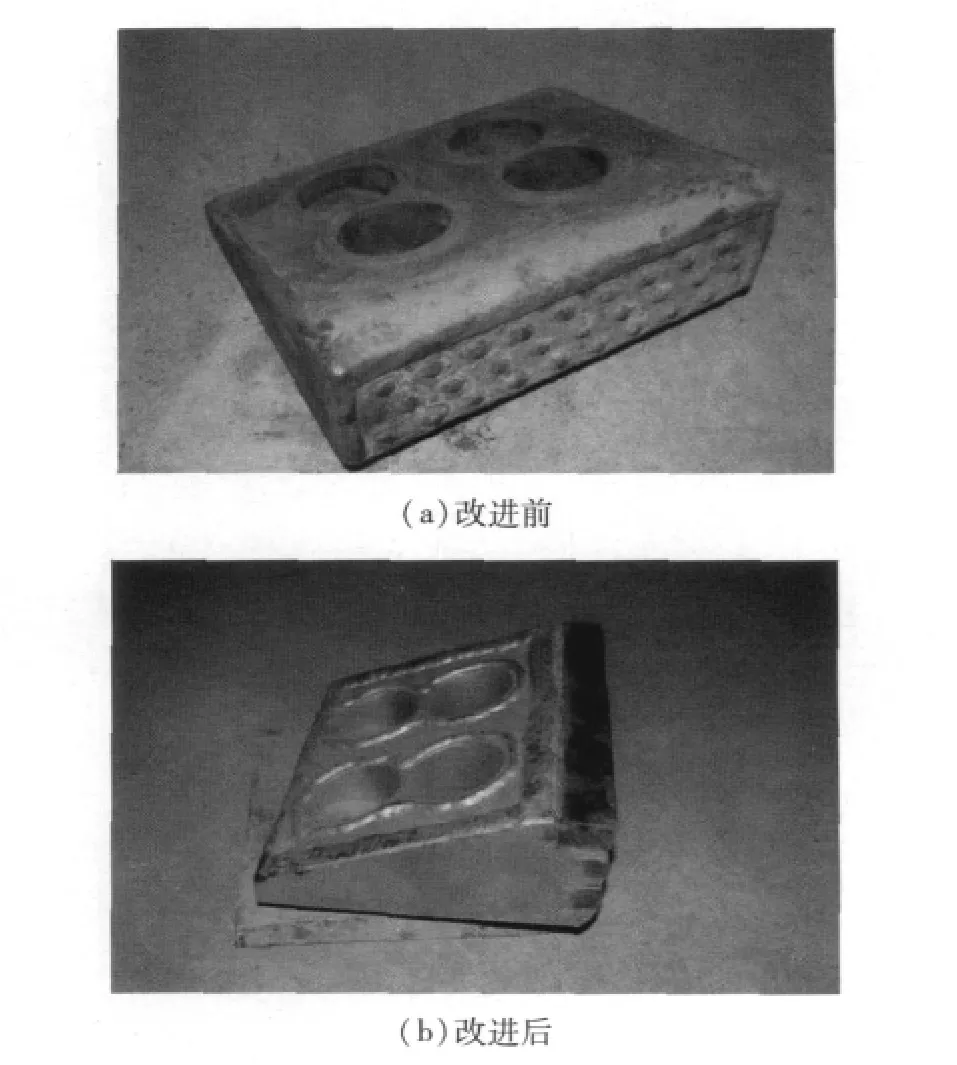
图11 改进前、后的切刀Fig.11 Cutting bit before and after optimization
5.2.2 刀盘及螺旋输送机耐磨性的改进
刀盘边缘采用镶合金块的耐磨环见图13,对提高刀盘周圈的耐磨性、降低刀盘扭矩和改善盾构机的掘进性能起到了重要作用;在易磨损的首段螺旋输送机筒体内镶合金柱及耐磨板(见图14),在螺旋机轴上焊接大尺寸的合金块(见图15),这些措施的实施提高了螺旋机的耐磨性,延长了螺旋机的使用寿命。
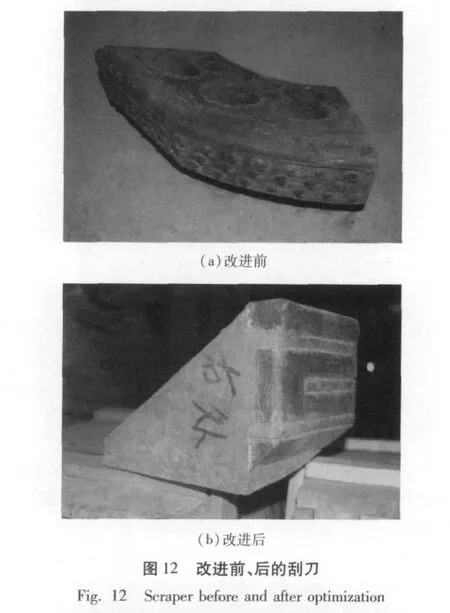
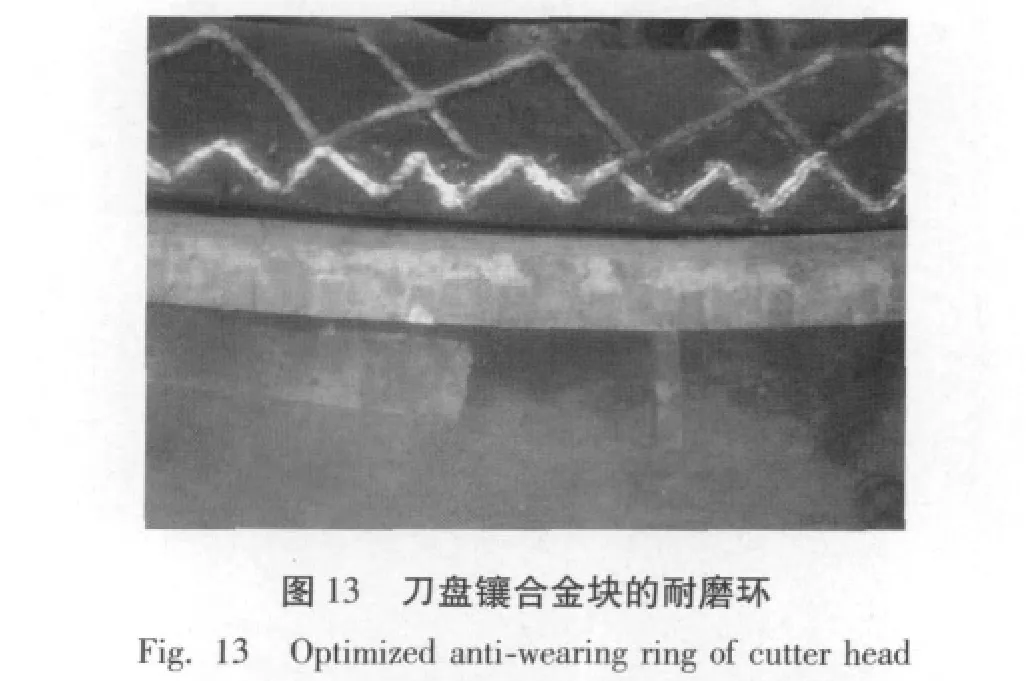
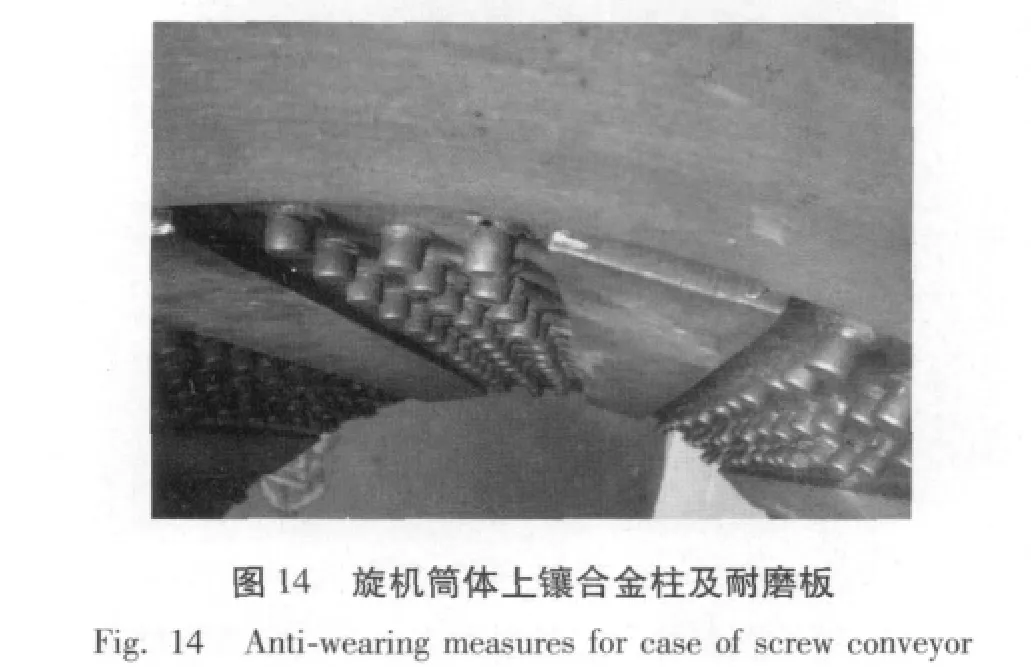
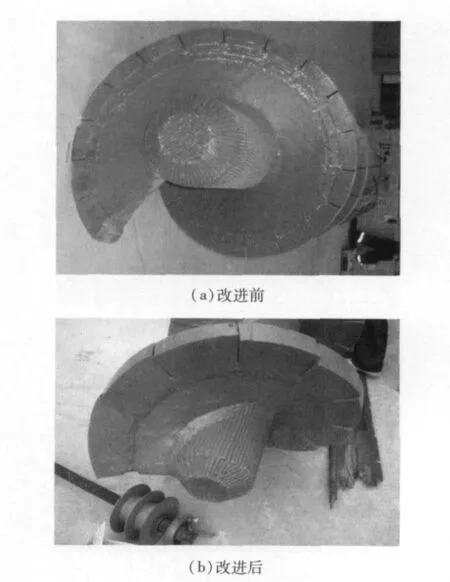
图15 改进前、后的螺旋机轴上的合金块Fig.15 Axis of screw conveyor before and after optimization
6 成都砂、卵石地层刀具适用性研究
6.1 成都砂、卵石地层适用的刀具
针对成都砂、卵石地层,采用什么样的刀具更适合是值得进行研究和探讨的。成都的砂、卵石地层不是硬岩地层,从理论上说只采用软土刀具(如先行刀、切刀和刮刀)进行开挖就足够了,但由于有较大粒径的卵砾石和砂、卵石,地层具有较大的磨琢性,在实际的使用中证明滚刀是成都砂、卵石地层盾构施工中不可缺少的刀具,且同其他软土刀具相比具有更强的抗冲击、耐磨和耐用的特性,并起到保护其他软土刀具的作用,具有更好的适应性。
滚刀具有突出的优点。滚刀的转动特性决定了滚刀具有柔中带刚的开挖特性,不同于刀盘上安装的固定式刀具,如切刀、刮刀和先行刀等软土刀具,软土刀具的开挖特性是完全凭借其自身的强度和刚度进行土体的切削,在砂、卵石地层中遇到大粒径的砂、卵石会造成硬碰硬的对决,只能靠切削刀刃将石块强行刮落或切碎或带着石块一起旋转或啃刮着推顶开卵石块;当滚刀遇到大粒径的卵砾石块时,在固结性好的地层中,会凭借破硬岩的特性通过刀刃的滚动将卵砾石切碎,在固结性不好的地层中会凭借转动特性将卵砾石块顶进砂、卵石地层中或推离开滚刀刃的正面(推离开滚刀刃)。盾构在砂、卵石地层施工中,滚刀主要克服的是滚动摩擦力,软土刀具(切刀、刮刀和先行刀)主要克服的是滑动摩擦力。在遇到间断的卵砾石时,滚刀的破硬岩特性决定了其抗冲击和抗碰撞能力更强些,再加上滚刀的柔中带刚的滚动特性决定了其较软土刀具有更强的耐磕碰特性。
适用于成都砂、卵石地层的主要刀具除通用的边刮刀、正面的切刀和先行刀外,还必须配置足够数量破碎硬岩的滚刀,应是滚刀、边刮刀、正面切刀和适当的普通先行刀(如贝壳刀)的有机组合。
6.2 砂、卵石地层滚刀的应用
6.2.1 在成都砂、卵石地层中滚刀的作用
滚刀的最初设计是用于破碎硬岩,但在砂、卵石地层中除破碎大粒径卵砾石外,更是起到了超前先行刀的作用。滚刀的先行刀作用是:1)切割开掌子面上卵砾石地层间形成的骨架支撑,起松散地层的作用;2)理顺刀盘前的卵砾石,表现为在滚刀滚过掌子面的过程中将横亘在刀刃前的卵砾石或切碎或推向刀刃的两侧,使掌子面上的卵砾石被切割挤压成沿刀盘旋转方向的环状排列状态,使之排列有序。这2种作用为随后进行的刮刀和切刀对掌子面的切割和刮削创造了条件,不仅减少了切割时的阻力矩,而且减小了无序排列的卵砾石对软土刀具的冲击,从而起到了保护软土刀具和延长软土刀具使用寿命的作用。
6.2.2 滚刀和普通先行刀相比具有的优越性
滚刀的优势是滚动,在成都砂、卵石地层中滚刀的优点是:1)减小摩擦阻力矩,同时减小对刀具的磨损,在磨琢性大的砂、卵石地层中滚刀与不能转动的刮刀、切刀及普通的先行刀相比表现出更大的降低扭矩和提高耐磨性的优势,这如同在路面上滚动的车轮转动力矩越小所受到的磨损越少;2)滚刀有比其他先行刀更好的抗冲击和防碰撞的能力。由于成都较大粒径砂、卵石的存在,盾构机在掘进中大粒径砂、卵石对刀盘及刀具的冲击和碰撞不可避免,镶有合金的其他刀具在大粒径砂、卵石的冲击和碰撞下极易造成损坏且伴随着扭矩大的问题;而滚刀除对特大粒径的卵砾石起切削破碎作用外,同时表现出了降扭和防碰撞的综合性能。因此,滚刀较目前现有的其他形式的先行刀具有更好的适应大粒径砂、卵石地层的特性。
6.2.3 滚刀与刮刀和切刀的配合使用
滚刀先行对超大粒径的卵砾石进行破碎,保护刮刀和切刀在不受卵砾石冲击的条件下将渣土收进土仓中。降低了刮刀和切刀直接切割砂、卵石地层时的扭矩,而切刀与刮刀对渣土及时收进土仓也减轻了渣土对滚刀的包裹和挤压,减小了滚刀的磨损和阻力。因此滚刀和刮刀、切刀的互相配合使用是一种优势互补的关系,滚刀和刮刀、切刀的配置关系最好是两滚刀刃切割痕迹的中间正好配备有切刀或刮刀,且刀刃宽度最好是大于两滚刀刃间距。
6.2.4 厚刃滚刀、双刃滚刀和厚刀体的使用
厚刃滚刀、双刃滚刀和厚刀体的使用,是为了提高滚刀的耐磨性,抗砂、卵石的冲击性能和延长滚刀的使用寿命。双刃滚刀具有适应砂、卵石地层提供的启动扭矩不足的作用,同时还具有保护刀体减小对砂、卵石冲击和磨损的功能。从成都刀具的使用情况看,双刃滚刀具有很大的优越性,但在使用时应注意以下问题:由于双刃滚刀的刃间距仅100mm左右,在切削掌子面的过程中,贯入砂、卵石中的双刃间塞满卵石土,这样双刃滚刀就形成一个以2个刀刃间距宽为厚度的实体刃,当盾构机继续向前切削掘进时就出现了过厚的刃切削时推力和扭矩过大的问题,造成滚刀和盾构机长期工作在高负荷的状态,降低了盾构机的使用寿命和减少了滚刀的重复使用次数。因此,双刃滚刀的使用要根据单刃滚刀的实际使用情况进行灵活调整,原则是:当单刃滚刀不发生弦磨,刀体也不存在变形和过量磨损的情况下就不必选用双刃滚刀而只选用单刃滚刀。厚刃滚刀的使用情况要比双刃滚刀的使用情况好些,厚刃滚刀主要是起先行刀切割地层的作用,破碎大粒径卵砾石的作用退居次要地位。由于刀刃加厚延长了滚刀的一次性使用时间,有利于盾构机的长距离掘进,减少换刀次数。
7 耐磨性和刀具适用性研究总结
7.1 预防磨损的措施
1)刀盘的耐磨保护。刀盘切口处采用硬质合金条耐磨环;刀盘面板、刀座等采用耐磨堆焊和耐磨板进行保护,边缘刀座采用导流刀进行保护。
2)螺旋叶片的耐磨保护。采用容易更换的耐磨保护板和选用大尺寸的螺旋输送机耐磨保护块。
3)掘进参数的选择。刀盘转速控制在1 r/min左右,刀具的贯入度控制在20mm以上;适时交替使用刀盘正、反转,并尽可能使正、反方向切削刀的切削长度相同;在自立性好的地段可以采用欠土压平衡模式。
7.2 提高耐磨性的措施
1)滚刀刀圈用高合金材料制造,刀刃加厚至24 mm,并采用深冷处理[7],使刀刃具有较高的硬度和淬透深度。
2)滚刀刀毂采用加厚的高合金钢制造,加厚的方式是将刀毂两端的外径控制在284~285 mm,通过热处理使刀毂具有较高的硬度和刚性,使之具备较强的抗撞击和抗磕碰的能力。
3)根据实际情况,在推力和扭矩不超负荷的条件下选用双刃滚刀,可以有效地增加刀具的使用寿命。
4)在确保母体具有足够强度和刚度的条件下,加大刮刀、切刀的硬质合金块的厚度,以增加刀具的抗磕碰和抗冲击能力及耐磨性能。
5)加强刮刀刀座的耐磨合金保护,并增设耐磨合金的导流刀对刀座进行保护。
7.3 刀具的选用
1)滚刀的使用及其适用性。在砂卵石地层中必配滚刀,加厚刀刃并提高刀体的硬度和耐磨性;滚刀可完全替代先行刀,刃间距控制在100 mm[8]以内。
2)切刀和刮刀的适用性。选用镶嵌有耐磨合金块的切刀与刮刀。
3)先行刀的选用。在泥土地层及砂土地层中可考虑使用普通的先行刀,但在砂、卵石地层应优先选用滚刀代替普通的先行刀。
7.4 实施效果
1)研究成果实施前在成都砂、卵石地层中盾构机每延米刀具消耗达7 000元左右;成果实施后每延米刀具消耗降到5 000元左右,刀具消耗降低了约30%。
2)研究成果实施前盾构机砂、卵石地层中一次性掘进长度在150~200 m就必须进行开仓检查和更换刀具;研究成果实施后一次性掘进长度达到300 m以上。
8 结论与建议
1)在成都砂、卵石地层盾构施工中通过对刀盘、刀具和螺旋输送机采取预防磨损和提高耐磨性的措施并选用适合的刀具,就能实现盾构施工的长距离掘进、减小磨损和降低消耗的目标。
2)研究成果的实施主要是针对存在大于100 mm的大粒径砂、卵石地层和面板型刀盘的盾构机,对其他地层和非面板式刀盘的盾构机则要结合实际进行灵活应用。
[1] 何川,晏启祥.加泥式土压平衡盾构机在成都砂卵石地层中应用的几个关键性问题[J].隧道建设,2007,27(6):4 -6.(HE Chuan,YAN Qixiang.Key issues of applying mudding-type EPB shields to sandy cobble ground in Chengdu,China[J].Tunnel Construction,2007,27(6):4 -6.(in Chinese))
[2] 王树华.适合成都砂卵石地层的土压平衡盾构机探索[J].现代隧道技术,2009,46(2):73 -76.(WANG Shuhua.EPB TBM adaptable for sand and cobble stratum in Chengdu city[J].Modern Tunnelling and Technology,2009,46(2):73-76.(in Chinese))
[3] 宋云.盾构机刀盘选型及设计理论研究[D].成都:西南交通大学机械设计及理论专业,2009.
[4] 何峰.北京铁路地下直径线泥水盾构刀盘、刀具适应性分析[J].隧道建设,2011,31(4):416 -425.(HE Feng.A-nalysis on adaptability of slurry shield cutter head and cutters in Beijing railway underground connecting line project[J].Tunnel Construction,2011,31(4):416 -425.(in Chinese))
[5] 张颖.盾构法施工大漂石处理技术[J].隧道建设,2011,31(4):500 -503.(ZHANG Ying.Boulder treatment technology in shield tunneling[J].Tunnel Construction,2011,31(4):500 -503.(in Chinese))
[6] 马连丛.富水砂卵石地层盾构施工渣土改良研究[J].隧道建设,2010,30(4):411 -415.(MA Liancong.Study on ground conditioning for EPB shield in water-rich cobble ground[J].Tunnel Construction,2010,30(4):411 -415.(in Chinese))
[7] 曾志新,李勇,周志斌,等.深冷处理对W9Mo3Cr4V刀具耐磨性能影响的研究[J].中国机械工程,2003,14(9):794-796.
[8] 闫玉茹,黄宏伟,程知言,等.盾构切削刀具的布置规律及优化研究[J].隧道建设,2010,30(5):508-512.(YAN Yuru,HUANG Hongwei,CHENG Zhiyan,et al.Study on arrangement rules and arrangement optimization of shield cutters[J].Tunnel Construction,2010,30(5):508 -512.(in Chinese))
