磁致伸缩传感器在液压机控制系统中的应用
2012-09-29刘燕,刘志
0 引言
板式换热器是液—液、汽—液进行热交换的理想设备,具有加热、冷却、热回收和快速灭菌等多种用途。板片是换热器的基本组件,随换热器类型的不同,板片的形状、大小和加工方式均不同。核电厂所用的热交换器多为完成换热和冷却功用的大型设备,构成这些热交换器的板热板片多为尺寸较大的金属板材,加工时将其置入压制模具中,经万吨液压机压制而得到。板片压制精度要求高,其沟槽深度一般为4mm,槽深公差在全板片面积上不得超过±0.10mm。为了保证压制后板片上沟槽深度的一致性,要求液压机的上工作台与下工作台在压制过程中必须保持一定的平行度。以往大型液压机采用滑块控制上工作台与下工作台的平行度,由于滑块存在研磨现象,工作一段时间后,加工的扳片沟槽即出现深浅不一、超过公差要求的情况。为了改变这种状况,需要对液压机的结构及控制方式进行改造以实现扳片高精度加工的要求。
1 液压机的工作过程及磁致伸缩传感器的应用
1.1 液压机的工作过程及其控制方式
板片加工一般采用框板式液压机。框板式液压机主要由主机及动力机构两大部分组成。其中主机部分包括机身、框板、上工作台、下工作台、主缸和充液装置等;动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。液压机一个工作过程由六个部分组成,即主缸快速下行、主缸慢下加压、压制、保压延时、主缸卸压和主缸回程。其控制系统采用按钮集中控制,可实现调整、手动及半自动三种工作方式。

图1 液压机的结构
框式液压机一般由两个主油缸组成,两个主油缸在驱动上工作台上下移动的过程中很难保持同步运行。以往采用滑块控制上工作台在整个加工压制过程中与下工作台的平行度,这种方式在应用一段时间后,上工作台与板框间的滑块在一侧会产生研磨现象,而在另一侧出现较大的间隙,这时液压机的上工作台与框板间就不能保持垂直,压制后的扳片沟槽公差超过允许值。
磁致伸缩传感器是应用磁致伸缩原理研制而成的新一代测量传感器,其测量能达到计量级精度。在液压机的上导柱上安装四个磁致伸缩传感器,结构如图1所示。由磁致伸缩传感器检测液压机在加工过程中上工作台的运动位移,通过PLC控制上工作台上的四个方向阀,根据量测的数据,方向阀随时调整液压机上工作台与下工作台的平行度,从而保证扳片加工的要求。液压机控制系统如图2所示。PLC采用西门子的S7-300,比例方向阀采用力士乐的4WREE二位四通阀控制,磁致伸缩传感器采用康宇公司生产的KYDM系列。

图2 液压机测控系统
1.2 磁致伸缩传感器的工作原理
磁致伸缩传感器是基于磁致伸缩和逆磁致伸缩效应而检测位移量的传感器。磁致伸缩传感器主要有波导丝、测杆、电子仓和套在测杆上的非接触磁环(内有永久磁铁)组成。当传感器工作时,电子仓内的电子电路产生一“起始脉冲”,此起始脉冲沿磁致伸缩线(波导丝)以恒速传输,同时产生一沿着波导丝跟随脉冲前进的旋转磁场,当该磁场与定位装置中的永久磁场相遇时,产生磁致伸缩效应,使波导丝发生扭动。这一扭动被安装在电子仓内的信号处理机构感知并转换成相应的“终止脉冲”,通过计算“起始脉冲”与相应“终止脉冲”之间的时间差,即可精确测出其位移量。磁致伸缩传感器在读出活动磁铁的位置后,经内部电路转换成一个242526位格雷码或二进制的串行数据,将数据可直接传送到PLC。
由于磁致伸缩位移传感器的磁致伸缩波导管与活动磁环不直接接触,因此在高温、高压和高电磁干扰等恶劣环境下也能正常工作。磁致伸缩传感器的输出是真正的绝对位置,不需要定期重新标定和维护,测量过程中也无需重归回零位。
2 基于磁致伸缩传感器测量的液压机控制原理
液压机压制板片的一个工作循环由六个部分组成,即主缸快速下行、主缸慢下加压、压制、保压延时、主缸卸压和主缸回程。为了保证板片的压制精度,加工过程的控制要求如下:
1)液压机充液装置打开主缸靠自重快速下行,4个磁致伸缩传感器测量下行位移量,通过PLC分别调整4比例方向阀,以达到上下工作台的平行度要求。
2)液压机滑块慢下加压,磁致伸缩传感器测量,方向阀继续调整台面,以保证接触工件时的平行度。
3)接触工件进行压制,因主缸压力大,磁致伸缩传感器停止工作。
4)达到设定压力开始保压。
5)保压延时到卸压回程,磁致伸缩传感器测量,方向阀继续调整台面,以防止上工作台在抬起时横向搓工件。
6)回程到位后停止工作。
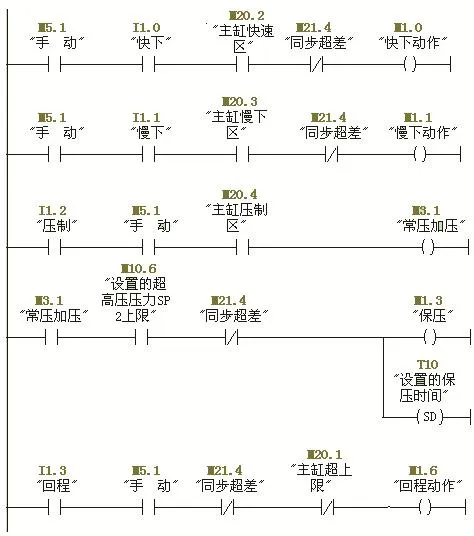
图3 液压机工作过程控制程序
其控制程序如图3所示。用M5.1表示液压机工作在手动状态;Ⅰ1.0、Ⅰ1.1、Ⅰ1.2、Ⅰ1.3分别为液压机快下、慢下、压制和回程过程的输入;辅助继电器M20.1、M20.2、M20.3、M20.4接通分别表示上工作台在工作过程中的位移区段,即主缸超上限区、快速区、慢速区、压制区;M1.0、M1.1、M3.1、M1.3、M1.6分别为液压机的工作状态控制,即快下动作、慢下动作、常压、保压和回程。
根据控制要求上工作台在快下动作、慢下动作、保压和回程四个动作过程中要随即调整比例阀,以保持上工作台与下工作台的平行。采用FC11、FC12位移功能块指令完成比例阀的调整,且以比例阀1的输出作为基准,分别调整比例阀2、3、4的输出。比例阀1的控制程序如图4所示;比例阀2、3、4的控制程序如图5所示。程序中ⅠN-PQW、ⅠN1为磁致伸缩传感器1的实测值,ⅠN2分别为磁致伸缩传感器2、或3、或4的实测值;OUT-V为比例阀的输出。MOVE为数据传输指令;I-DI为整数变换为长整数指令;DI-R将整数变换为浮点数指令;DIV-R为将浮点数转换为0~10V的实数输出指令。
FC11位移功能块程序功能:根据磁致伸缩传感器1的测量值控制比例阀1的输出。
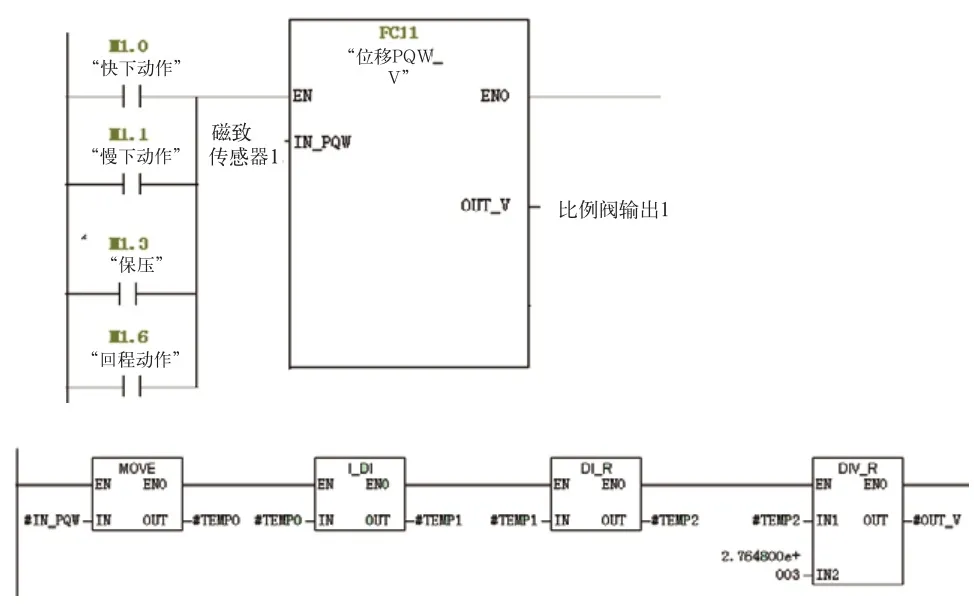
图4 FC11位移功能块程序
FC12位移功能块程序功能:磁滞传感器2(或3、或4)的测量值减去磁滞传感器1的测量值作为检测时的偏差值,若偏差大于20mm,则输出超差指示,液压机停止工作。
将磁致伸缩传感器1的实测值加上其他各传感器与传感器1的偏差值作为相应比例阀调整的对应值。若磁致传感器2(或3、或4)比磁致传感器1下落的慢,就将比例阀2(或3、或4)开大一点,下落行程加快;反之则开小一点,行程减缓。
超差指示
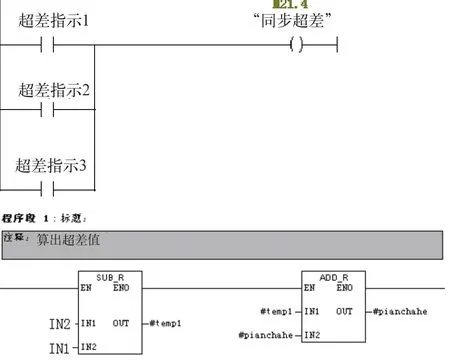

图5 FC12位移功能块程序
3 结束语
改造后的液压机控制系统工作稳定可靠、监测精度高和维护简单。一年多的实际运行表明基于磁致伸缩传感器检测的液压机控制系统,能够精确测量工作台在运动过程中的位移,准确调整上工作台与下工作台的平行度,保证板片加工的精度,具有行业推广价值。
[1] 刘振东,梁秀满.磁致伸缩位移传感器在钢丝绳拉力机测控系统中的应用[J].河北理工大学学报自然科学版,2007,29 (3):64-68.
[2] 王智强.彭勇刚.韦巍.磁致伸缩位移传感器在精密注塑机上的应用[J].传感器与微系统,2010,29(9):138-144.
[3] 杨雅洁,周丽.基于磁致伸缩效应的超声应力波传感器设计与优化[J] 仪器仪表学报,2010,31(11):2474-2479.
[4] 刘燕,刘志.大型板料加工自动送料控制系统的设计与改进[J].组合机床与自动化加工技术.2010(11).
