交联电缆绝缘线芯的若干问题分析
2012-09-28金金元
金金元
(浙江晨光电缆股份有限公司,浙江平湖314204)
0 引言
中压交联电缆一般指的是6~35 kV电压等级的交联聚乙烯绝缘电力电缆。该电压等级的电缆,其绝缘厚度比低压电缆的绝缘厚度均要厚,绝缘线芯在生产时如果控制不当,有时会出现绝缘偏心、凹坑、露导体、漏洞、波浪、竹节形、局部放电量超标等各种质量问题。由于中压交联电缆的交货长度普遍较长,这些质量问题经常造成电缆被迫分段,产生大量废线,对产品质量、产量及交货造成了很大影响。因此,本文对目前中压交联电缆生产过程中常见的若干质量问题进行分析,并提出了消除质量问题的改进方法。
1 绝缘线芯偏心
1.1 绝缘线芯偏心产生原因
目前,中压交联电缆的绝缘线芯采用的都是三层共挤工艺,也就是内屏蔽、绝缘层、外屏蔽三层同时挤出。挤出设备大都采用国产或部分进口的先进悬链式交联生产线,在工艺、温度控制较好的情况下,挤出的三层厚度较均匀,有时也会发生绝缘层偏心,造成绝缘偏心的原因有以下几个方面:(1)三层共挤机头模具装配不好,校正偏心的螺丝装配时没有完全拧紧,开机时间长了后螺丝可能已松动,使模具有点松动移位造成了偏心;(2)模芯太大,模芯与模套之间的间隙在装配时本身不均,使导体不易定位造成了偏心;(3)挤出机头温度不均匀,使出胶量不一致后造成偏心;(4)三层共挤机头与悬链线中心位置有偏差也会造成偏心。
1.2 解决绝缘线芯偏心的方法
如在生产控制过程中发现了绝缘层偏心,可有以下几种解决办法:(1)在悬链式交联机组挤包绝缘较厚的电缆时,应注意在绝缘线芯进入交联硫化管后,提高第Ⅰ区加热段的温度,使绝缘外层尽早交联,当线芯出下密封后尽可能使用搓线器,以防止因绝缘自重而产生下垂变形后造成绝缘偏心;(2)应选择适当的模具,把模芯与模套之间的间隙调均匀,校正偏心的螺丝装配时应完全拧紧,开机前要做全面的检查,避免开机后压力不平衡造成偏心;(3)导体线芯的圆整度和绞合导体表面的紧压程度对绝缘挤出时的偏心度也有一定的影响,因此,对导体在绞合过程中应严格控制导体的圆整度和导体表面的紧压程度。
2 绝缘线芯表面凹凸不平、鼓包现象
2.1 绝缘线芯凹凸不平或鼓包产生的原因
2.1.1 老胶现象
交联绝缘线芯在生产时有时会出现老胶现象,也叫预交联,是由于交联料挤出时机头过温度过高或交联料长期停留在流道内的死角所引起,该老胶呈琥珀色,停留时间越长,其颜色越深,温度越高其颜色也越深,图1是显微镜放大后的老胶照片。一般有以下几种原因会产生老胶:(1)挤出速度过快。螺杆转速越快,螺筒内交联料剪切作用力越强烈,这样使机身局部温度升高,导致老胶现象产生;(2)交联绝缘料在机筒内停留时间过长,有一部分绝缘料产生过早交联,这样线芯在出模时就造成了表面凹凸不平,通常当绝缘料温度在115℃以上,胶料在15 min后就会逐步出现预交联,时间稍长就会出现块状物,通常在这种情况下出现的老胶颜色较浅或不变色;(3)生产绝缘材料的基料变化对绝缘老胶的产生也有一定的影响;(4)过滤网衬垫位移造成分流板处的胶料压力分布不均匀,形成流道死角,这种情况下也会产生老胶,同时也有可能因过滤网位移或层数、目数不够,失去部分过滤的作用,经过长时间生产后,也会使积累在螺杆头上的老胶在挤出时被带出,在绝缘层内混入了老胶杂粒(见图2实物照片)。

图1 绝缘层中的黄色老胶

图2 绝缘层中的白色胶粒
2.1.2 生胶现象
交联绝缘线芯在生产时有时还会出现生胶,也称为绝缘僵块或硬块,缺陷点颜色同绝缘本色(见图3)。产生这种现象的原因主要是:(1)机颈或机头的温度不够,造成内部局部冷胶产生;(2)由于机身温度或剪切力不够而引起的局部塑化不好;(3)当过滤网的衬垫不到位或层数、目数不够,最终影响到交联绝缘料的挤出压力,也会产生生胶,使绝缘线芯表面出现凹凸的硬块。
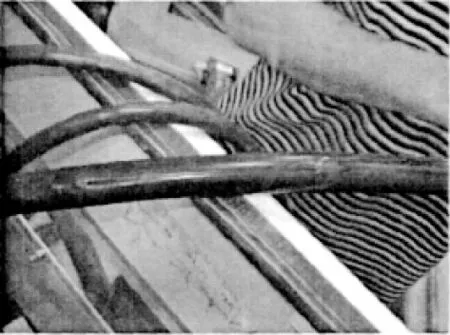
图3 绝缘层表面出现的硬块
2.2 解决绝缘线芯凹凸不平及鼓包的办法
绝缘表面的“老胶”和“生胶”现象,在线芯外观上差不多,容易引起混淆,因此要注意区分。解决方法:(1)从开机时间上进行判断,时间短的产生“生胶”可能性大,时间长的产生“老胶”可能性大;(2)从工艺条件的变化来进行判断,结合“老胶”和“生胶”产生的原因进行综合分析;(3)挤出时出线速度要严格按照工艺规范要求执行,挤出速度变化后,一定要密切关注挤塑机温度的变化;(4)检查机头各部位的温度控制是否准确,查出是由哪个部位引起的,然后再根据实际情况进行调整;(5)对采购的原材料质量应严格加以监控,确保材料供应商提供质量稳定的原材料。
必要时应采取调换材料、调整温度、清理过滤网及机头等查找原因,不断积累开机经验。
3 绝缘线芯露导体或漏洞现象
露导体或漏洞现象是指导体屏蔽层没有完全包覆导电线芯的严重质量问题。
3.1 绝缘线芯产生露导体或漏洞的原因
绝缘层露导体或漏洞产生原因如下:(1)在生产过程中,导体屏蔽挤塑机的温度过高,使导体屏蔽的出胶量跟不上,造成导体屏蔽料挤出时拉薄拉破,使内屏蔽出现漏洞;(2)内屏蔽料受潮,挤出时没有进行烘干处理,挤出时内屏蔽自然形成孔窝;(3)导体表面有针尖状的毛刺,戳破本来就很薄的内屏蔽;(4)导体绞合表面松散,内屏蔽挤出时,大部分的屏蔽料都挤进了导体缝隙内,出现了屏蔽层的漏洞现象。图4是电缆内屏蔽出现的孔窝现象,严重时会出现露导体或漏洞现象;(5)导体保管不好,表面有灰尘或油污,在内屏蔽挤出时产生滑脱,内屏蔽没有完全包覆导体,出现露导体或漏洞现象;(6)内屏蔽挤出时料房内没料时忘记加了(因为电缆绝缘线芯生产是采取24h运转,有时采用三班倒,操作工在长时间生产时易产生疲劳现象,特别是晚上生产,更易产生疲劳)。
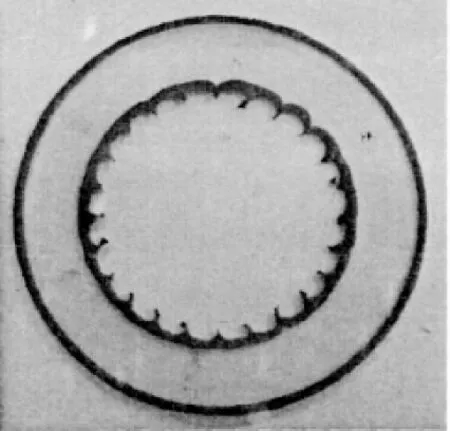
图4 内屏蔽层表面出现的孔窝现象
3.2 解决绝缘线芯露导体或漏洞的办法
绝缘线芯出现露导体或漏洞现象时,其解决办法有:(1)根据材料工艺要求严格设定内屏蔽挤塑机的机身温度;(2)在交联机三层共挤挤出前,内屏蔽料应进行烘干处理;(3)对导体表面质量应严格控制,应有相应的导体半成品保管制度及质量控制要求,结合公司自身的工艺水平制定内屏蔽层厚度;(4)加强操作工的责任心教育,增加生产班次,缩短操作工的连续生产时间,以减少疲劳,确保产品质量。
4 绝缘线芯表面波浪或竹节纹现象
这种现象主要表现为绝缘线芯表面有间断性波浪或竹节纹形状,严重影响了电缆绝缘线芯的表面质量。
4.1 绝缘线芯表面波浪或竹节纹产生原因
交联电缆绝缘线芯表面波浪或竹节纹产生的主要原因是:(1)绞合导体外径不均匀;(2)绝缘挤出时模芯太小,致使导体紧擦模芯;(3)绞合导体外层节距偏大(一般多出现在铝芯绞合导体上),造成导体表面单丝松散;(4)绞合导体外层紧压系数偏小,外层单丝之间有缝隙,硫化管内的氮气压力过大(氮气压力也不宜过小),绝缘还没有完全冷却,在绝缘线芯过悬链线下密封时橡皮孔径又太紧;(5)冷却水位高低不稳定,导致电缆绝缘线芯冷却不充分;(6)设备在牵引绝缘线芯时发生机械抖动等。
4.2 解决绝缘线芯表面波浪或竹节纹的方法
解决绝缘线芯表面波浪或竹节纹的方法有:(1)对绞合导体应严格执行工艺规定,并加强生产过程的控制,确保只有完全符合要求的导体产品才能投入到下道工序;(2)根据工艺要求和绞合导体的实际状况选择模芯尺寸;(3)下密封橡皮孔径不宜太紧,密封口应有少量的水流出为宜;(4)严格控制水位,水位波动范围不应超出工艺规定要求;(5)如果绝缘线芯生产时有机械抖动,可以通过调节水位、改变生产线速等方法加以解决。
5 绝缘线芯局部放电量超标现象
5.1 绝缘线芯局部放电量超标原因
交联电缆绝缘半成品生产完毕后,为了保证绝缘线芯的产品质量,在投入下道工序前,应先进行绝缘线芯的结构尺寸和热延伸试验。在合格的情况下还需进行半成品的局部放电试验,有时在试验时会出现绝缘线芯局部放电量超标现象。产生局部放电量超标的主要原因是绝缘层或屏蔽层中存在缺陷,如绝缘中有气孔、杂质、焦粒、老胶,外屏蔽擦伤、扎伤或表面有颗粒,另外,铜带有卷口或卷边,在屏蔽绕包时嵌入电缆绝缘屏蔽层内,损伤了绝缘屏蔽层。所有这些缺陷均会造成电缆放电量偏大,产生不合格现象。
5.2 解决绝缘线芯局部放电量超标的办法
5.2.1 材料洁净过程解决办法
交联电缆的绝缘材料洁净控制是电缆绝缘线芯生产过程中最重要的控制环节。我们非常重视交联电缆生产过程的洁净度控制,材料生产专用房采用的是洁净度达到100级的净化房,对净化房的操作工艺过程进行了严格规定:(1)净化房的门及内部各材料房间的门必须保持关闭,并确保风淋室处于可运动状态;(2)所有材料在经过风淋室之前,必须先拆掉外面的塑料皮包装,清理卫生后才可进入风淋室;(3)材料箱在进净化房前,先进行材料箱外围包装物的卫生清理,必须将料箱外面的灰尘等杂物清理干净才可进入;(4)在正常交联生产过程中,必须将料袋口与吸管扎紧,其它料袋口不得打开;(5)操作人员进入净化房工作时,应更换专用工作服,并且必须经过风淋室风淋,非操作人员未经批准不得入内。这些解决办法主要是为了防止杂质进入绝缘本体,有效避免绝缘线芯的局部放电量超标,保证了绝缘线芯的产品质量。
5.2.2 材料干燥及清理过程解决办法
交联材料干燥过程控制是电缆绝缘线芯生产过程中很重要的控制环节。主要解决办法有以下几个关键点:(1)交联聚乙烯绝缘料为憎水型材料,如果绝缘料刚进厂时间不长,确认绝缘料未受潮,在开箱使用时,一般不要求作干燥处理,但绝缘料存放时间已较长,甚至超过3个月的情况下,应进行干燥处理,避免生产时绝缘层中有气孔产生;(2)要定期清理螺杆、机头和自动加料的吸料斗,防止绝缘料粉尘的长期堆积,加料房要保持清洁,要严格加料房管理制度,不让杂质混入绝缘体和屏蔽料中;(3)半导电屏蔽料含有的大量炭黑为亲水性材料,一定要进行干燥处理。如果对屏蔽料不进行干燥,将潮气带入绝缘中,绝缘层会出现微孔等现象;(4)要避免频繁更换不同生产厂家和不同生产批号的原材料,因为不同厂家和不同生产批号的原材料温度控制及料的技术指标均有差别;(5)要加强现场定制管理,防止绝缘线芯半成品在车间现场搬运、储存过程中产生的撞伤或擦伤现象;(6)要避免铜带卷口或卷边现象,防止在屏蔽绕包时嵌入电缆绝缘屏蔽层内,划伤绝缘屏蔽层。
6 结束语
除了上述提出的各种解决方法外,交联电缆绝缘线芯生产控制过程中还应严格把好原材料进厂质量关,根据不同厂家的原材料特性,及时调整工艺,尽量保证材料的相对稳定性。同时在正常的生产过程中,应加强现场定制管理和操作人员的技术培训,只有这样才能保证交联电缆绝缘线芯的质量。
[1]钱子明,管新元,马 军.悬链式交联生产线绝缘线芯抖动问题及其解决方法的探讨[J].电线电缆,2007(5):30-32.
[2]汪传斌.CCV交联工艺生产高压电力电缆的特点及其绝缘偏心的控制[J].电线电缆,2009(2):16-18.
[3]钱志明.浅析高压交联电缆绝缘线芯质量缺陷的控制[J].电力建设,2006(9):66-67.