瓦楞纸箱及其纸板的检测和质量控制
2012-09-25福建莆田鸿立印刷包装有限公司康启来
福建莆田鸿立印刷包装有限公司 康启来
瓦楞纸箱是目前世界上应用最广泛的包装容器,在产品的保护和流通方面发挥着十分重要的作用。随着我国改革开放和国民经济的不断发展,以及对外商品出口量的迅速增长,瓦楞纸箱在包装领域中的应用越来越普遍。纸箱产品的使用特点,要求它必须达到具有牢固、耐用的基本使用要求,而要达到这样的工艺要求,必须对瓦楞纸箱进行一系列的检测,为瓦楞纸箱的生产提供科学的检测数据,进而通过采取有效的工艺控制措施,才能从根本上提高纸箱的产品质量。所以,正确掌握瓦楞纸箱及其材质的检测和控制方法,具有十分重要的意义。
一、瓦楞纸板厚度的检测和质量控制
纸板的厚度也是纸箱外观重缺陷检验项目之一。瓦楞纸板厚度是指在一定压力下瓦楞纸板上下面间的垂直距离,实验里通常采用瓦楞纸板厚度计检测纸板的厚度。测量时,应注意选择纸板上无损坏、无压痕、无塌瓦的若干部位(距边缘不小于50mm)作为检测点,分别置于测量头与量砧之间进行测量,并分别读取百分表的测量数值。取样数量一般为10块,最后,求其平均值,即为检验结果。纸板的厚度大,纸箱的垂直抗压和平面抗压性能相应也就高。生产过程中造成瓦楞纸板厚度指标下降的原因有多种情况,如瓦楞辊楞齿尖(顶)部位磨损变低或染污;导纸片没有调整好;单面机的速度过快;瓦楞辊温度偏低;瓦楞辊与辊之间的间距不适;涂胶辊和浮动辊间隙过小;涂胶量过大;双面机热板或帆布沾上异物;瓦楞纸质量差;以及外界压力的过分作用等。瓦楞纸板直接印刷的柔印工艺,若印刷压力过大、印刷面积过大等都会使瓦楞纸板厚度下降。预印的瓦楞纸箱裱贴过程中若压力过大,也会使纸板厚度下降。瓦楞纸板厚度若偏薄的话,它的边压强度、戳穿强度、耐破强度和抗压强度等性能,都将相应下降。瓦楞纸板的楞型不同,厚度也有所差异。纸板厚度若达不到要求的,最终使包装件堆码过程中容易出现倒垛、塌垛、散包等不良后果。所以,控制瓦楞纸板的厚度,应对上述情况进行认真的检查和分析,采取相应的措施进行有效的把关和控制。如笔者在之前的工作单位,针对瓦楞辊磨损是瓦楞纸板厚度下降的主要原因,于是定期跟踪检测瓦楞辊,发现瓦楞辊磨损程度临近在下极限值时,我们即采取更换新辊的措施,有效地防止质量问题或事故的发生。
各种瓦楞纸板的厚度规格控制标准如本表所示:(单位mm)
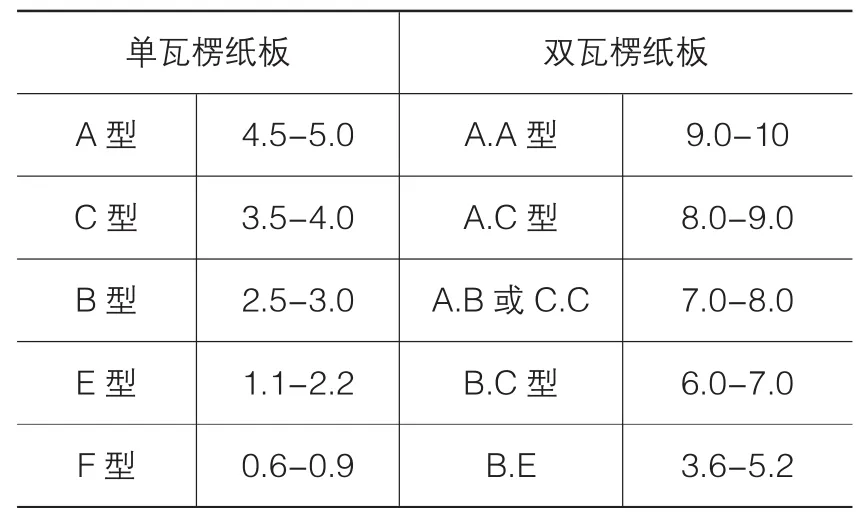
单瓦楞纸板 双瓦楞纸板A 型 4.5-5.0 A.A 型 9.0-10 C 型 3.5-4.0 A.C 型 8.0-9.0 B 型 2.5-3.0 A.B 或 C.C 7.0-8.0 E 型 1.1-2.2 B.C 型 6.0-7.0 F 型 0.6-0.9 B.E 3.6-5.2
二、纸箱含水率的检测和质量控制
含水率是指纸板中水分的含量,用百分比表示。纸箱的含水率标准要求为12±4%。由于瓦楞纸箱的使用要求应达到具有一定的耐压、抗张、抗戳穿和耐折性能,若水分含量过高的话,纸箱就显得柔软,挺度也差。此外,原纸含水率过高,粘合质量也差。如果,水分明显低于下极限标准值时,由于纸板过脆,摇盖耐折度也差,使用时就容易出现断裂现象。含水率对纸箱整体强度,有着很大的影响作用,所以,这也是含水率成为纸箱的三个重缺陷检验项目之一的主要原因。测定纸箱的含水率,生产现场一般采用快速水分测定仪,分别测量每个纸箱不同部位的4个点,取其平均值(5个纸箱)为检验结果。还有一种比较准确的检测方法就是采用烘干法,即从不同部位分别取样若干块,用感量为0.001的电子天平称取约50克的试样,并将其放入烘箱内,烘干至恒重状态,即可求出其含水率。含水率的计算公式为:含水率=(试样原重量-烘干后重量)÷试样试样原重量×100%。纸箱含水率的控制,一方面应注重从控制入库原纸的水分入手,按标准进行检测和控制;另一方面应注意对生产工艺过程进行有效的控制,包括生产加工的各工序。从单面机配纸开始控制,主要是将原纸含水率差异小的瓦楞纸和箱板纸进行配套成型。如果将上极限含水率的箱板纸与下极限含水率的瓦楞纸进行配套成型,既会影响正常的粘合强度,并使纸板出现卷曲变形现象,又容易使纸板含水率不均匀。单面机的温度和速度控制得好,纸板的含水率也可得到较好控制。一般来说,若原纸的水分偏高,单面机的温度应适当调大,车速则应适当降低一点。预印的白板纸与瓦楞纸板进行裱贴时,若黏合剂的特性或用量不适时,也会使纸板含水率偏高,故应根据覆面机的特点选择合适的黏合剂,并严格控制好黏合剂的用量。生产时既要兼顾纸板的粘合强度,又要考虑到水分的合理控制。烘干工序的控制,主要应注意进行散热。生产工艺实践中我们发现,刚烘干出来的纸箱,有的水分竟比没有烘干的纸箱水分还高,其主要原因是纸箱表面的热蒸汽还没有散发走所造成的。我们通过将刚烘干的纸箱,再用一组由6个大风扇组成吹风机组进行强吹风散热处理,使纸箱的含水率迅速控制在标准范围内,取得了较好的工艺效果。
三、瓦楞纸箱内尺寸的检测和质量控制
纸箱的内尺寸是指纸箱内径的长、宽和高的尺寸。检测纸箱的内尺寸应采用靠规和内径尺。靠规是一种呈直角状态的铁板器具(厚度10mm),检测时先将纸箱撑开后放在靠规里,箱底放置一块模具压板压住箱底的摇盖,同时让纸箱的长和宽相邻的两个侧面靠向靠规的两个内侧面,使纸箱在方正、直角的情况下进行检测。测量时用内径尺在搭接舌上距箱口50mm处分别检测箱内径的长和宽。之后,再以箱底与箱顶两个内摇盖的直线距离量取箱的内径高度。测量时应注意的是,要求内径尺及引出的直线应垂直于箱面,且用力切不可过猛,以防止出现人为因素的误差。商检纸箱的内尺寸允许误差值是:内综合尺寸≥2000mm的大型箱为+5mm和-3mm;小于2000mm而大于1000mm的中型箱为+4mm和-3mm;≤1000mm的小型箱为+3mm和-2mm。纸箱内尺寸若过大,运输或搬运过程中,箱内盛装的商品、物品就容易产生移动或震动等不良情况,容易造成物品的损坏现象。反之,若纸箱内尺寸过小的话,商品、物品就装不下或过于挤压,也会产生不良后果。所以,纸箱的内尺寸也是纸箱外观重缺陷检验项目之一,不允许出现不合格情况。控制纸箱的内尺寸,也应先注重从质量源头的原纸开始进行检测和控制,要求加工纸箱的原纸应有适当的施胶,这样可有效地减少纸箱水分的变异而导致内尺寸的变化。同时,要控制原纸的水分和纸箱加工过程的生产工艺,使瓦楞纸板的水分控制在标准范围内。此外,模切版制作尺寸要精确;水性柔版印刷机及其联机的开槽、压痕装置要调整准确;纸板输送、定位必须准确无误,这也是提高纸箱内尺寸精度的重要措施。
四、瓦楞纸板戳穿强度的检测和质量控制
以一定形状的角锥穿过瓦楞纸板所做的功,所显示的能量称为瓦楞纸板的戳穿强度,它的单位是:J。戳穿强度指标是采用戳穿强度测定仪进行检验的,检测时,挑选3个外观较好的样箱,从每个样箱的箱壁上各取4块无损坏、无水印、无折痕和无其他外观缺陷的纸板,规格为175×175mm的检测样12块。分切试样时应注意起始线与瓦楞成平行状态。在每次检测之前应对仪器调零校准,其方法是:
1.将重锤和试样夹板去除后,将指针拨至最大值处把摆置于开始试验的位置,按下摆的释放装置后,摆动的摆应使指针指向“0”位,否则,需拧动调节螺丝进行调整;
2.要根据试样的大体强度,选择适当的重锤,使测量值在测量范围的20~80%之间;
3.将试样牢固地夹在测试板中间,将指针拨至最高刻度值,把摩擦环套在角锥后面,把摆锁至试验时的起始位置;
4.按下释放装置,使摆臂推动角锥穿透试样,然后读取检测数值;
5.将正面、反面、纵向、横向等检测的数值,求出算术平均值,保留三位有效数字。
检测时,应注意的是:试样需夹紧,如出现滑移现象,该检测数值应视为无效。瓦楞纸板的戳穿强度与原纸的纤维韧性、硬度、紧度、含水率以及纸板的粘合强度和纸板的厚度等有着密切的关系。所以,提高纸板的戳穿强度性能,应注重控制原纸的上述质量和瓦楞纸板的生产工艺过程。
五、瓦楞纸板边压强度的检测和质量控制
一定宽度的试样,单位长度所能承受的压力叫边压强度,它是指承受平行于瓦楞方向压力的能力。边压强度的试样应从三个样箱中,每个分别切取三块无机械压痕、无印刷痕迹和损坏的试样,试样的瓦楞方向应为短边,试样规格为25×100mm,误差±0.5mm。这就要求取样器的刀口应保持绝对的锋利,并且刀架上的刀片,安装位置要合适,刀刃口与刀槽所成角度调整至45°为适。此外,刀尖不可碰擦到刀槽底部,防止刀口弯曲变形,使切取出来的试样边缘瓦楞容易出现损坏和起毛现象,影响检测的准确性。边压强度的换算公式为:R=F*L×103。式中:R为瓦楞纸板试样边缘的抗压强度,用Nm 表示;F是试样压溃时读取的力值;L是试样长边的尺寸,单位是mm。原纸的环压强度和纸板的粘合强度如何,很大程度上决定着瓦楞纸板的边压强度。所以,提高纸板的边压强度首先要选择质量高的原纸,特别是瓦楞层的纸质环压强度要高,并要控制好单面机的生产工艺和预印白板纸与瓦楞纸板的裱贴质量。
六、瓦楞纸板粘合强度的检测和质量控制
瓦楞纸板的面纸、里纸、芯纸和波型瓦楞纸的楞峰粘合程度,在一定单位长度内经施加测试所能承受的最大剥离力,叫做瓦楞纸板的粘合强度。粘合强度的检测,主要是检验瓦楞纸板裱贴的牢度,A型瓦楞纸板的检测,剥离架的插针应采用Φ3mm,而B、C型瓦楞纸板的瓦楞孔较细,剥离架的插针则应采用Φ2mm比较合适。剥离架上的每根插针应正好对准瓦楞槽口的中心部位,且间距调相等后,将各只螺丝拧紧固定。粘合强度的检测样块,要求取12块,即从三个样箱中分别各取4块,其瓦楞方向为短边的(即25mm),材质完好无损,无脱胶、无起泡的样块。样块规格为25×80mm,误差±1.0mm,这样可较好地保证检测的准确性。粘合强度的换算公式为:P=FL。式中:P为瓦楞纸板试样的粘合强度,用N*m表示;F是试样分离时读取的力值,单位是N;L是试样长边的尺寸,单位是m。黏合剂的质量、配方、涂胶面积、干燥时间、机器温度、速度不当以及裱贴时的辊压、机械压力不足、操作工艺等因素的合适与否,决定着纸板的粘合强度,而纸板的粘合强度如何,又很大程度上影响着纸箱的抗压强度、耐破强度和戳穿强度等性能。粘合强度也是纸板性能的一项重要的指标,如果粘合强度不足,在压缩后,面纸、芯纸或里纸会与楞纸容易出现脱胶或起泡现象,影响纸箱的整体结构和强度,造成纸箱抗压强度、堆码强度大幅度下降。所以,提高纸板的粘合强度,首先要选择好合适的黏合剂,并注意控制好操作技术和工艺技术。
七、瓦楞纸板耐破强度的检测和质量控制
瓦楞纸板在一定的检测条件下,单位面积所能承受的均匀增大的最大垂直压力,为瓦楞纸板的耐破强度,它的单位是用千帕表示(KPa)。取样应注意的是:要切取没有水印、折子、皱纹、损伤,规格为140×140mm的试样12块,即从3个样箱中,每个各取4块,试样的一边应与瓦楞成平行状。耐破强度检测时,将试样分成两组,一组采用以正面贴向橡胶膜,另一组反面贴向橡胶膜进行检测,当试样被压破时,读取检测数值。将各个试样的检测数值之和,除以试样个数为检测结果。耐破强度与原纸的纤维韧性、硬度和纸质的厚度、紧度、含水率以及纸板的粘合强度等有一定的关系,所以,要提高瓦楞纸板的耐破强度,应注意对这些相关联因素进行科学合理的控制。
八、瓦楞纸箱摇盖耐折的检测和质量控制
纸箱作为一种包装容器,其摇盖需经常作开启活动,这就要求它的摇盖具有一定的耐折能力。纸箱摇盖耐折的检测,采用将纸箱支撑成型后,摇盖开合270°,往复三次,面纸、里纸摇无破裂。制造箱板纸和白板纸的浆料特性、原纸的含水率、紧度、纤维长度和结合牢度以及纸箱存放时间和环境温湿度等因素的影响,很大程度上决定着纸箱摇盖耐折性能。所以,做好原纸的质量把关和生产加工过程的质量控制,是提高纸箱摇盖耐折的重要一环。
综上所述,纸箱作为一种常用的包装产品,它的质量影响到商品的保护效果和市场形象。所以,只有用科学合理的方法进行检测,才能取得比较准确的检验数据,为提高纸箱产品质量提供良好的基础。生产实践情况也表明,只有加强对生产原材料和纸箱产品的检测和质量控制,才能有效地减少或防止生产过程中出现这样或那样的弊病,提高纸箱产品质量。