浅析THYROMAT-BDT调压调速装置在原料吊车中的应用
2012-09-25仇礼娟
仇礼娟
(四川机电职业技术学院,四川攀枝花 617000)
1 前言
攀钢钒提钒炼钢厂原料跨5台200T吊车承担着为炼钢厂1#~3#转炉兑铁及倒运半钢、更换渣罐的任务,是炼钢工艺流程中不可或缺的重要设备,其中3#~5#200T吊车起升和平移机构全部采用THYROMAT-BDT数字化交流晶闸管调压调速装置。该调压调速装置利用现代数字技术和可控硅技术而开发推出的新一代起重机控制器,灵活可调的数字化软件特性能较好地满足起重机的控制要求,自诊断或自监测功能使得系统更加安全可靠,该装置特别适用于重级工作制和处于恶劣环境中的起重机的驱动和控制。
2 工作原理及结构组成
2.1 原理简介
THYROMAT-BDT数字化交流晶闸管调压调速装置利用晶闸管的可控性,在三相异步绕线式电动机的每相定子绕组回路上串接了一组(正反向并联)的晶闸管,通过控制电路输出的触发电压,改变绕线电机每相背对背并联的一组晶闸管的触发角,进而由触发电路触发晶闸管,改变电动机定子电压。当电动机定子电压降低时,电动机的驱动力矩降低,电动机的运行速度也降低,电机的力矩与定子电压的平方近似成正比。如图1所示,当电压由100%下降到80%时,电机的速度从78%同步速下降到63%。因此通过改变定子电压,可以改变电机的运行速度,从而使电机运行在所期望的速度上。
电机的速度是通过转子频率的反馈来测定的;电机的电流是由装置下方每相上的电流互感器检测的电流经电流转换器到控制显示面板上,以实现对电机电流进行监测;电机的方向转换是通过在装置的下端外接了控制电动机正反向相序的接触器,此接触器的控制在调压调速装置控制单元控制下,在零电流下切换方向,不会产生相间环流,而且当可控硅发生故障时(通常可控硅损坏均为短路),它可以可靠地分断电机电源,不会产生更大故障,使运行更安全可靠。

图1 速度与力矩的关系
系统操作运行前,安全监控电流监测电机相位是否错误,是否有严重不平衡、低电压等,在确认各项安全条件具备后才进入指令执行,开始控制机构动作,同时具备电气安全联锁,以确保系统启动时,主令必须在零位才能动作整个系统控制。
系统控制给出三档独立的低速,当操作至额定满速(全速)时,系统沿斜坡平稳加速至该满速上,两个加速接触器分别在50%速度(25Hz)和75%速度(12.5Hz)时动作以保证平稳加速,切换时电流被限制在满载电流的两倍左右。由于系统控制是沿斜坡连续加速和减速的,将对电机和机械环节的冲击减到了最低。系统控制基本框图如图2所示。
2.2 结构组成
THYROMAT-BDT数字化调压调速装置主要由控制单元和功率单元构成,控制单元接受外部指令和发出相应的动作信号以控制外部方向接触器及加速接触器的动作,功率单元为电机提供可调节的三相动力电源。整个部件组成如图3所示,控制箱内含四块电路板,外部的显示面板为该装置的控制核心;装置的数字量输入信号以及输出信号由母板通过内部继电器输出的接口均由母板提供。
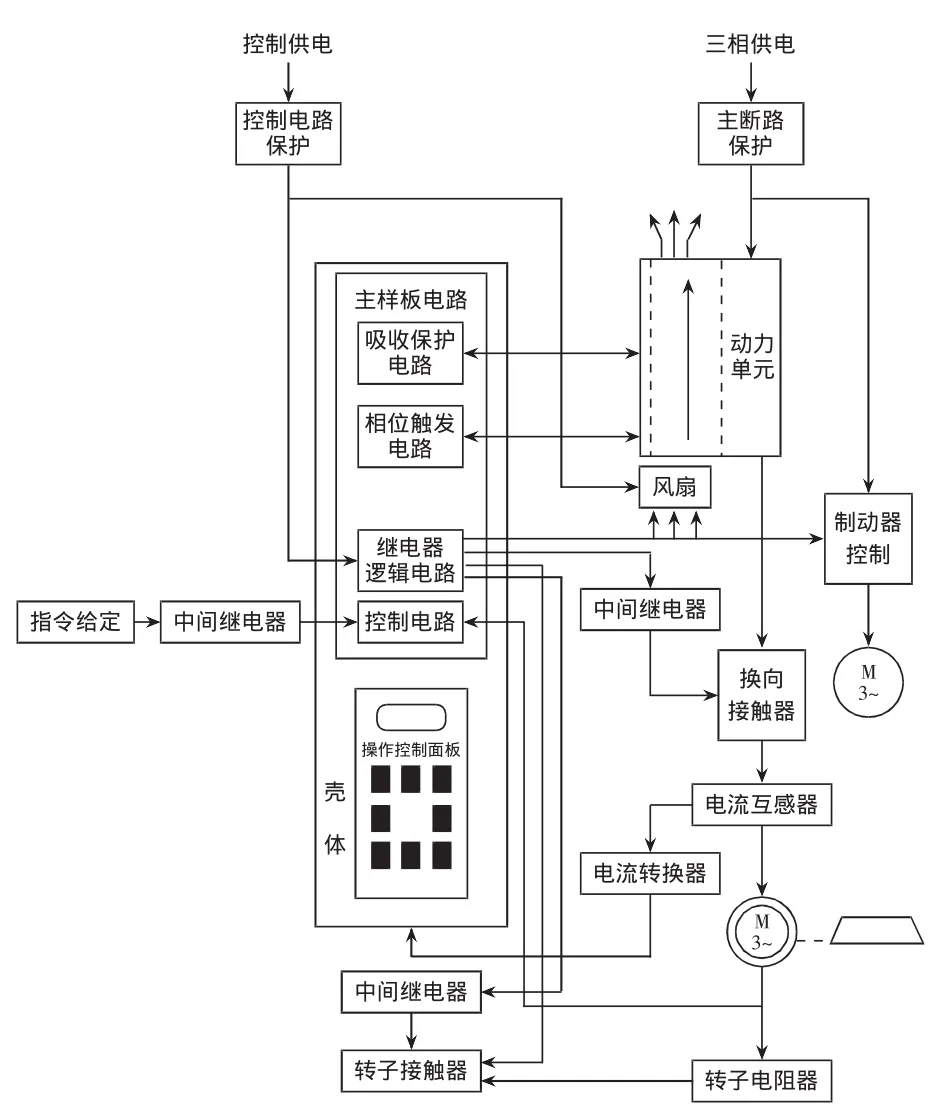
图2 THYROMAT-BDT系统控制框图
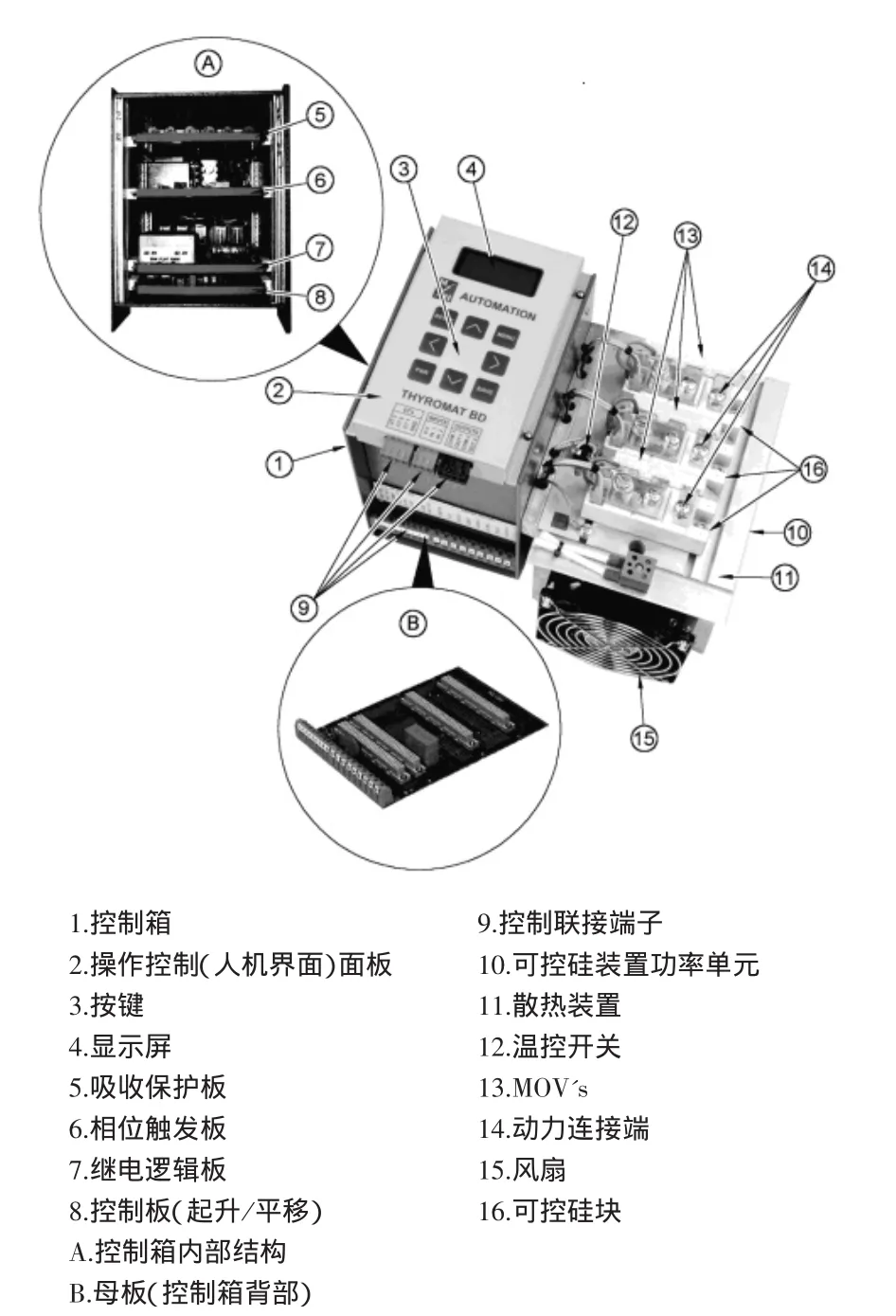
图3 THYROMAT-BDT数字化调压调速装置结构图
(1)控制箱
控制箱内含有控制电机方向和可控硅触发电路的印刷电路板,内含的四块电路板为全系列产品,防护等级IP51,电路板涂有防护层,保证电子元件在恶劣环境下能够可靠工作,控制箱的设计和制造保证了电路板在紧凑的空间内不会受到机械冲击。
(2)显示面板
用于显示工作状态及故障、设置参数、时间,还可以查看历史故障。
(3)阻容吸收板
提供电网浪涌电压对电子电路造成影响的防护。连同安装在可控硅上的金属氧化非线性电阻组块(MOV's),阻容吸收板提供了一个高等级的保护功能。
(4)相位触发板
为可控硅的导通提供触发脉冲并确定触发脉冲延迟角,同时也包含有相位错误,相位失衡和低电压时进行保护的电路;电路板的控制电源及10V的输入电源由本板从供电电源转换而来。
可控硅触发电路使用相位锁定环控制电路,对电源波动并不敏感。可控硅触发模块拥有一个独特的动态时间/振幅瞬变削波电路,不使用脉冲变压器。
(5)继电控制板
本板包括有5个继电器,控制外部接触器的通断。同时也具有逻辑保护功能,即如果安装在散热器上的热保护开关器件动作时,则本板给出逻辑保护功能。
(6)起升/平移控制板
本板控制着起升和下降运动的电机力矩方向,大部分的联锁和控制电路均在此板上;提供电气联锁以保证在出现电源故障和相位故障等故障后,主令在再次启动前回零位。这等同于一个电子零压继电器;有输入电阻来测量转子电压和频率,并且同时这是出厂的设置,以此来保证正确锁定转子电压值。平移控制板与起升板类似。只是该板实现电机平移的左右移动控制。
(7)数字量输入
数字量输入信号端子如图4所示。
(8)继电器输出
数字量输出接口如图5所示。
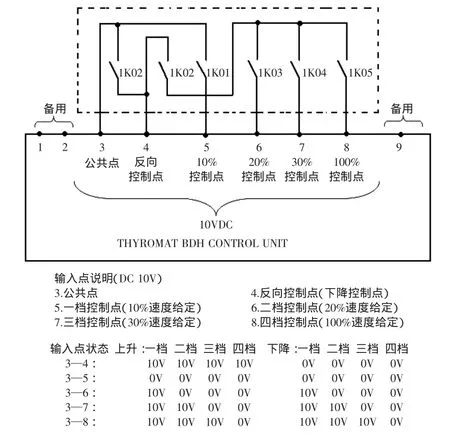
图4 数字量输入信号端子图
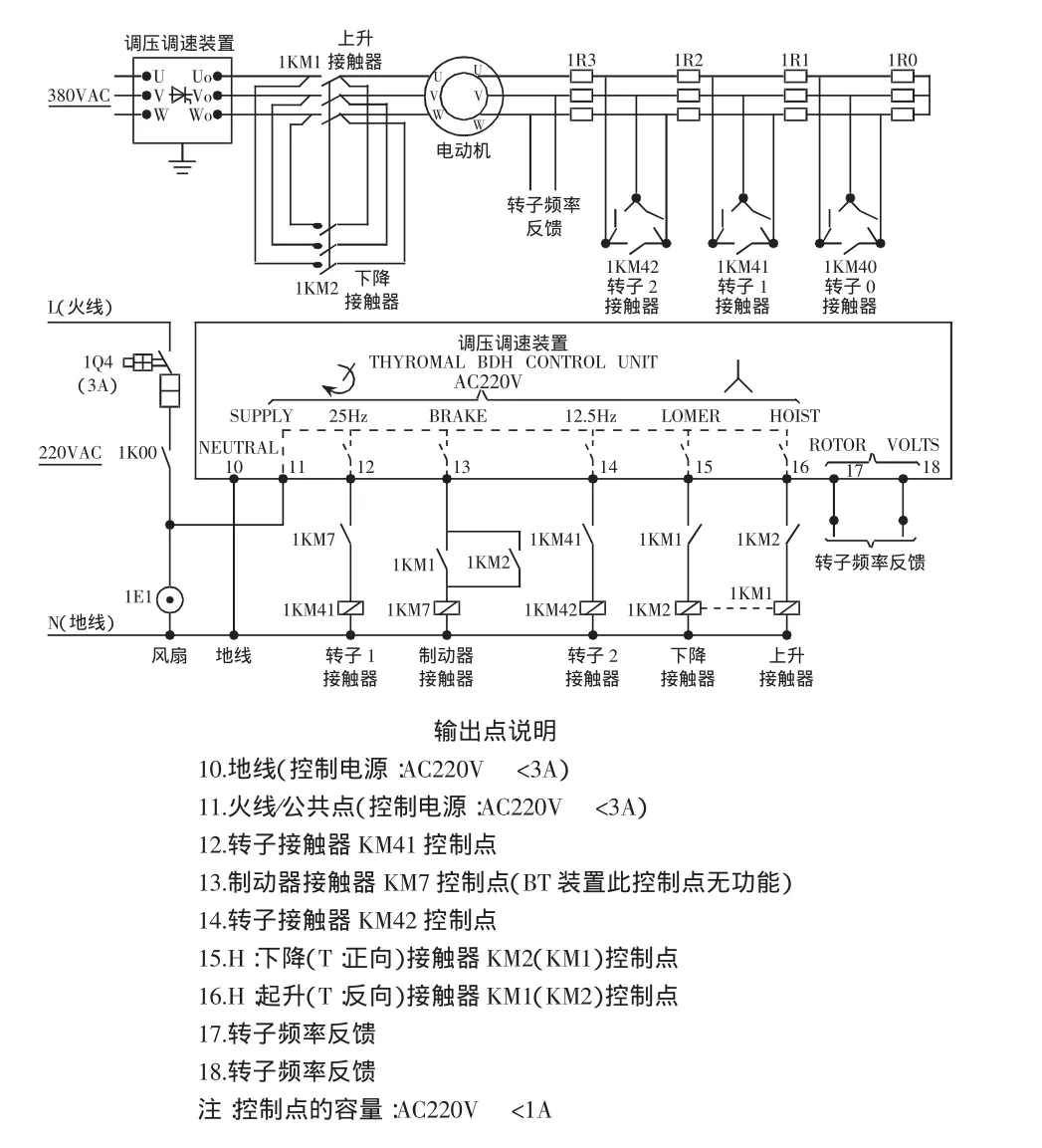
图5 数字量输出接口图
3 使用改进
该装置于原料吊车直流传动系统改为交流调速系统时投入使用,在使用过程中体现了控制电路简化、故障率低、操作简单等优点。
但由于该装置输入的方向信号为低电压信号且通过输入的3#和4#端子的高低电平组合判断运行方向(如图4),在与PLC结合使用时由PLC输出信号直接引入端子进行控制,同时电机换向采用外部方向接触器进行换向,电机的速度由电机二次侧引出两根信号线直接输入至装置的17#和18#端子,通过电机转子频率进行测定,该反馈方式精度检测而且反馈信号极易受到干扰,当控制信号由高速档切换到低速档时,装置通过反馈信号判断电机高速减到低速,只靠降低定子电压无法满足时,装置发出指令控制反向接触器的吸合,以反接制动的方式进行减速。当出现输入信号受到干扰,装置发出错误指令或减速时方向接触器卡阻时,电机的运行方向会产生错误,或反馈信号受到干扰导致速度检测误差较大,使得电机减速时装置控制反向接触器吸合时间过长导致电机反向运行的情况发生,在主卷控制中出现此类问题对吊运高温液体的吊车就会产生极大的安全隐患。
针对以上由于调压装置内部导致的问题,除积极联系厂家反映情况,通过厂家优化装置内部控制程序,减少此类问题发生的概率,并且还结合现场实际操作情况(司机在主卷挂重罐上升四档减三档,再迅速加至四档,频繁此种操作时就容易出现控制器在上升档位时主钩下降的情况,这也是现场操作人员所反映的“主卷下滑”现象)。因此采取了以下措施。
(1)PLC输出信号至装置输入端子间增设输入继电器,实现装置输入控制信号与外部指令信号的隔离,减少对外部对装置输入信号干扰。
(2)在PLC程序中增加保护程序,杜绝“下滑”现象的发生。
增加方向接触器出错保护,具体程序如图6所示。
在此程序中通过控制器I0.1上升信号与I7.1、I7.3下降方向接触器反馈信号的比较,在整个上升加档过程中若装置受到干扰发出错误信号导致下降接触器吸合,通过M112.0输出,将零位输出信号断开,直接封锁调压装置输出,达到安全运行的目的。
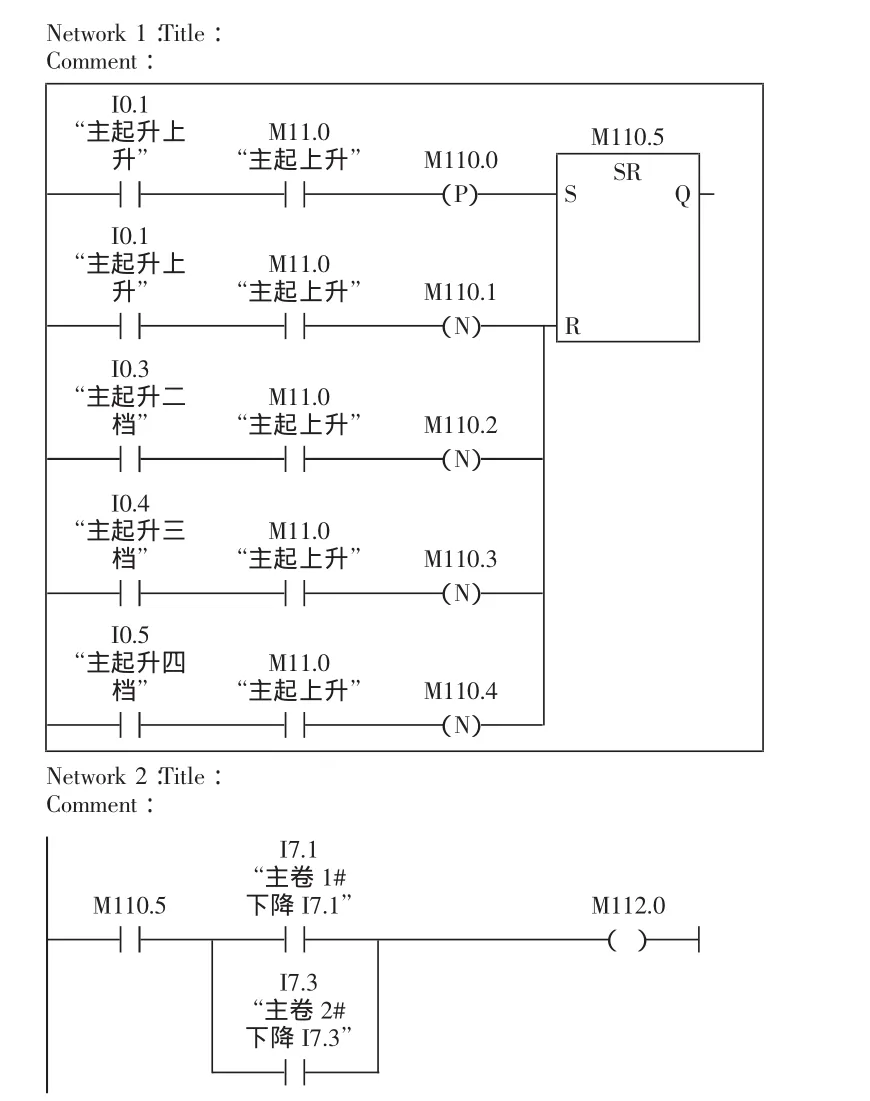
图6 具体程序

图7 保护程序
针对上升过程中加减速档位切换时,特别是上升三、四档反复切换过程中,若切换过快过频易出现当接触器卡阻或由于速度反馈信号受干扰,速度检测误差大时反向接触器吸合时间过长,导致主卷电机反向运行的情况,增加以下保护程序如图7所示。
在上述程序中,通过控制器上升信号与下降接触器反馈信号的比较,在上升过程中频繁加减档时,减速时下降接触器吸合时间超过350ms时,通过M118.0输出,切断零位信号输出,封锁调压装置的输出,使得主卷机构停机,确保达到安全运行的目的。
4 结束语
THYROMAT-BDT数字化交流可控硅调压调速装置取代直流调速系统在原料200T吊车中的运用,较好满足了现场的操作需求,使吊车操作简单,通过生产实践并结合生产现场进行一系列的改进优化,使THYROMAT-BDT数字化交流可控硅调压调速装置运行更加安全可靠而高效,降低了吊车运行故障,保证钢厂物流的畅通;在其他还在使用的直流调速系统就其人机界面操作简单,对恶劣的环境适应能力强、优越的控制性能、结构简单轻巧等优点值得借鉴改造,以实现生产的节能高效运行。
[1]THYROMAT-BDT数字化调压调速装置使用手册.美恒电机控制与电气自动化公司.2008.
[2]数字化交流可控硅调速控制装置用户手册.2008.
[3]裘为章.实用起重机电气技术手册[M].北京:机械工业出版社,2001.
[4]唐 介.电机与拖动[M].北京:高等教育出版社,2003.
[5]郑 晟.现代可编程序控制器原理与应用[M].北京:科学出版社,2003.
[6]STEP 7 V5.4 Help Contents
