纸浆模塑快速打样用砂模的制作工艺及其性能
2012-09-25曲晓晴,黄俊彦
曲 晓 晴, 黄 俊 彦
( 大连工业大学 轻工与化学工程学院, 辽宁 大连 116034 )
0 引 言
纸浆模塑制品以可循环使用的植物纤维为基本原料,用模具塑造而成,通过自身的特殊结构保护被包装物。目前纸模行业开发新产品过程中普遍存在着打样成本高等问题,成为影响其发展和应用进程的重要因素之一。传统打样方法是在三维造型软件中模拟被包装物外形特征进行模具结构设计,应用数控加工制得铝合金成型模具[1],采用此模具上成型机打出的纸模样品,存在着纸模包装样品与被包装物外形吻合度差等缺陷,其打样过程存在着模具设计不精确、制作成本高、周期长、风险大等问题。因此,寻求高效率、低成本的打样方法,是众多纸浆模塑企业普遍关注的问题。作者以桐油砂模代替传统的金属模具作为吸塑成型模具进行纸浆模塑制品的快速上机打样,对打样用砂模的制作工艺进行了详细研究。
1 试 验
1.1 主要原料和设备
原料:硅砂,采用60~40目粒径规格的硅砂;桐油,江西永新象形桐油加工厂出售的生桐油;膨润土,潍坊龙凤膨润土有限公司的钠基膨润土。
设备:ZBY149-83电热恒温干燥箱(用于干燥砂模试样);WD-5D电子万能试验机(用于测试砂模试样的弯曲强度);2XZ-2旋片式真空泵(用于测试砂模试样的滤水性能)等。
1.2 试验方法
1.2.1 砂模试样制备
硅砂、膨润土和桐油混碾后出砂,在石膏母模内浇注成型,制作长30 mm、宽20 mm、厚10 mm的长方体砂模试样,以电热恒温干燥箱进行干燥。其制备工艺为
1.2.2 性能测试
砂模替代铝合金成型模具上机打样需具备的基本性能为较好的强度、滤水性和表面光洁度。参照金属成型模具的网模用网直径为0.15~0.2 mm,网目一般为40~60目。使用粒径规格为60目的硅砂制作桐油砂模,硅砂粒间孔径小,且粒间覆有桐油膜,使砂模具有良好的表面光洁度,可以满足纸浆模塑成型模具的要求。只对砂模试样进行弯曲强度测试和滤水性测试。
弯曲强度是材料在弯曲负荷作用下破裂或达到规定挠度时能承受的最大应力,用以检验材料在经受弯曲负荷作用时的性能。参照纸浆模塑生产过程中使用的铝合金成型模具壳体的厚度大约为10 mm,用于检测弯曲强度所制作的砂模试样均为厚度10 mm、长30 mm、宽20 mm的长方体,以WD-5D电子万能试验机对试样进行干态弯曲强度测试和浸湿后0.5 h的湿态弯曲强度测试。用于检测滤水性能的砂模试样为厚度为10 mm、半径为30 mm的圆柱体,将圆柱体砂模试样嵌入布氏漏斗内,以2XZ-2旋片式真空泵对砂模试样进行滤水性能的测试。
2 结果分析
2.1 砂模弯曲强度的单因素试验
本组试验包括4个不同工艺参数的单因素试验,依次研究桐油质量、膨润土质量、干燥温度和干燥时间4个因素对砂模强度性能的影响。
2.1.1 桐油质量对砂模弯曲强度的影响
制作工艺参数:硅砂100 g,不添加膨润土,干燥温度200 ℃,干燥时间30 min。试验结果如图1所示,桐油量增加,桐油砂模的强度性能提高,桐油量持续增加,试样弯曲强度的提高速率有所减缓,较理想的桐油加入量为6 g。
影响因素分析:桐油因其特殊的共轭三烯结构,使其具有较高的反应活性,不仅可以发生聚合反应,聚合成以二氧六环为单元的大分子,由于多烯键的存在,其分子间发生交联作用,形成网络结构的高分子膜[2-4],桐油作为黏结剂,黏结硅砂,硅砂对桐油膜有应力分散的作用,使砂模具有滤水性能。桐油质量直接影响着黏结膜的性能,即砂模的性能,砂模干态弯曲强度曲线的斜率随着桐油量的增加逐渐增大,桐油质量继续增加曲线斜率出现减小趋势;桐油质量过少时,分子间交联少,聚合物分子质量小,网络结构不够致密,甚至砂粒没有被黏结膜完全包裹,砂模强度低;桐油质量增加,桐油分子的活化能增大,单体聚合反应强,聚合物分子质量大,分子间交互作用,形成网络结构,增强高分子聚合膜的韧性。在持续的高湿状态下,桐油黏结膜的破裂形式由内聚破裂变为附着破裂[5]。随着桐油质量的增加,其湿态弯曲强度明显提高,桐油过多时,桐油砂模的干、湿态强度提高,但过量的桐油,形成的致密黏结膜会影响砂模的滤水性能,且增加制作成本。

图1 桐油质量对弯曲强度的影响
Fig.1 Effect of the add dosage of tung oil on flexural strength
2.1.2 膨润土质量对砂模弯曲强度的影响
制作工艺参数:硅砂100 g,桐油6 g,干燥温度200 ℃,干燥时间30 min。试验结果如图2所示,加入适量的膨润土可以提高砂模试样的干、湿态弯曲强度,其中湿态弯曲强度的提高尤为显著,较理想的膨润土加入量为3 g。膨润土加入量为3 g时,砂模试样的干态弯曲强度为3.503 MPa,湿态弯曲强度为2.986 MPa,优于质量配比m(硅砂)∶m(桐油)=100∶9制备的砂模试样其湿态弯曲强度2.752 MPa,等质量的膨润土价格低于桐油价格,后续试验中采用加入膨润土作为防潮增强剂提高砂模湿态弯曲强度的方案。
影响因素分析:由于膨润土结构单元中晶片水合,带微弱正电荷的小片棱边被吸引到带负电荷的小片表面那里,迅速地建立了三维空间结构,体系的黏度很快增大[6]。适量膨润土的黏结性增强了砂模的湿态弯曲强度,过量时,膨润土作为粒子对桐油膜具有分散应力的作用,降低砂模的强度性能。

图2 膨润土质量对弯曲强度的影响
Fig.2 Effect of the add dosage of bentonite on flexural strength
2.1.3 干燥温度对砂模弯曲强度的影响
制作工艺参数:硅砂100 g,桐油6 g,膨润土3 g,干燥时间30 min。试验结果如图3所示,干燥温度提高,有利于提高砂模试样的强度性能,干燥温度持续提高,砂模的强度性能有降低趋势,湿态弯曲强度曲线的显现尤为明显。质量配比m(硅砂)∶m(膨润土)∶m(桐油)=100∶3∶6,干燥30 min的较优条件为200 ℃。
影响因素分析:加热可以促进桐油的聚合作用,干燥温度升高,聚合反应速度提高,聚合物分子质量增加,黏结膜韧性增强;过高的干燥温度,反应物黏度大,易焦化,制得的砂模试样明显呈黑色状态,在高湿状态下弯曲强度降低;干燥温度低时,反应时间过长,不经济。
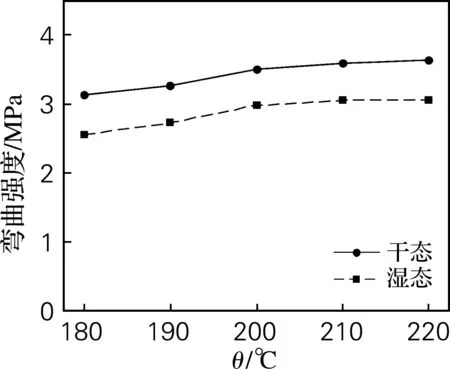
图3 温度对弯曲强度的影响
2.1.4 干燥时间对砂模弯曲强度的影响
制作工艺参数:硅砂100 g,桐油6 g,膨润土3 g,干燥温度200 ℃。试验结果如图4所示,干燥时间的延长在一定程度上提高了砂模试样的弯曲强度。实际操作中,干燥时间35 min条件下制得的砂模试样呈现黑褐色,干燥时间为30、35 min 条件下,制作的砂模试样进行弯曲测试过程中,显示其高强度状态所持续的时间呈明显缩短趋势。此工艺参数条件下,砂模干燥的较优时间为25 min。
影响因素分析:干燥时间过短,桐油分子交联少,成膜性差;时间过长,不经济,甚至出现油膜焦化,砂模的强度性能降低。
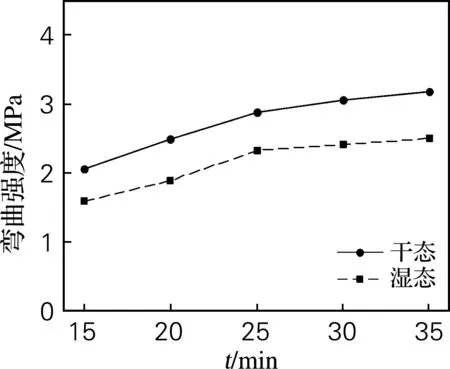
图4 干燥时间对弯曲强度的影响
2.2 砂模弯曲强度的正交试验
砂模性能的主要影响因素为:桐油质量、膨润土质量、干燥温度和干燥时间,考察指标为试样的干态弯曲强度和湿态弯曲强度。用正交试验筛选最佳工艺参数,正交因素与水平见表1,试验结果见表2。
表1 砂模弯曲强度正交试验因素表
Tab.1 Orthogonal experimental factors of flexural strength
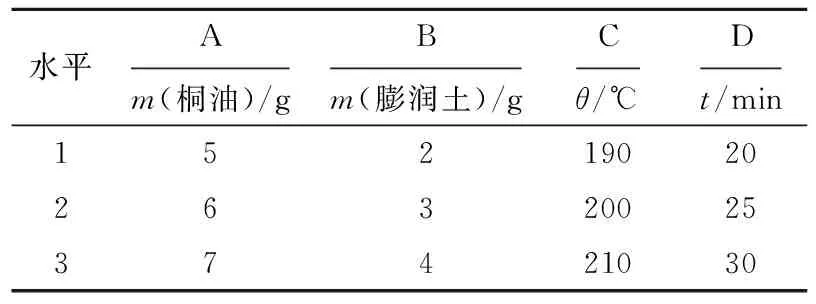
水平Am(桐油)/gBm(膨润土)/gCθ/℃Dt/min152190202632002537421030
正交试验结果显示,影响砂模性能的主次因素依次为桐油质量、膨润土质量、干燥时间、干燥温度,以砂模的干态弯曲强度为指标的最佳工艺参数组合为A2B2C2D2,以砂模的湿态弯曲强度为指标的最佳工艺参数组合为A2B1C2D2,综合多种因素,选择较为理想的工艺参数组合,砂模上机工作环境为湿态环境,且混砂过程中,A2B1C2D2组合桐油砂的流动性优于A2B2C2D2组合,从节约能源角度考虑,A2B1C2D2组合更有优势。确定工艺参数组合为:40~60目粒径规格的硅砂100 g,桐油6 g,膨润土2 g,干燥温度200 ℃,干燥时间25 min。
表2 砂模弯曲强度正交试验结果与分析
Tab.2 Result and calculations of orthogonal experiment of flexural strength
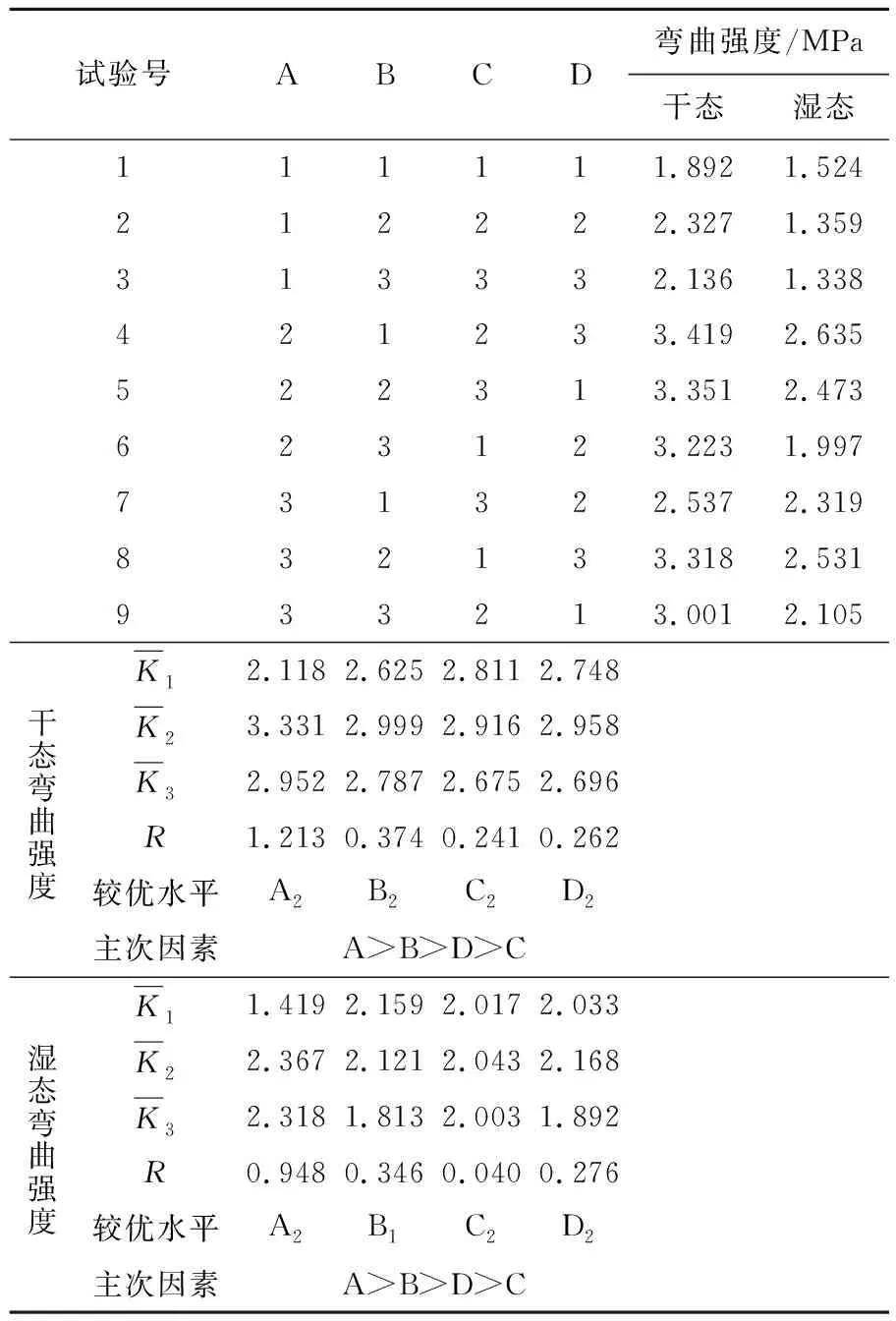
试验号ABCD弯曲强度/MPa干态湿态111111.8921.524212222.3271.359313332.1361.338421233.4192.635522313.3512.473623123.2231.997731322.5372.319832133.3182.531933213.0012.105干态弯曲强度K12.1182.6252.8112.748K23.3312.9992.9162.958K32.9522.7872.6752.696R1.2130.3740.2410.262较优水平A2B2C2D2主次因素 A>B>D>C湿态弯曲强度K11.4192.1592.0172.033K22.3672.1212.0432.168K32.3181.8132.0031.892R0.9480.3460.0400.276较优水平A2B1C2D2主次因素 A>B>D>C
2.3 再现性试验
弯曲强度试验:以工艺参数硅砂100 g、桐油6 g、膨润土2 g、干燥温度200 ℃、干燥时间25 min 制作砂模试样,干态弯曲强度3.513 MPa,湿态弯曲强度2.905 MPa,由于纸浆模塑成型时,模具内的真空负压不超过一个大气压,其强度满足上机打样要求。
滤水性试验:以极限压力为0.06 MPa的旋片式真空泵测试砂模的滤水性,将制作好的圆形砂模试样嵌入布氏漏斗内,抽滤打浆度为18°SR,浆料为1%的漂白硫酸盐浆,持续抽滤10 s,砂模上沉积纤维厚度20 mm。实际生产中纸浆模塑真空成型时的真空度一般为0.05~0.06 MPa,对于浅而薄的纸浆模塑制品,成型时间一般为10~15 s,对于深且厚的纸浆模塑制品,成型时间视具体制品情况适当延长,砂模的滤水性满足成型模具的滤水性要求。
试验结果显示,砂模满足上机打样对模具的强度和滤水性要求。
3 结 论
(1)以40~60目粒径规格的硅砂制作砂模,影响砂模性能的因素依次为:桐油质量、膨润土质量、干燥时间、干燥温度;得到原料配比和制作工艺的较优组合:硅砂100 g,桐油6 g,膨润土2 g,干燥温度200 ℃,干燥时间25 min,制作厚度10 mm 的砂模。检测试验表明,砂模强度、滤水性能可满足上机打样模具要求。
(2)采用砂模打样方式与传统金属模具打样方式相比具有设计周期缩短、打样成本低廉、制作工艺简单等特点,有利于加快纸浆模塑新产品的开发和推广应用,适应纸浆模塑产业的发展要求,具有广阔的应用前景。
[1] 李新芳. 纸浆模塑材料性能的研究现状和开发利用[J]. 包装工程, 2009, 30(1):124-126,165.
[2] 刘守贵. 桐油合成环氧树脂固化剂[J]. 四川化工与腐蚀控制, 2000, 3(5):21-24,28.
[3] 王宏亮,钟荣,刘国庆,等. 桐油改性树脂的研究进展[J]. 江西化工, 2000(3):6-9.
[4] 黄坤,夏建陵. 桐油及其衍生物的改性在高分子材料中的应用进展[J]. 化工进展, 2008, 27(10):1588-1592.
[5] 施卫省,戈振扬,唐辉,等. 桐油包膜材料在土壤中的降解性能研究[J]. 林产化学与工业, 2010, 30(3):49-52.
[6] 于震宗. 湿型砂使用钙基膨润土的可能性[J]. 铸造工程, 2011(1):1-4.