EPVC聚合釜配套冷凝器的国产化设计与制造
2012-09-18张立红
张立红
(天津渤天化工有限公司,天津 300480)
EPVC聚合釜配套冷凝器的国产化设计与制造
张立红
(天津渤天化工有限公司,天津 300480)
介绍了24m3乳液法聚氯乙烯(EPVC)聚合釜配套釜顶冷凝器的结构形式,分析了其国产化设计与制造要点。
EPVC;聚合釜;冷凝器;国产化设计与制造
目前在国内中型乳液聚合法EPVC(乳液法聚氯乙稀)树脂生产中,24m3EPVC聚合釜为常规设备,其制造水平、生产工艺日趋益亦完善,己成为国内中型乳液聚合EPVC生产装置中通用釜型。
传热能力是聚合釜的重要性能指标,对于中型聚合釜来说,24m3EPVC聚合釜经过多项改进,其夹套,内冷挡板等传热装置基本达到最佳设计,因此只有通过体釜外冷却器的设置,才能具备有效地再次提高传热能力。
我公司原设备釜外冷却器,订货周期长,用外汇价格价高,以及自身缺陷如表面光洁度不高造成换热管经常堵塞,不易清理,且停车清理周期长,影响生产效能。随着换热管清理次数的增加,换热管的内壁光洁度急聚下降,如此恶性循环,致使换热管易泄漏,换热器寿命缩短。所以,为提质高产降耗,我公司通过国产化的设计制造及应用,取得了一定的生产效果,下面就应用几个部分进行论述。
1 冷凝器的设计
EPVC聚合釜体外冷凝器均设置在设备顶部,冷凝器属列管式换热器,需垂直安装。釜内气相介质氯乙烯(VCM)进入釜项冷凝器管程,被冷凝成液体,沿换热管内壁流回釜内,达到冷却目的,使物料的温度保持在工艺要求的范围内。这种冷却方式是最有效的,结合搅拌装置可将介质中绝大部分热量移出釜外,实现热交换,缩短聚合周期,从而进一步提高聚合釜的生产能力。
本设计是在原有设备基础上进行改造的,而原设备是在役的压力容器,其使用、改造必须按照国家相应的法律、法规在压力容器制造厂进行。本设计的体外冷凝器作为独立的压力容器与原设备进行组装,对原设备不需进行任何更改,即可实现热交换的目的。
冷凝器的设计、制造、检验规范按GB151《管壳式换热器》、GB150《钢制压力容器》进行,并接受《固定式压力容器安全技术监察规程》的监督。
1.1 设计步骤
1.1.1 根据工艺要求计算冷凝器的热交换量Q、平均温度差△Tm及传热系数K。
1.1.2 确定传热面积A(考虑了10%的安全量)。按A=Q/(K·△Tm)进行计算。
1.1.3 确定换热管数量。根据换热管规格(管径d0、厚度δ)和有效长度L1计算出所需换热管的数量n:n=A/(πd0·L1)。
1.1.4 计算换热器的阻力△P。
式中:△P为流体阻力损失,Pa;N为流动方向上的管排数;g 为重力加速度,m/s2;P 为气体密度,kg/m3;F为摩擦系数;Gmax为最窄截面处的气体质量流速,kg/(m2·S)。
1.1.5 按规范进行管板、壳体、管箱筒体、封头、接管开口处补强等强度计算。
从整个设计计算过程看,换热器各参数之间是相互影响的,在计算一开始必须进行部分估算后才能进一步进行精确计算。必须用精确计算所得的各参数值对估算值进行验证,检验估算值是否与计算结果相接近或不相互矛盾,如果两者相差较大或出现矛盾,则必须用精算结果进行重复计算。
最终确定24m3EPVC聚合釜配套冷凝器的换热面积为180m2。
1.2 技术特性
24m3EPVC聚合釜配套冷凝器的技术特性见表1。
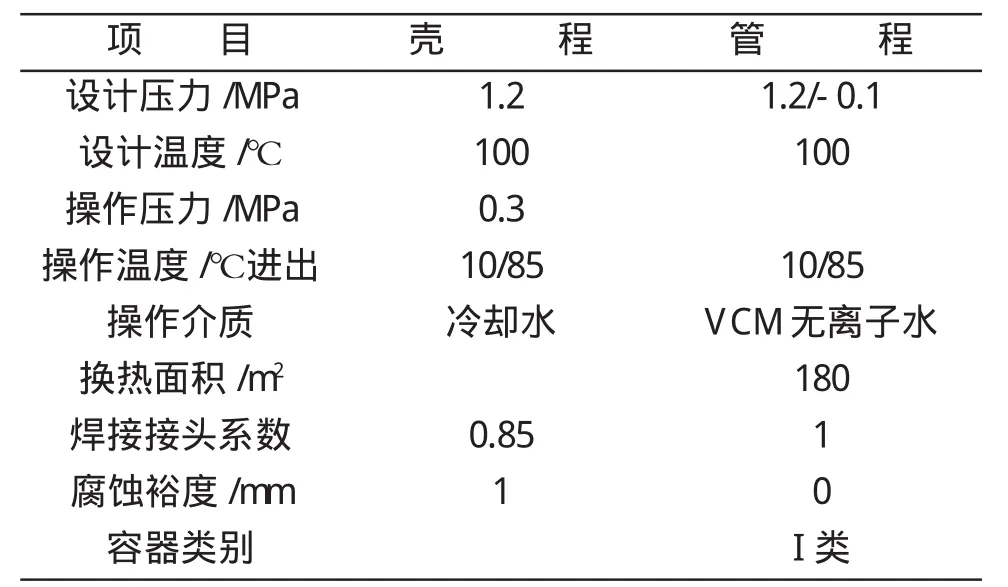
表1 24m3EPVC聚合釜配套冷凝器的技术特性
1.3 结构特点
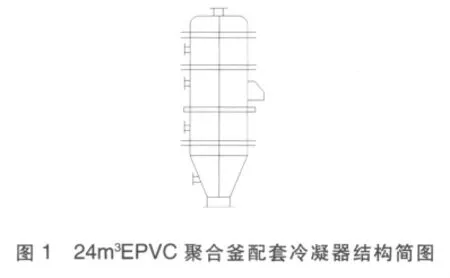
冷凝器壳程筒体直径为1400mm,壳体长为2000mm,主体壳程材料为16MnR,管程材料为00Cr19Ni10,换热管为00Cr19Ni10。上管箱由法兰连接一段筒体与封头组焊。下管箱与锥体相连,锥体小口与一套筒节及法兰组焊。冷凝器安装在聚合釜顶部,其本身也设置了耳式支承结构。
管板采用复合板加工结构,上管板与换热管采用平齐结构,以防止物料堆积。下管板与换热管有角焊缝。上下管板复层表面均需要抛光处理,换热管内壁及下管箱锥体内表面也需要抛光处理,表面粗糙度 R2≤0.1μm。
按工艺要求设置各种管口,冷凝器顶部设置了喷雾管口,管口配置喷嘴可对内部进行自动喷雾涂敷,另在下锥体处设置了手孔,供检查设备使用。
2 制造要点
2.1 换热管的抛光
φ32×2、L=2000mm的不锈钢换热管内壁抛光难度很大,我公司与国内某机械厂合作,采用电化学技术进行换热管的内壁抛光,并制定了一整套抛光工艺,抛光后换热管内壁纹理均匀、光洁度好,且抛光效率高,既达到了设计要求又节省了时间。
为了防止上管板积液,上管头应与管板上表面平齐,因此,将管子与上管板组对、焊接、胀接合格后,上管头应加工到与管板表面平齐,且要保证管子与管板表面垂直,要制定可靠的加工工艺。
2.2 管板加工
管板材料为16Mn锻件与不锈钢板00Cr19Ni10,复合板,B1级合格。管板采用四轴数控钻床钻孔,将上下管板同时钻孔,以保证两管板孔同心,且对设备的垂直有保障作用。管孔钻好后用专用切槽器及铰刀加工管孔的密封槽,在加工过程中要避免管孔产生纵向划痕。
应严格控制胀度,防止胀接产生变形,必要时可对换热管胀接处进行退火处理,以保证换热管端的硬度比管板低。
24m3EPVC聚合釜配套冷凝器的法兰密封面应相互平行,且与主轴线垂直,为此,上下法兰面要进行整体加工,组对设备支座的基础面应与设备主轴线垂直。
管箱法兰因焊接而发生变形是不可避免的,应采取合理的工艺措施解决焊后变形问题,然后再进行机加工。因此我们采用强度焊加贴胀。
2.3 折流板的加工
折流板的外圈用车床加工,应在叠合后的折流板钻孔后再进行外圈加工,折流板的毛坯应以整圆形经车床加工后,再进行去豁,这样才能保证折流板的外径偏差在要求范围内,而且可保证管孔的直径偏差在标准范围之内,穿管时亦容易进行,在必要时,可以设置孔径偏差小于标准规定值,以减少换热管的震动和磨损。
2.4 压力试验
24m3EPVC聚合釜配套冷凝器制造完成后,需进行强度试验和气密性试验,应按试验工艺进行试验。壳程部分单独进行水压试验,试验时严格控制水中氯离子含量不超过标准规定的范围。水压试验合格后进行1.2MPa的气密性试验。管程部分水压试验压力为1.5MPa,气密性试验压力为1.2MPa。
结论:24m3EPVC聚合釜配套冷凝器的国产化使总制购费降低30%,并因光洁度加大,减少了管内壁的自聚物的粘结生成,从而使工人劳动强度减轻,从每周清理一次到每月清理一次。从而达到了国产化设计的初衷,提质降耗,增产增收。
The localization design and manufacture of condensers for EPVC polymerizers
ZHANG Li-Hong
(Tianjin Botian Chemical Industry Co.,Ltd.,Han Gu Tianjin 300480,China)
The structure of overhead condenscres matching with 24m3EPVC polymerizers was in-troduced,and the main points for its localization design and manufacture were analyzed.
EPVC;polymerizer;condenser;localization
10.3969/j.issn.1008-1267.2012.05.022
TQ051.6+1
B
1008-1267(2012)05-0058-03
2012-03-31
张立红(1962~),女,工程师。
