高炉喷煤自动化控制系统研究与应用
2012-09-15王淑妍
王淑妍
(山东省莱芜钢铁集团有限公司自动化部,山东 莱芜 271104)
1 概述
江苏某钢厂高炉工程喷煤是2×1080m3高炉工程的一个子项目,为提高铁产量、节焦降耗而开发的一个项目。在传统的生产过程中,对高炉的喷吹的是粒状的煤,喷吹效果差,而且对煤质的要求比较高。在该工程中,实现了对煤粉的喷吹,大大节约了原料的成本,并且实现了各个系统的连锁控制,喷吹过程中罐压、喷吹量的PID调节,也大大节约了人力,实现了完全的自动控制。
1.1 烟气炉系统
系统为制粉系统提供干燥原煤和输送煤粉的干燥气,干燥气为热风炉废气与烟气炉烟气的混合气体,主要采用热风炉废气,不足热量由烟气炉烟气补充。为了保证磨煤系统所需的一次风量31000-53800Nm3/h,入口温度180-250℃的混合干燥气。热风炉废气与烟气炉烟气混合后,经一台高温风机吸送至磨煤机用以干燥原煤和输送煤粉。为了保证磨煤系统所需的一定温度、一定流量的一次混合干燥气,必须实现干燥气流量和温度的动态调节,使出口温度处于规定值内,并通过磨煤机出口温度变化情况进一步控制和调节磨煤机入口的热风炉废气调节阀的开度。
1.2 制粉系统
制粉系统主要包括给煤机系统、磨煤机系统、稀油站系统、布袋收尘器系统、主引风机系统、螺旋输送机系统。其中给煤机可以从上位机控制,也可以从设备带来的PC控制。
1.3 喷吹系统
喷吹系统主要是及时向高炉输送煤粉,每座高炉都设计有两个喷吹罐,细煤粉利用自重从煤粉仓落到喷吹罐中,并用氮气充压。当一个喷吹罐装满煤粉并充压到压力设定值后,即准备喷煤(作为待用罐);当另一个正在喷吹的喷吹罐(操作罐)一旦喷空时,待用罐就与煤粉输送管道接通,在一个短暂的过渡时间后,喷空的操作罐开始卸压,装煤粉和再充压的另一个循环。通过程序控制实现了自动倒罐的过程,补压自动控制,补气自动控制,自动喷吹控制,空压包氮压包自动压力控制,高温时自动充氮降温,故障时可实现安全联锁保护。
2 系统配置
该控制系统采用WINCC画面监控软件和STEP7编程软件对所有设备进行计算机监控和自动控制,主要实现了生产工艺设备的自动/手动启停及联锁保护、工艺数据的自动采集和处理、PID回路的自动调节、工艺画面动态显示、历史和实时趋势显示纪录、紧急停喷报警等功能。该系统由烟气炉、原煤储运、制粉、喷吹四部分组成,其中原煤储运、烟气炉、制粉有一套PLC系统,AB罐喷吹一套单独的PLC系统。该工程采用西门子系列可编程控制器,西门子系统是具有快速处理能力的专用计算机系统,是模块化、可扩展的体系结构,是用于工业和制造过程实时控制,具有体积小、内存大、处理速度快、组态灵活和便利用户支持的特点,在支持新技术的同时,提高了性能价格比。运用STEP7软件对PLC系统组态编程,STEP7即可以进行复杂的仪控,又可以进行常规的电气控制。
每个控制系统通过以太网进行数据传输和现场设备的控制。共设在同一个个控制室,两台上位机,各上位机之间通过交换机互联,其中由于原煤储运控制室距另外的控制室较远,为确保数据传输的准确性,两台交换机通过光纤介质互联,其他上位机及PLC之间通过双绞线互联。高压变频监控站通过MB+网控制变频器的频率。该网络结构有两种方式可以为将来与高炉联网做准备,一是交换机预留光纤口,通过光纤与高炉进行数据通讯;一是通过CPU上的MB+口进行数据通讯,为以后的高炉联网打下坚实的基础,实现数据的透明化,具有不肯比拟的优越性。
3 控制策略
3.1 安全性
由于煤粉是易燃易爆物品,因而在煤粉的生产、运输、喷吹的整个过程中,都要保证各环节的安全可靠性。主要是在全过程监测、控制煤粉的温度和粉尘中氧含量,在开、停机时进行消防充氮。
3.2 参数控制强调重点
从经济性和实用性出发,参数量控制只要抓住几个关键点即可。一是控制磨煤机的给煤量和入磨一次风量使风煤比协调,二是根据高炉生产要求控制喷吹率。
3.3 逻辑联锁简繁适度
若逻辑联锁比较复杂的话,实际运行中因电气接点的故障而影响系统自动运行的概率增大,尤其是因瞬间干扰而停机。因此要根据实际情况使逻辑联锁能简而不繁。
3.4 注意系统的易操作性和易维护性
制粉和喷吹的操作分别在各自的操作站上进行,操作画面丰富、易操作,对引起停机的故障进行跟踪记忆,在画面上显示,以便迅速排查处理。
4 控制调节
4.1 过程参数的调节
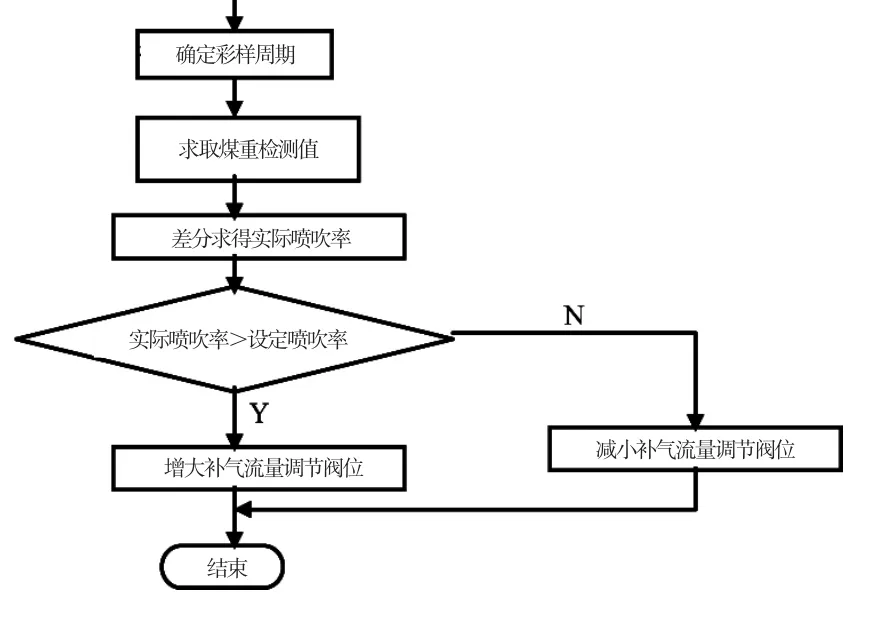
图1 自动程序框图
生产过程中重要的参数均能随时进行调节,通过PID回路控制,使之维持在设定值左右,所有的PID回路都可以进行PV跟踪,无扰动切换。所有进行监视和调节的参数,我们均可在工艺画面中显示出来,使操作人员易于观察和调节。调节回路有三种工作方式:自动,半自动,手动。自动:由PLC自动调节阀门开度。半自动:由操作人员直接在画面上调节阀门开度。手动:由操作人员用手操器操作阀门开度,画面上跟踪此阀门开度
4.2 喷吹罐罐压自动调节
为了保证喷吹量的稳定,须保持喷吹罐内压力的稳定。通过调节补压调节阀的开度可保持罐压在设定值。该调节可完全由PLC根据设定值,反馈值进行PID运算后输出调节值。
4.3 喷吹量自动控制
在一定的喷吹压力下稳定流化氮气量,压缩空气补气量的变化改变输煤阻力和固气比,此功能只需人工设定喷吹率设定值和罐压,喷吹率调节是通过调节补气调节阀来调节,补气调节阀根据采样数据,将设定喷吹率与实际喷吹率相比较,当设定值〉实际值时,将阀位开大,当设定值〈实际值时,将阀位开小。为了提高喷吹率,在工艺上采用了流化罐装置,这对于控制喷吹率是有帮助的。自动控制程序框图如图1。
4.4 自动倒罐
为保障高炉喷吹制粉的连续进行,每座高炉用两个喷吹罐,当一个罐喷吹制粉时,另一个罐做准备工作待用,两罐的工作转换自动进行。
5 生产后的效果
该系统已经进行了近一年的使用,降低了对原料的要求,从而降低了生产的成本。在生产过程中增加了自动控制的集成程度,实现了自动加压、卸压、喷吹和倒罐的控制,提高了该生产阶段产品的配比精度,达到了预期的效果。
[1]张晓东.《冶金自动化》[N],2002(01).