渐开线传动花键轴冷挤压成形
2012-09-12钱进浩苏州银涛精密锻造有限公司胡亚民重庆理工大学
文/钱进浩·苏州银涛精密锻造有限公司胡亚民·重庆理工大学
渐开线传动花键轴冷挤压成形
文/钱进浩·苏州银涛精密锻造有限公司胡亚民·重庆理工大学
冷挤压技术是一种高精度、高效率、节材节能的先进锻造工艺,较多应用于中小型锻件的批量化生产。如图1所示为某农用机械变速器的渐开线花键传动轴,其参数为:z=15,M=1,a=30°,参考标准为GB/T3478.1-1995。渐开线花键总长为58.2mm,其中渐开线花键的有效长度要求大于54mm。硬度要求在24~26HRC间,表面发黑处理。由于此渐开线花键齿形部分较长(大于半径3倍),采用机械加工工艺来成形齿形无法满足大批量生产的需要。因此,综合考虑后采用冷挤压的工艺来生产该产品。

图1渐开线传动花键轴
成形原理
渐开线齿形花键轴的冷挤压主要是采用减径挤压方法。减径挤压是一种变形程度较小的正挤压方法,其坯料的断面仅作轻度的缩减,且减径挤压力低于被挤压材料杆部的屈服力。此方法主要用于各种齿形零件及长轴类零件的成形。冷挤压渐开线花键时,挤压模具安装于挤压设备的工作台面上,工件坯料装在上、下模具型腔内。当挤压上模向下运动时,迫使工件坯料进入挤压凹模的齿形型腔内。随着挤压上模的不断向下运动,挤压凹模的齿形型腔和工件坯料接触,即在工件坯料外表面上压出同挤压凹模齿形相同的齿形来。
冷挤压工艺
⑴冷挤压件的制定。花键轴的齿形部分采用减径挤压的方式进行冷挤压加工,小孔和两端采用后续机械加工方法加工。
⑵确定齿形部分的挤压坯件直径。在冷挤压工艺中,齿形部分挤压坯件直径的确定是决定挤压工艺成功的关键因素之一。正确的挤压坯件直径一般在分度圆(或齿中径)附近,其计算公式见式(1):

式中dm——为挤压坯件直径,mm;
d——为零件的齿轮分度圆(或中径)直径,mm;
△d——为直径的变化量,是由挤压件的结构和材料性能来决定的。
用式(1)确定的挤压件直径只是理论值,最终的直径还需要在试验中确定。
⑶挤压坯件的准备:
①原始棒料的软化退火处理。由于该花键导轴的材料为中高强度的结构钢(45号钢),其供应状态下的棒料具有较高的强度和硬度,且内部组织不均匀。因此,在冷挤压之前必须对挤压坯件进行软化退火处理,以改善材料的切削加工性能,提高塑性变形性能,降低变形抗力,退火后硬度在140~170HBS间。

表1W 6Mo5Cr4V2材料的化学成分 (ω,%)
②挤压坯件的加工。在车床上对经过退火后的坯料进行加工。加工挤压坯件时,要求各台阶具有较好的同轴度,且表面质量较好。
③挤压坯件的表面润滑处理。在渐开线花键的冷挤压成形过程中,其变形区域集中在齿形附近,使该处的金属流动非常激烈,变形程度大。要获得表面质量良好的齿形挤压件,必须对车加工以后的挤压坯件进行表面润滑处理。该工艺采用以磷酸锌盐为主要原料的磷化液对挤压坯件进行表面处理,然后用熔融的硬脂酸肥皂作皂化液进行表面润滑处理。
模具结构设计
⑴冷挤压模具结构。该冷挤压模具结构简图如图2所示,其特点是上、下模具采用导向套进行导向,导向精度较高,模具结构简单,加工方便。上模采用坚固螺帽进行紧固,下模采用下模压板进行紧固,这样有利于上、下模具的“对中”,且更换模具较快。
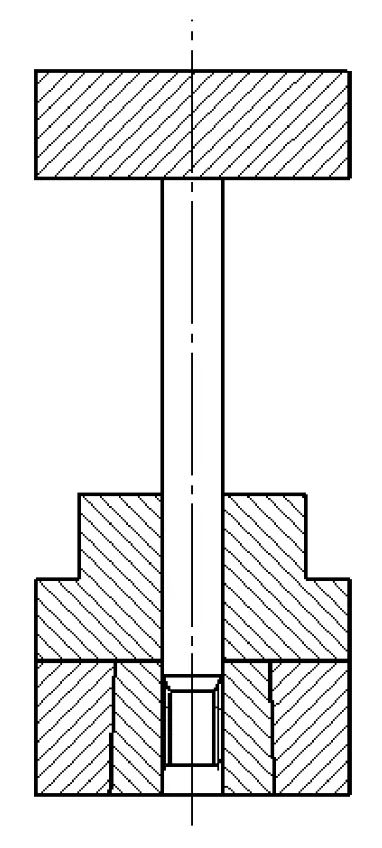
图2冷挤压模具结构示意简图
⑵渐开线花键挤压齿形模芯的设计。对模芯的设计主要包括选择合适的齿形参数和齿形直径,确定挤压过渡段、挤压段和顶出回程段的角度、长度和圆角大小。
模芯的齿形设计要求能够按规定的齿厚和齿高冷挤出符合要求的工件齿形来,所以模芯齿形的模数及齿数应与工件相同。考虑到挤压工件的热胀冷缩以及模具和挤压工件的弹性恢复等问题,模芯齿形的压力角和变位系数不能与花键轴的齿形压力角或变位系数相同。
一般情况下通过修正模芯齿形变位系数来保持压力角不变。其变位系数主要与齿轮的模数、压力角和挤压变形程度有关。
模具材料和热处理
为了满足挤压件大批量、高精度的要求,温锻选用了W 6Mo5Cr4V2来制造其凹模。W 6Mo5Cr4V2材料的化学成分大致见表1。
淬火工艺大致是:预热730~840℃,淬火温度为(盐浴炉1210~1230℃,箱式炉1210~1230℃),回火温度540~560℃,热处理后的硬度在60~62HRC间。冷挤异形孔凸模则采用新型冷锻模具材料LD(7Cr7Mo2V2Si)钢来制造,LD钢的淬火温度较稳,一般在1100~1180℃之间,回火温度在510~620℃间。但为了要充分发挥LD钢的高强度、高韧性优势,必须选择合理的热处理工艺。淬火和回火温度的选择与LD钢的硬度、晶粒度、残留奥氏体数量和力学性能等有关。我们经过多次对比试样和大批量生产中产品的寿命得出,汽车转向螺杆冷挤压用冲头(LD钢制造)的热处理工艺为:1125℃±5℃淬火,550℃±5℃回火,其综合性能较好,且模具使用寿命较高。
结束语
经实践检验,该花键轴成形工艺设计合理,工艺方案正确可行,所有尺寸均达到了图纸要求,经送交客户组装整车试验,得到好评。目前此产品已经开始大批量生产。需要注意的是在进行工艺试验时,应谨慎地将模具装配好,以保证产品的尺寸。
