不同性质的铜矿石分、混选试验与实践
2012-09-09杨应春
杨应春
(星焰公司牟定郝家河铜矿, 云南楚雄州 675000)
不同性质的铜矿石分、混选试验与实践
杨应春
(星焰公司牟定郝家河铜矿, 云南楚雄州 675000)
不同性质的矿石进入生产工艺流程以后,因品位、氧化率等矿石性质随着供矿的条件不同而改变,因而选别生产中所需的药剂、入选细度等工艺条件不同,增加了浮选操作的难度,选矿药剂难以合理添加,引起技术指标波动过大,影响了技术指标的提高。试验和生产实践表明,入选矿石性质差别较大时,不宜进行混选,应根据矿石性质分类浮选,以便有效提高回收率。
铜矿石;矿石性质;分选;混选;回收率
为了提高选矿生产技术指标,要求供矿性质相对均衡稳定,井下供矿一般进行了采配矿,可有效控制供矿性质的波动。但在实际生产过程中,矿石性质不可能完全按理论模式进入选矿厂,进入工艺流程的矿石会产生分段现象,引起原矿品位、氧化率变化,加之矿石入选需要一定的作业时间,会造成矿石性质差别过大的现象,因而选别所需的药剂、细度等工艺条件不同,增加了浮选操作的难度,选矿药剂难以合理添加,容易引起技术指标波动,影响了技术指标的提高。为提高选矿回收率,通过对不同类型的矿石进行混选、单选等小型试验,分析试验指标及生产指标,查找不同性质矿石混选指标与单选指标的差异,以确定最佳生产组织及技术控制方案,为提高选矿回收率奠定基础。
1 选矿试验与实际生产的技术指标对比
1.1 桂山矿试验条件及指标
原矿的铜物相分析结果见表1,该矿石属于氧化矿,原矿的氧化率、结合率较高,通过不同药剂条件试验,选择最佳工艺条件进行闭路试验,试验流程见图1,矿石的嵌布粒度细,入选细度要求高,硫化钠的用量大,但浮选指标不高,说明该矿石属于难选的氧化矿。选矿试验指标见表2。
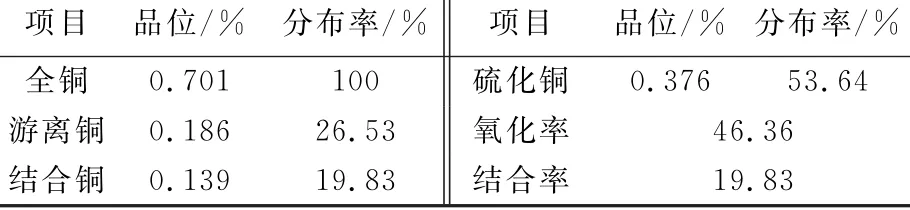
表1 铜物相分析
1.2 桂山矿单选生产技术指标
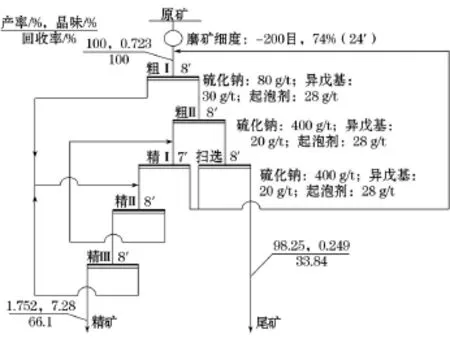
图1 选矿试验流程

表2 选矿试验指标
通过试验指标与生产指标(表3)的对比分析,原矿性质接近,生产条件基本与试验条件一致,试验为生产提供操作的依据,在实际的生产中,浮选时间与试验的浮选时间一致,浮选操作按试验工艺条件进行操作,生产工艺见图2。生产指标与试验指标接近,说明矿石单独浮选的指标达到了技术控制要求。
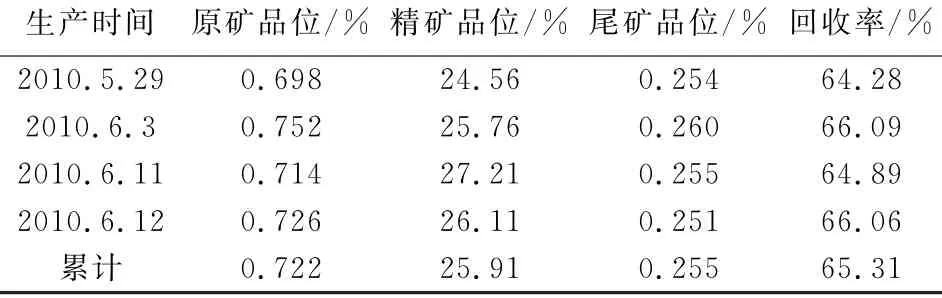
表3 选矿生产指标
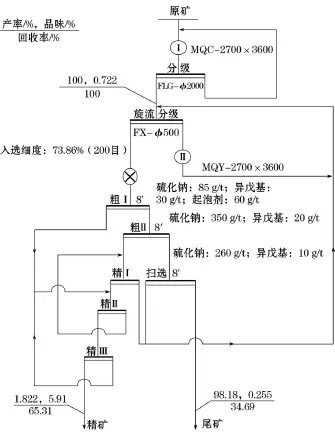
图2 郝家河铜矿选厂磨浮生产工艺流程
2 郝家河矿试验与生产指标对比
2.1 试验条件及指标
由表4可知,原矿的氧化率、结合率低,矿石性质好。试验流程参见图1,试验条件见表5。通过不同药剂条件试验,选择最佳工艺条件进行闭路试验,试验的技术指标良好(见表6),扣减生产与试验的差别后,生产技术指标可达到90.08%。

表4 原矿铜物相分析结果

表5 试验条件

表6 试验指标
2.2 郝家河矿单选生产指标
通过试验指标与生产指标的对比分析,原矿性质接近,生产条件与试验条件基本一致,仅矿石入选细度与试验条件略有不同,为-200目占74.21%,生产工艺流程参见图2。生产技术指标见表7。比较表6和表7可知,实际生产获得的技术指标与试验指标接近,说明矿石单独浮选的指标达到了技术控制的要求。

表7 生产技术指标
3 桂山矿与郝家河矿混选试验与生产指标对比
3.1 试验条件及指标
混合矿的供矿比例及矿石性质见表8。试验混合矿的铜物相分析结果见表9。混合矿原矿属于氧化矿,进行不同药剂条件试验,试验流程见图1。通过试验,选择最佳工艺条件进行闭路试验,试验条件见表10,试验结果见表11。扣减生产与试验的差别后,生产技术指标可达到80.64%。

表8 混合矿的矿石性质
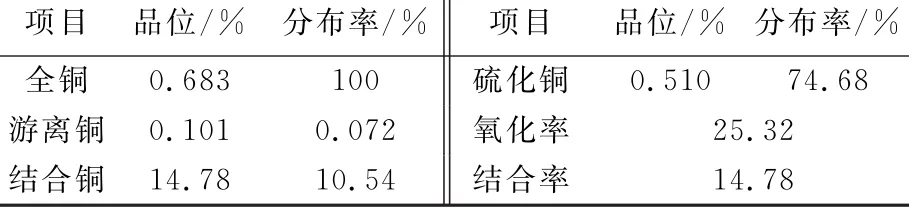
表9 混合矿铜物相分析结果
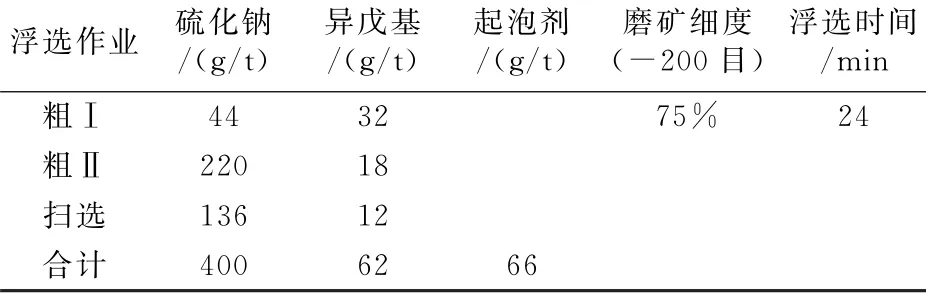
表10 试验条件

表11 试验指标
3.2 混选生产技术指标
混选的生产工艺流程见图2,其工艺条件见表12,生产技术指标见表13。
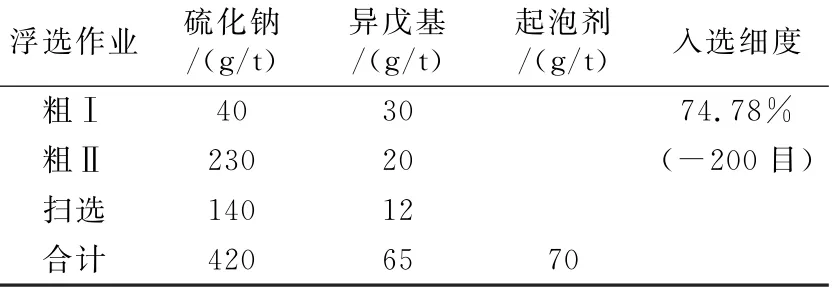
表12 生产工艺条件
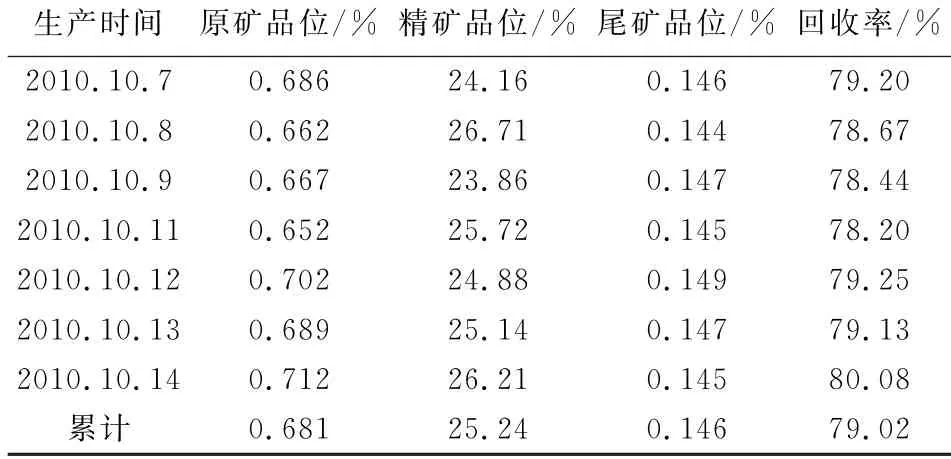
表13 生产技术指标
通过对试验指标及生产指标的分析可以发现,在实际生产过程中,同等的药剂条件、细度条件下,不同类型的矿石进行混选时,因氧化率、结合率、嵌布粒度、原矿品位等矿石性质差别大,入选操作条件差别大,矿石分段进入生产流程,加之矿石在浮选过程中,需要一定作业时间,容易引起矿石性质有较大的差别,现场难以实现合理控制,影响了回收率的提高,混选与单选的回收率相差1~1.6个百分点,说明不同性质的矿石进行混选时,指标差别较大,矿石性质差别较大时,不宜进行混选。实际生产中,在保证出厂精矿品位的前提下,为最大限度地提高回收率,降低生产成本,当矿石性质差别过大时,应分类选别,缩小试验与生产的指标差,结合生产实际,建议采取以下技术措施:
(1)合理配矿,供矿性质要求均衡,减少原矿品位、氧化率过大的波动,为浮选操作控制创造条件;
(2)原矿品位、氧化率等矿石性质差别较大时,对矿石进行详细的小型试验,为浮选操作提供合理的药剂条件;
(3)矿石性质差别过大时,不宜进行混选,应进行分类集中选别,减少矿石性质波动对回收率的影响;
(4)应根据试验的入选浓度、细度等工艺指标,确保浓度、细度达到技术要求,使有用矿物充分单体解离,为提高浮选指标打下基础;
(5)浮选操作者及时掌握入选的矿石性质,根据入选的品位、氧化率等性质,根据试验的工艺条件,合理添加药剂,合理控制浮选的刮量,在确保出厂精矿品位前提下,努力提高选矿回收率。
4 结 论
提高回收率是选矿厂的首要任务,在实际的选矿生产过程中,影响回收率提高的因素是多方面的(矿石性质、工艺流程、药剂条件、浮选操作),但不同类型的矿石,因品位、氧化率、药剂条件等差别较大,在混选过程中,容易出现矿石性质波动大的现象,影响回收率的提高。矿石性质差别较大时,不宜进行混选,应根据矿石性质及试验工艺条件,进行分类浮选。云南牟定郝家河铜矿选矿厂,结合井下供矿的生产实际,分别对井下采场的矿石进行采样并开展小型试验,不断为生产提供浮选操作的适宜工艺条件,对井下不同类型的矿石实施单选,获得了良好的效果,回收率提高1.5个百分点,每年多产铜金属13~14t,为企业创造了良好效益。
[1]王耀华.选矿厂设计[M].北京:冶金工业出版社,1981.
[2]杨顺梁,林任英.选矿知识问答[M].北京:冶金工业出版社, 1993.
[3]张 强.选矿概论[M].北京:冶金工业出版社,1984.
[4]龚明光.泡沫浮选[M].北京:冶金工业出版社,2007.
book=43,ebook=1
2012-02-07)
杨应春(1966-),男,云南蒙自县人,工程师,主要从事选矿厂的技术管理及选矿试验等工作。
