基于伺服控制器can总线的主从同步控制技术
2012-09-03徐明,毕鑫
徐 明,毕 鑫
沈阳辽通电气有限公司,辽宁沈阳 110000
1 概述
在目前的自动化生产线中,电气控制技术的发展越来越快。随着生产线自动化程度的不断提高,伺服控制器的应用也越来越广,其具有控制精度高,动态响应快,稳定性高等优点,可以实现高精度的位置,速度控制完成复杂的生产工艺要求。但是在产品设计中要控制较大转动惯量的机械负载还是比较困难的,以目前市场上所提供的伺服电机功率很难用单台电机来实现控制。
本文以我公司设计的旋转热飞锯产品为依据,采用LENZE 9300EK伺服控制器设计,介绍了基于伺服控制器can总线的主从同步控制技术,通过主从同步控制实现了两台伺服电机共同拖动同一负载,进而增大了伺服电机的功率,通过现场实际运行,该控制方式运行稳定,可靠,相信随着伺服技术的不断发展该技术可以广泛应用在现代化的自动化生产线中。
2 系统组成
由于本产品机械转动惯量较大,在设计中已经无法选择适合功率的伺服电机,因此我们选用两台55KW伺服电机,共同拖动同一负载来增大电机功率。伺服驱动器采用两台LENZE 9300EK,该控制器具有丰富的控制接口。本系统采用的是PROFIBUS-DP总线与上位机进行通讯,传递生产工艺参数,并且对设备的运行状态进行监控。两台伺服控制器之间采用CAN总线来进行主从同步控制。系统框图如图1所示。
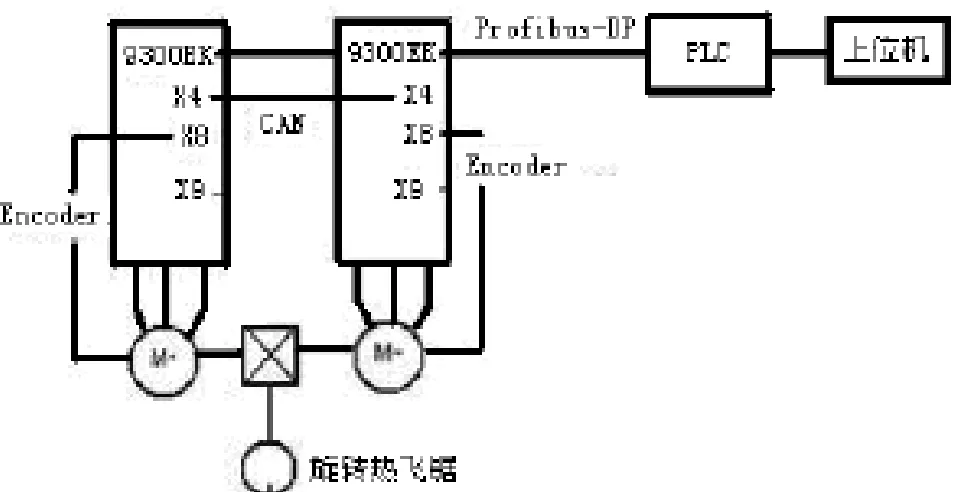
图1 系统框图
3 LENZE 9300EK伺服控制器简介
LENZE 9300EK伺服控制器属于电子凸轮型伺服驱动器,除了基本的伺服功能外其内部还内置了电子凸轮发生器,可同时自由编程8 条凸轮曲线。与传统机械式凸轮系统相比,更易于实现复杂轮廓的曲线修改和工艺的快速更新,并有效克服机械凸轮系统易磨损,改造周期长,成本高等缺点,广泛应用在生产工艺复杂,控制精度要求较高的生产线中。LENZE 9300EK伺服控制器还具有如下特点:
1)接口能力强,其具有数字输入/输出,模拟量输入/输出接口,CAN总线接口,旋转变压器和增量编码器测速反馈接口等等;
2)具有故障标号,运行中检查的故障功能,故障分类清楚,故障提示信息多,便于故障处理。主要保护有:过流、过压、过速、断电、反馈断线、堵转、电机过热、过载等等;
3)强大的电子凸轮功能,如凸轮曲线之间可在线切换,且没有时滞,内置寻零及纠偏等功能,内置延展/ 压缩及x/y方向的偏置等等;
4)可视的调试软件GDC,利用内置的曲线编辑工具可方便的编辑各种曲线,可在微机上调试编程诊断。而且本身具有软件保护设置,以保证软件的安全性。
4 主从同步控制设计
伺服控制器间的主从同步控制采用CAN总线设计,CAN总线是德国BOSCH公司从80年代初为解决现代汽车中众多的控制与测试仪器之间的数据交换而开发的一种串行数据通信协议,它是一种多主总线,通信介质可以是双绞线、同轴电缆或光导纤维。通信速率可达1MBPS。CAN总线属于工业现场总线的范畴与一般的通信总线相比,CAN总线的数据通信具有突出的可靠性、实时性和灵活性。由于其良好的性能及独特的设计,CAN总线越来越受到人们的重视。
本设计中两台伺服控制器的CAN总线的同步参数设置如表1。
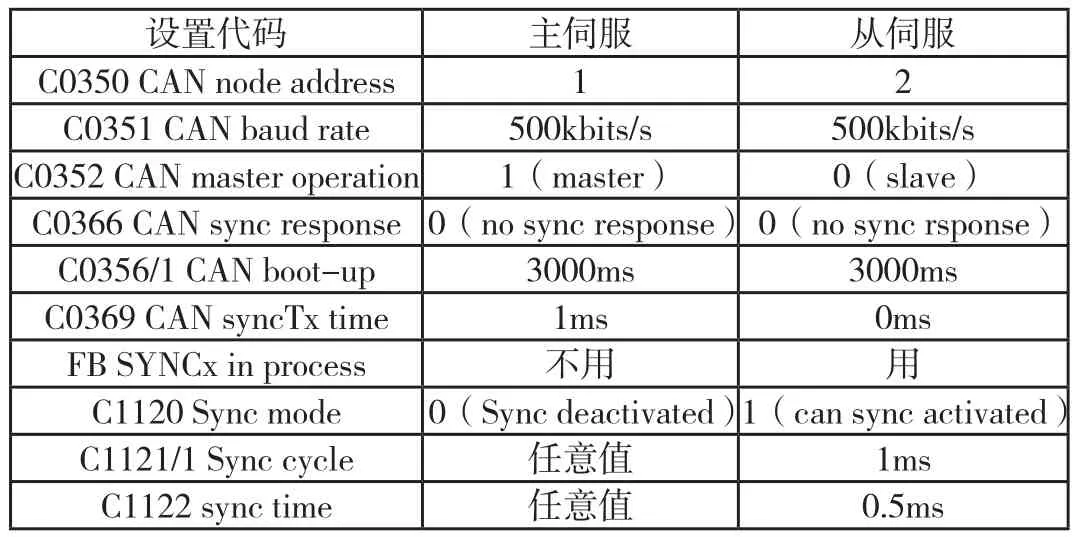
表1 CAN总线的同步参数设置

C0363 CAN sync correction 任意值 1(0.8μs)
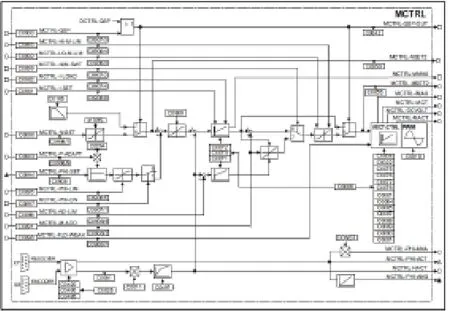
图2 MCTRL功能块图
伺服程序设计包括主机和从机的程序设计,下面主要对CAN总线的接口程序进行说明。因为主机需要实时向从机传递转速和转矩信号,所以将主机的CAN总线控制字CANOUT2.W3和CAN-OUT2.W2设置为从机的转速和转矩信号给定。从机采用的是转矩控制方式,将MCTRL-N/M-SWT参数设置为1时,从机选择转矩控制方式。MCTRL-N-SET作为速度限制上限端口与MCTRL-N2-LIM端口一起构成速度的上下限幅端口来使用。从机MCTRL-M-ADD是由主机的MCTRLM-SET2通过CAN-IN2.W2给出。从机的速度限制值是由主机MCTRL-N-SET2通过CAN-IN2.W3给到从机,然后取绝对值乘以一定的比例系数作为上下极限值给到MCTRL-N-SET和MCTRL-N2-LIM作为速度的上下限制,防止电机由于转矩的突然变化而造成电机失控的现象发生,本设计采用的限制的范围值为±110%。通过实际现场应用该程序可以很好的实现主从同步功能,满足生产工艺要求。MCTRL功能块如图2所示。
5 结论
目前采用主从同步控制技术的旋转热飞锯已经应用在实际的冶金生产线中,通过现场应用的情况来看,该产品运行稳定,可靠,客户反馈较好。可见随着伺服产品的逐渐推广,基于CAN总线的主从同步控制技术会越来越多的应用在大型的自动化生产线设备中。
[1]伦茨传动.Lenze伺服在无缝化钢管生产线上的应用[J].伺服控制,2009(10).
[2]LENZE.SHB9300CRV EN 2.0,2007.
[3]LENZE.EDSVS9332K-EXT EN 1.0,2007.
[4]LENZE.EDSCAN-1.0,2003.
