大型门式起重机开式齿轮传动系统振动原因分析
2012-08-29刘宝军
刘宝军
(上海振华重工(集团)股份有限公司,上海 200125)
随着造船市场迅猛发展,造船周期越来越短,对造船用大型门式起重机的使用要求越来越高,除了安全可靠外,还要求效率高,故障率低。但是在实际使用过程中,由于门式起重机起升机构中,开式齿轮传动系统的振动,而引发的停机事故频频发生,不但降低了生产效率,而且存在巨大的安全隐患。
1 案例状况
某造船用门式起重机有3 套主起升机构,其中上小车为1#和2#起升机构,额定吊载均为450 t,下小车为3#起升机构,额定吊载500 t。满载最大起升速度为3 m/min,空载最大起升速度为9 m/min。开式齿轮传动系统中大齿轮直径为2 330 mm,总质量约3 t,小齿轮直径为420 mm,总质量约0.3 t。大齿轮与卷筒用螺栓连接,小齿轮为齿轮轴,布置形式如图1所示。2008年5月,该门式起重机2#起升机构出现振动情况,噪音很大,被迫停机检修。

图1 开式齿轮布置形式
2 设备振动检测依据的标准
振动检测诊断依据的国际标准为“ISO 10816/3机械振动——在非旋转部件上测量和评定机器振动”,并根据设备的具体功率、转速等参数,确定设备检测的振动标准,见表1。

表1 设备振动状态分类
3 振动检测数据
检测点布置如图2 所示,各测量点均为轴承位置,分别测量水平方向和竖直方向的振动,测得的振动数据见表2。

图2 检测点位置

表2 设备振动数据
从表2 的数据可以看出,各个测量点的数据均超出规定值,设备的运行状态综合评价为D(不可接受)。
4 原因分析
根据现场的振动情况,对检测数据进行分析,引起振动的主要原因,有如下几个方面:
(1)开式齿轮啮合不良,是导致系统振动的直接原因。
首先,从现场情况看,大、小齿轮齿面均严重磨损,在啮合线附近形成大面积凹坑(见图3 和图4),齿廓曲线已非渐开线型,大、小齿轮的齿廓曲线不能形成共轭关系,导致啮合不良。
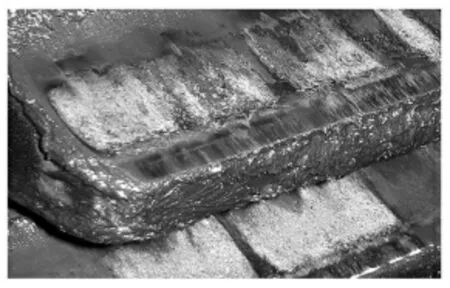
图3 大齿轮齿面磨损情况
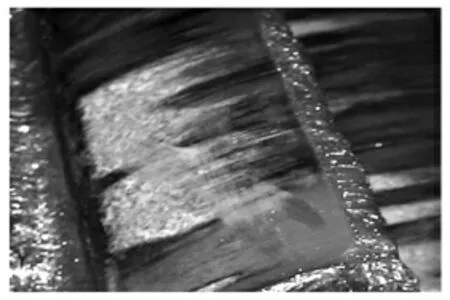
图4 小齿轮齿面磨损情况
其次,大、小齿轮的支承底座的刚度不足,起升系统吊载后,在大、小齿轮啮合点处形成一对作用力和反作用力(F大和F小,见图5),其水平方向分力FH大和FH小相互背离,在其作用下,支承底座产生变形,使大、小齿轮的中心距变大。
根据齿轮计算公式:
齿距p=π m,
标准中心距a=m(z1+z2)/2,
推导出p=2πa/(z1+z2)。
中心距增大,导致齿距增大,在齿厚不能增加的情况下(实际上由于磨损,齿厚是减小的),齿轮侧隙增大,远超规定侧隙,导致齿轮啮合不良。

图5 大小齿轮啮合面处受力示意图
(2)开式齿轮支承系统的固有频率,与开式齿轮的啮合频率接近,导致整个传动系统发生共振,将由于开式齿轮啮合不良而产生的振动,进行了放大。
(3)起升减速箱与开式齿轮传动系统中的小齿轮刚性连接,小齿轮的齿轮轴作为减速箱低速端的输出轴,减速箱的振动频率和开式齿轮的振动频率直接相互影响及相会传递,对开式齿轮传动系统的振动起到了诱发与放大的作用。
5 整改措施
(1)重新制作大、小齿轮,齿轮的加工精度由9级提高至7 级,并对大、小齿轮的齿面进行修缘、修形处理,提高啮合精度。
(2)对传动系统支承底座进行加强,增加其水平方向的刚度,保证在受载状态下,大、小齿轮的中心距变化在设计误差范围以内。
(3)采用开式齿轮专用润滑剂,改善开式齿轮啮合面的润滑条件,形成油膜保护,防止齿面产生啃蚀等破坏性磨损,保证开式齿轮良好的啮合状态。
通过采取以上措施,该起升机构中开式齿轮传动系统运行状况良好,达到了预期的效果。
6 结束语
经过对上述实例的分析与研究,为了保证大型门式起重机起升机构中开式齿轮传动系统的平稳运行,建议采取如下措施:
一是保证系统支承底座有足够的刚度,并使支承底座的固有频率避开开式齿轮的啮合频率;
二是相应提高开式齿轮的制造精度,对齿轮进行修缘、修形处理,保证齿轮啮合平稳;
三是优化起升系统的布置形式,开式齿轮和减速箱之间应采用联轴节连接,避免减速箱振动频率和开式齿轮啮合频率之间的相互影响;
四是提高开式齿轮的定位、安装精度,以保证齿轮啮合精度;
五是在设备使用过程中,应采用开式齿轮专用润滑剂,始终保证齿轮啮合面处于良好的润滑状态。
[1]单冬敏,王铁山. 起重机开式齿轮振动原因分折与预防措施[J].起重运输机械,2005,(10):53-55.
[2]夏 瑜.重型开式齿轮润滑应用浅谈[A].2009中国水泥技术年会暨第十一届全国水泥技术交流大会论文集[C]. 重庆:中国硅酸盐学会, 2009,234-243.
[3]吴秀娥,张 岩.修形重载低速开式齿轮的设计计算[J].机械传动,2004,(05):29-32.
[4]成大先. 机械设计手册(第五版)第3 卷[M]. 北京:化学工业出版社,2008.
