基于PLC的连接器自动装配机设计
2012-08-29徐玉贤金卫星
程 磊,徐玉贤,金卫星
(1.苏州工业职业技术学院 电子工程系,江苏 苏州 215104;2.苏州新亚电通有限公司,江苏 苏州 215132)
连接器是一种在电气终端之间,提供连接与分离功能的元件。无论是在航空航天、汽车工业等军工领域,还是在通信、PC 等消费类电子产品市场,连接器都有着非常广泛的应用。随着连接器工业的迅速发展,连接器企业之间的竞争,也越来越激烈。如何提高生产的自动化程度,已经成为连接器企业发展的关键。
本文将介绍一种连接器自动装配机的设计,该系统能自动完成产品的加工检测,大大提高劳动生产率。
1 生产工艺流程及设备组成
连接器至少由胶芯和PIN 针两部分组成。一般胶芯根据不同的需要,会有不同的外观尺寸,而PIN针起到传递信号的关键作用。为了使连接器在安装时方便固定,不易移位。连接器最外两根PIN 针会有一个折角(行业内称之打K)。图1 为连接器外观图。
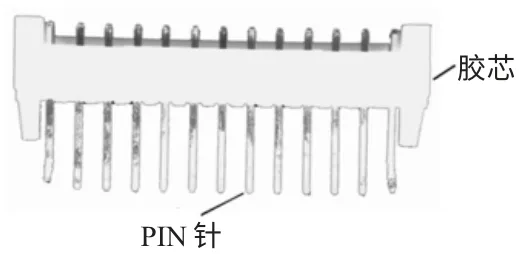
图1 连接器外观图
连接器的人工生产工艺流程是:PIN 针进料→胶芯放基座→PIN 针定位→PIN 针打K→检验。
首先,胶芯通过人工被放置在基座内,同时PIN针通过振动上料桶完成上料;然后工人手动控制压针机,完成PIN 针的定位、压入。接着由工人将基座内的连接器在打K 机上完成打K,最后通过品质控制人员(QC)完成对不良品的检测剔除。一个完整的生产流程正常需要4 名工人完成,包括装基座、压PIN 针、打K 和QC。
根据上述工艺流程,连接器自动装配机系统必须满足以下控制要求:
(1)自动装配机能通过参数设定,能够满足相同结构,不同规格的连接器装配。
(2)为了方便装配机检测调试,装配机应既能自动控制,又能手动操作。
(3)自动装配机还要能自动检出不良品。
(4)能够据需要对产能进行调节,能对完成的产品数量进行统计以及工作状态的实时显示。
2 控制系统组成及系统设置
根据上述的控制要求,本装配系统结构如图2所示。

图2 控制系统框图
系统的输入模块,主要由动作气缸的位置传感器、启动停止按钮和产品检测计数器等组成。通过气缸位置传感器,来确认系统的工作状态。输出模块主要由控制气缸动作的电磁阀组成。胶芯送料电磁阀控制两路气嘴。入位气缸将胶芯送入加工轨道。其余气缸也完成相对应的各种动作。蜂鸣器会在出现废品时发声报警。而整个工作实时监控和系统的运行设置,都需要通过触摸屏来完成。PLC 控制主机采用三菱的FX2N-32MR-001 型PLC,它的16个输入端和16个继电器输出端,完全能满足该系统的要求。
系统的具体控制过程如下。胶芯通过振动上料桶上料,然后会通过气嘴的吹气动作,完成胶芯的入槽。为了防止胶芯入位电磁阀的误动作,在胶芯入槽的位置设计了两个光纤传感器,只有当前后两个传感器都检测到胶芯后,入位电磁阀才会动作,将胶芯送入待加工轨道。
接下来通过胶芯移位电磁阀的控制,移位气缸将胶芯依次送往PIN 针压入、PIN 针打K 等工站。此外,废品检测,也是该系统的一项重要功能。我们通过对连接器PIN 针计数,来检出不合格的缺PIN 产品。该工站被设置在PIN 针压入和PIN 针打K 之间。PIN 针计数准确,是系统正常运行的关键,考虑到PIN 针移动速度较快,我们选用PLC 的高速计数器来计PIN 针的数目。同时,因为PIN 针间距大多为2.0 mm;那么,相邻PIN 针的距离大约只有1.5 mm。要精确检出间距小、移动速度快的PIN 针,我们选择了基恩士的光纤传感器。并在传感器镜头前增加一个凸镜,来聚焦发出的光线,增强系统计数精度。实际的效果也很好。当产品以500 mm/s 速度移动时,计数也非常准确稳定。
3 控制系统软件设计
3.1 PLC 程序设计
PLC 程序设计,主要是通过对光纤传感器检测信号、触摸屏控制信号和气缸输出状态信号的采集,完成系统的动作控制。系统的PLC 梯形图比较复杂,这里介绍系统程序的设计思路,程序的流程图如图3 所示。

图3 系统程序流程图
首先,系统运行前会进行模式识别。在手动模式下,触摸屏上将会设置不同的按钮,单独控制每个气缸,方便进行系统的维护和检测。如果是自动模式下,系统先会进行参数的设置,然后开始生产过程。因为胶芯比较轻,所以采用气嘴吹动的方式完成胶芯的送料。为了防止送料过程中的抖动,胶芯在移到加工轨道前,要适当延时,来确认胶芯的位置。
然后,按照流程图所描述的过程,进行PLC 程序的编写。实际设计中,我们还将压PIN 针和打K 的动作,使用同一组电磁阀控制。这样压PIN 针和打K 将同时对前后两组产品进行,大大提高了生产效率。
3.2 触摸屏设计
本系统采用威纶的MT6070iH 触摸屏。该屏使用400 MHz 主频的CPU 和177.80 mm(7")800×480 的触摸面板,能满足系统的控制和实时监控。触摸屏软件设计平台使用的是EB8000。
主要的设计内容包括:触摸屏画面框图,系统参数设置界面,手动操作界面,自动操作界面,操作说明界面。
系统参数设定,将设定产品的生产速度、产量以及正常情况的每组的PIN 针数。手动操作界面,需要设置每个气缸的动作按钮,方便日常维护。自动操作界面,是平时生产的操作界面,要显示即时的工作状态。当出现问题时,会提醒操作员检查相应问题所在。除外,还设计了操作说明界面,方便操作员掌握使用该系统。
4 结束语
本文设计的连接器自动装配机,配合先进的操作显示触摸屏,使该装配机具有操作简单、自动报警、时实监控等特点,具有较好的实际应用性。
目前该系统己应用到生产线中。使用装配机之前,装配需3 人作业,生产效率为2.7 K/h,装配工时为4 S/PCS。使用装配机后,每组生产7 PCS,产品尺寸等符合规范要求,制程不良为0.3 %,生产效率为5.5 K/h,装配工时为0.65 S/PCS。
实践证明,该设备运行稳定可靠,可以用于连接器的大批量生产。
[1]刘丽华.基于PLC 与触摸屏的玻璃清洗机控制系统设计[J].制造业自动化,2008,30(6):58-62.
[2]廖常初. 可编程控制器应用技术[M]. 重庆:重庆大学出版社,2002.
