复杂外形零件在数控车床中的加工方案探析
2012-08-29黄永娜
黄永娜
(广西石化高级技工学校,广西 南宁 530031)
随着科学技术的高速发展,机械制造产品使用领域的不断拓宽,对产品精度要求的不断提高,数控机床的使用就变得越来越普遍。虽然数控机床不能完全代替普通机床,但在对复杂零件的加工中,数控机床占有绝对的优势。主要表现在以下方面:
一是柔性程度高。对于产品形状的改变,不再需要另外制造大量的专用夹具与刀具等等,只需根据结构特征改变程序,即可完成零件的加工,加快产品的更新速度。
二是精度较高。可一次定位,完成多工序的加工,大大减少了因重复定位造成的误差。
三是提高生产率。因数控机床刚性较好,工序集中,在保证品质的同时,大大缩短加工时间,从而达到提高生产率的目的。
基于以上3 点,数控机床的使用,得以不断广泛与规范。
在复杂外形零件加工中,对零件的工艺要求相应的提高,要做到工序集中,多工序在一次装夹中完成,要求工艺编制人员要全面地考虑其加工工艺。相对于普通机床来说,在数控机床上加工零件时,对工艺的设计必须要考虑:多工序加工时,零件的刚性、精度要求是否能达到工艺要求。要达到这个目标,需了解零件所要达到的精度要求、工艺特点,还要掌握数控机床的程序编制技巧。
本文以数控车床加工一个复杂外形零件为例,分析并阐述其加工工艺,以及进行加工程序的编制。
1 数控车床加工
在数控车床上加工外形复杂的回转类零件时,对其加工工艺的分析、工艺路线制定以及加工程序的编制,必须重点考虑加工顺序、夹位和加工刀具的选择。
对于外部形状非常复杂,难以在普通机床上进行车削加工的回转类零件(如图1 所示),要能达到其技术要求,必须选用数控车床作为加工设备。
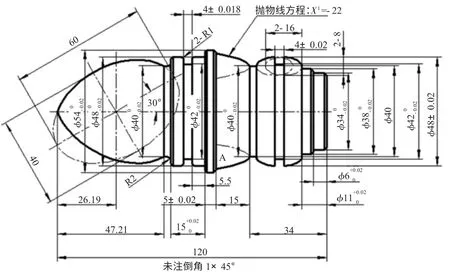
图1 复杂的回转类零件图
1.1 零件分析
图1 所示零件的形状非常复杂,包含了外圆、椭圆、抛物线与沟槽,其中还有一个与Z 轴有一定角度的椭圆。所有外圆的尺寸精度,要求都很高,公差在0.02 mm 内.两个台阶的长度有精度要求,长度方向最高尺寸精度要求为0.02 mm。
1.2 工艺分析
考虑到该零件要进行两头加工,并且两头的尺寸精度要求都一样高,所以必须选择方便精确的装夹定位,以Φ 54 mm 台阶外圆的右端面,作为加工分界面,分两道工序完成加工。先加工哪一端,就看装夹位的选择。此零件的右端的两个外圆的长度分别为5 mm 和6 mm,而其左端不可能用一夹一顶来完成,所以这一端不具有加工装夹位,而左端外圆Φ 48 mm 的总长为15 mm,可以作为装夹面,那么此零件的加工顺序,应该是先进行左端加工,再进行了右端的加工。
1.3 加工工艺路线
(1)用三爪自定心卡盘夹持毛坯面,粗、精加工工件左端轮廓(椭圆、外圆、倒角、沟槽)至要求的尺寸。
(2)调头装夹,以工件Φ 54 mm 左端面定位,用三爪自定心卡盘夹持Φ 48 mm 外圆粗、精加工右端轮廓(端面、外圆、椭圆、抛物线)至要求的尺寸。
1.4 加工程序的编制
(1)对于这样一个零件,程序编制的难度在于,其外部轮廓比较复杂,有2 处正椭圆,1 处抛物线和1 处与坐标轴成一定角度的椭圆。
(2)这个零件加工的难点,是右端的,2个小椭圆如果要用同一把车刀加工,那么对刀具角度的要求非常高,编程时还要考虑刀具的使用,应注意使用不同刀具时程序应如何编制。
(3)对于不同的系统,指令的运用不一样,那么程序的编制也不一样。下面以广州数控980TDB 系统的固定指令为例,进行加工程序编程。此系统有专用的椭圆(G6.3)和抛物线(G7.3)指令,所以编程时可直接运用,程序相对简单。
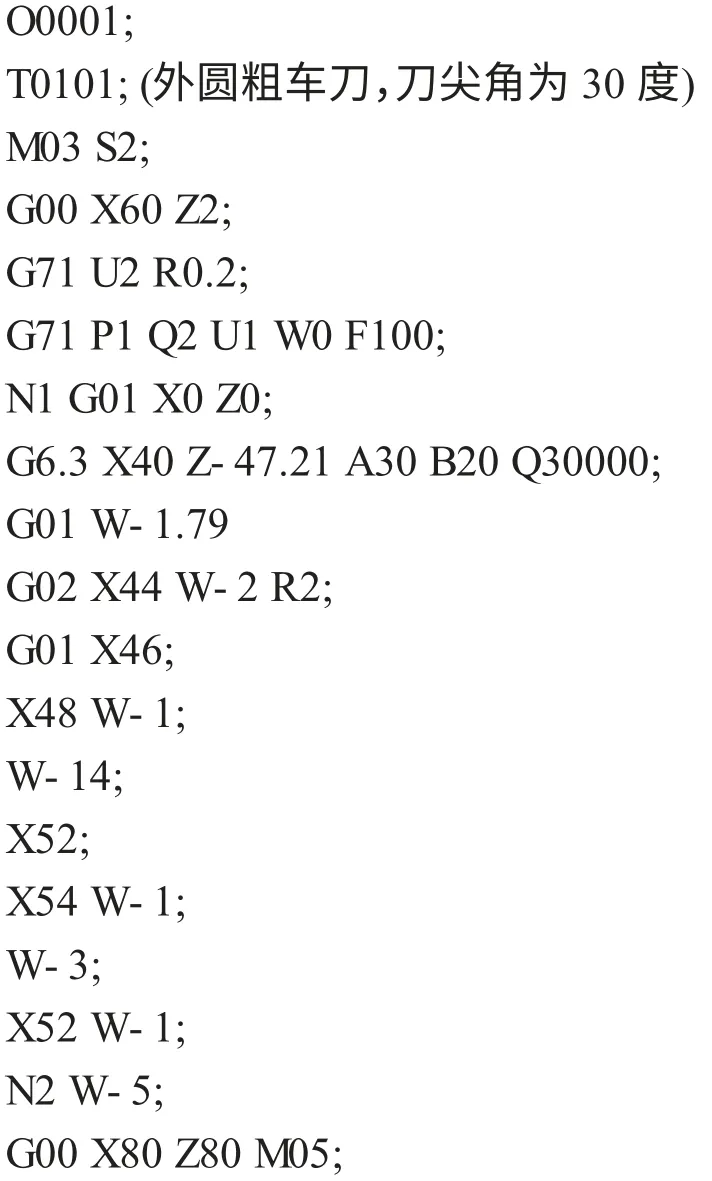
2 零件左端的加工
装夹毛坯,伸出长度为80 mm,工件坐标系设在工件左端的轴线上。
加工程序:

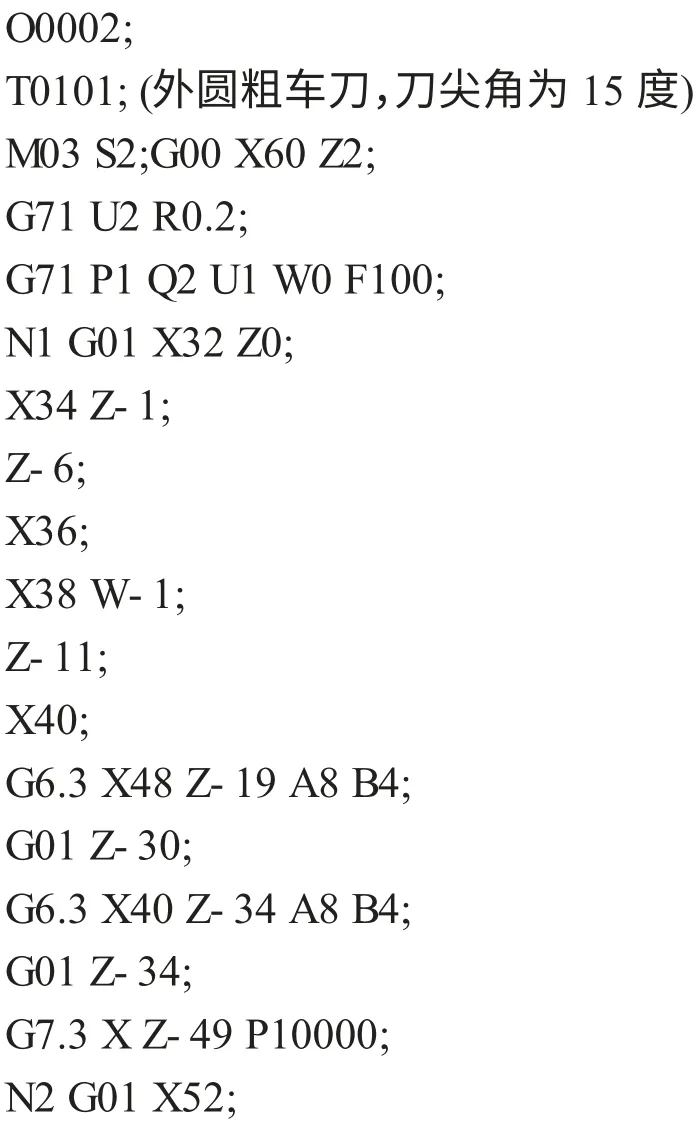
3 零件右端的加工
调头装夹Φ 48 mm 外圆,以Φ 54 mm 外圆左端面作为定位面,工件坐标系设在工件左端的轴线上,用抛物线公式算得点A 的X 值为50.96 mm。
加工程序:

4 结束语
对于外部形状比较复杂的零件,在加工前应该充分考虑其加工顺序与装夹定位,力求最大程度地保证零件的尺寸精度及表面品质;应使用不同的加工方法与加工指令,可用对比法选择最普通的刀具、最佳的加工方法,编写加工程序,达到刀具的加工路线最短、加工程序最短,体现出数控车床加工复杂零件的优越性,充分发挥数控车床的优势。
[1]崔兆华. 数控加工基础[M]. 北京:中国劳动劳动保障出版社,2011.
[2]周晓宏. 数控车床操作技能考核培训教程[M]. 北京:中国劳动劳动保障出版社,2009.
[3]任国兴.数控车床加工工艺与编程操作[M].北京:机械工业出版社,2010.
[4]朱明松.数控车床编程与操作项目教程[M].北京:机械工业出版社,2010.
[5]沈建峰,金玉峰.数控编程200 例[M]. 北京:中国电力出版社,2008.
[6]GSK980TDB 车床CNC 使用手册[K].广州:广州数控设备有限公司,2010.
