基于PLC与变频器的蓄热式加热炉炉压控制系统改造
2012-08-29唐国兰吴云忠
唐国兰,吴云忠
(1.广东松山职业技术学院,广东 韶关 512126;2.广东韶关钢铁集团公司能源中心,广东 韶关 512123)
某钢铁公司二轧厂3# 加热炉,是蓄热式加热炉,其炉压波动频繁,尤其在换向时,还会出现负压吸冷风;有时压力又过高,造成烧嘴回火。这严重影响了钢坯的加热速度及加热品质,应该厂的要求,我们对炉压控制系统进行了改造。
1 蓄热式加热炉工艺流程
蓄热式加热炉,是利用纯高炉煤气作为燃料,通过空气、煤气双预热方法,使被加热钢坯温度达到轧制要求,使得热值较低的高炉煤气,得到充分利用。其工作工艺流程如图1 所示。

图1 高效蓄热式加热炉工作原理图
在A 状态下,高炉煤气和来自鼓风机的助然空气经换向系统,分别进入左侧通道,而后由下向上通过蓄热室,预热到1 000 ℃以上。预热后的高炉煤气与空气,从左侧烧嘴喷入炉内,二者在炉内混合燃烧,达到1 300 ℃左右,并对钢坯加热,烟气进入右侧烧嘴、右蓄热室,在右蓄热室内进行热交换,将大部分热传给蓄热体,烟气温度降低,以低于180 ℃的温度,进入换向系统,经引风机排入大气。
间隔一定时间后,控制系统发出指令,换向机构动作,空气、煤气同时换向,将系统变为B 状态。此时高炉煤气和空气从右侧烧嘴喷出并混合燃烧,这时烟气经左侧烧嘴、左蓄热室,在引风机作用下,高温烟气通过蓄热体后低温排出,一个换向周期完成,此后反复循环[1,4]。
2 原炉压控制系统
炉压的常规控制方法,主要有定值控制系统与前馈反馈控制系统等[2]。这些控制方案通常是经典的PID 控制。某钢铁公司二轧厂3#加热炉目前的炉压控制方法如图2 所示。

图2 二轧厂3# 加热炉的监控画面
煤气侧、空气侧引风机为工频恒速,通过调节煤气侧、空气侧烟道阀门的开度来调节炉内压力。
其控制原理如图3 所示。控制方案为手动、自动。

图3 炉膛压力控制框图
但在自动模式下,换向时经常出现负压,炉压波动很厉害,如图4 所示。

图4 二轧厂3# 炉炉压波动曲线
所以,在一般情况下,都打到手动状态下,在操作室内工作人员根据经验设定阀门开度,这给生产带来不便,操作人员需时时盯住监控画面,并经常手动调整阀门开度。
通过生产现场调研还发现,通过阀门开度来调节炉压,由于加热炉惯性大,会经常出现滞后现象,即炉压偏低时,控制输出要求调小烟道阀门开度,但由于延迟作用的存在,炉压不会很快提高,控制器就会继续要求调小阀门开度,甚至调到最低开度;相反,炉压偏高时,阀门开度有可能调至最大开度,这样就会使炉压在一个较大范围内波动[1,2]。
引起炉压波动的原因很多,如:加热炉自身结构决定了其是间隙式排烟、脉冲式燃烧,容易产生炉压波动;高炉煤气压力波动及引风机的抽力,导致供热量与排烟量不协调,空燃比不稳定,炉压波动频繁等[4],因炉压的干扰量很多,单纯控制烟道阀门开度,难以达到控制要求。
当炉膛内压力为负压时,会从炉门及各种孔洞吸入大量冷风,降低了钢温和炉温,增加了燃料消耗;当为正压时,大量高温烟气逸出,冒火严重,甚至烧坏炉门钢结构。
为了保证钢坯的加热品质,减少烧损和节约燃料,必须保证炉膛压力为微正压(10~30 Pa),这就需要设计合理的炉压控制系统。
3 炉压控制系统改造方案
控制目标为煤气侧、空气侧烟道阀门开度、引风机变频调速。
离心引风机相关参数如下:
型号Y9-38 N014;
流量77 997 m3/h;
全压3 128 Pa;
转速987 r/min;
电机型号Y315M3-6;
功率132 kW。
根据风机参数,本控制系统利用三菱FX2N 系列PLC、A/D、D/A 模块,控制原理如图5 所示。
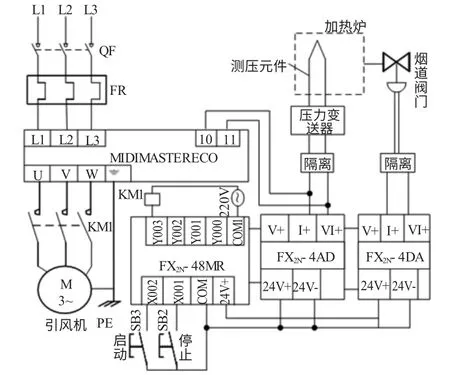
图5 控制原理图
选择西门子MIDIMASTERECO1-132K/3* 变频器[5],此变频器内部有PID 控制调节器,只需通过参数P006 设定压力值,从压力变送器反馈来的电流信号,送给FX2N-4AD,同时通过变频器的10、11 端子送给变频器,通过变频器内部PID 调节器调节后,输出一个加减速信号修改电机频率,改变电机转速,从而调节风机的风量;同时压力变送器通过FX2N-4AD 转换后,送给PLC,经PLC 内部PID 运算后,由FX2N-4DA 输出给阀门,从而调节阀门开度,保证了炉内压力的恒定。
对于滞后现象,主要是因为积分环节的影响,因为积分环节一方面可以减少和消除压力偏差,但会使系统的反应速度降低,也就是响应太慢,影响系统的时实性。
通过在线监视压力偏差e 及偏差变化率de/dt,使调节在压力状态发生变化时,就开始作用,而不完全依据设定值和过程值的偏差。具体策略是
e·de/dt<0,或
e=de/dt=0 时,积分作用分离;而
e·de/dt>0 或e 与de/dt有一个为0,而另一个不为0 时,积分作用启动[1~5]。
4 结束语
通过变频改造,改善了风机的调节性能,保证了炉膛压力为微正压,避免了瞬间吸冷风,减少了炉头、炉尾冒火,既节约了能源,又使钢坯加热的均匀性得到了改善,保护了炉体钢结构。
[1]卜祥伟,等. DCS 及PLC 系统在阿钢中轧加热炉中的应用[J].制造业自动化,2006,(1):61-64.
[2]毕嘉宾. PLC 在大型加热炉控制中的应用[J]. 油气储运,2006,56-58.
[3]韩立军. 加热炉引风机变频调速控制系统[J]. 控制工程,2002,(9):94-96.
[4]罗国民. 蓄热式高温空气燃烧技术[M]. 北京:冶金工业出版社,2011.
