SINAMICS S120在生产设备中的应用
2012-08-28米玉柱
米玉柱
倍耐力轮胎有限公司,山东兖州 272100
SINAMICS S120是集V/F控制,矢量控制,伺服控制为一体的驱动系统。具有模块化的设计。各模块之间(包括控制单元模块,整流/回馈模块,电机模块,传感器模块和电机编码器等)通过高速驱动接口DRIVE-CLIQ相互连接。SINAMICS S120的核心控制单元CU320(V2.2)最多能控制4个矢量轴或6个伺服轴。
SINAMICS S120在许多方面提高了设备性能,无论是连续运行的设备中还是在动态性能的周期运行的设备中。目前,主要应用如下:包装设备;塑料设备;纺织设备;印刷设备;造纸设备;装配流水线;机床;轧钢生产线;试验台。下面具体介绍一下SINAMICS S120项目的创建,调试及通讯等。
1 SINAMICS S120项目的创建
具体步骤如下:
1)打开SRATER 或SCOUT,建一个新项目;
2)设定PROFIBUS DP 接口;
3)插入驱动单元,对其连接的硬件(电源模块,电机模块,编码器,电机等)进行配置;
4)存储项目,在线连接,将项目下载到SINAMICS S120中;
5)用STARTER中的控制面板(Commissioning >control panel)控制电机的运转。
在Starter中配置完成S120后,项目列表中选项如下:
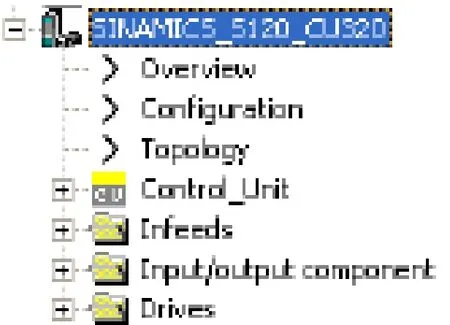
Overview:在Overview界面中,可以看到各单元、模块的信息。
Configuration:组态界面分为两个子页面:Profibus报文设置页面以及Firmware管理页面。
在Profibus报文界面我们可以为各个单元模块设置通讯报文,选择相应报文后,在输入/输出数据区里会显示通讯字长度。当然报文的选择还可以通过参数P0922进行修改。
Topology:通过拓扑页面我们可以对系统实际拓扑图与项目设定拓扑进行比较。如果两者不一致,系统会提示报警或故障。
Control unit:在控制单元模块中,包括控制单元的组态、控制字与状态字、数字量输入输出、通讯报文、诊断等功能。另外,还可以在控制单元中插入DCC表,实现各种逻辑控制。
Infeeds、input/output component 同上
Drives:对于带扩展性能卡的CU320,最多可以带4个矢量轴或者6个伺服轴或者8个V/F轴。对于最新推出的CU320-2,可以带6个伺服轴,6个矢量轴,12个V/F轴。每个轴都可以单独控制与运行。
在硬件组态完成后,需要对轴进一步进行调试及优化,当然如果对驱动的功能及参数比较熟悉的情况下,可以通过直接修改参数的方式来进行调试及优化。
2 通过DP总线实现S7-300与SINAMICS S120之间的通讯
1)S7-300与SINAMICS S120 之间的DP通讯借助于系统功能块SFC14/SFC15和SFC58 / SFC59进行周期性及非周期性数据通讯:周期性数据交换:即数据的实时交换,如:控制字和设定值;状态字和实际值;非周期性数据交换:即读写参数。通常是在需要改变参数值时,才进操作。
2)读写DP通讯步骤
DP 地址设定: 硬件组态中设定的地址必须和S120的DP地址保持一致。
DP 报文设置:报文是指通讯过程中,S7-300与SINAMICS S120交换的数据字的数量及各字的含义。根据不同的应用来选择相应的报文。比如简单的速度控制报文,控制字仅包括一个字的控制字与一个字的速度给定,结构如下:

当然,如果对于不同的产品,其相应的第一个控制字STW1的内容也不相同,比如在S120中,当P2038等于0时,STW1的内容符合SINAMICS系列标准。
3 用DP总线对电机起、停及速度控制
S7-300PLC通过PROFIBUS周期性通讯方式将控制字1(CTW1)和主设定值(NSETP_B)发送至驱动器。
1)控制字中Bit0做电机的起、停控制;
2)主设定值为速度设定值,频率设定值和实际值要经过标准化,使得4000(十六进制)对应于50Hz,发送的最高频率(最大值)为7FFF。可以在P2000中修改标准化频率,即参考频率(缺省值为50Hz);
3)当组态的报文结构 PZD=2或自由报文999时,频率设定值为一个字,在S7-300 中可用“MOVE” 指令进行数据传送;当组态的报文结构 PZD〉2,频率设定值为两个字时, 在S7-300 中对PZD(过程数据)读写参数时需调用SFC14和SFC15系统功能块;
4)SFC14(“DPRD_DAT”)用于读Profibus 从站的数据;
5)SFC15(“DPWR_DAT”)用于将数据写入 Profibus 从站。
例子:SERVO_02 ”控制字、主设定值的发送及状态字、实际频率的读取程序
(1)控制驱动器运行: 通过先发送典型控制字047E然后发送047F(Bit 0的信号边沿:ON)来启动驱动器,该数据控制字在DB10.DBW8中指定,主设定值在DB10.DBD10中设定,运行信号为M1.0。这些值均通过变量表VAT_2设定及监控;
(2)停止驱动器: 应发送典型控制字047E至驱动器(Bit 0的信号边沿:OFF);
(3)读取驱动器状态字及频率实际值: PLC接收状态字1(STW1),存放在DB10.DBW0中;接收驱动器传来的频率实际值(NACT_B),存放在DB10.DBD2中。
4 驱动器参数的读取及写入
S7-300PLC通过PROFIBUS非周期性通讯方式读取驱动器参数,PLC读取驱动器参数时必须使用两个功能块SFC58 /SFC59 ,举例如下:
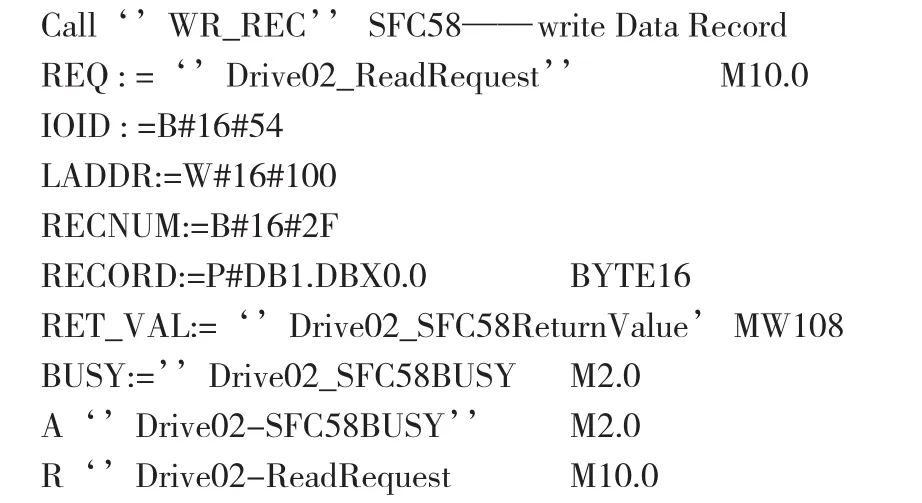
1)使用标志位M10.0及功能SFC58块将写请求(数据集RECORD DB1)发送至驱动器,将M10.0设定为数值1启动写请求,当写请求完成后必须将该请求置0,结束该请求。MW108(RET_VAL)显示错误代码,用于表示功能处理时发生的错误。程序如下:
2)使用标志位M10.1及功能SFC59块将读请求发送至驱动器,驱动器返回参数值响应(响应块DB2)。将M10.1设定为数值1启动读请求,当读请求完成后必须将该请求置0,结束该请求。MW110 (RET_VAL) 显示包括错误代码。程序如下:
当今企业对生产设备的要求是设备成本越来越低,但同时能够提供越来越高的生产效率。SINAMICS S120 驱动理念恰恰能满足这两方面的要求。友好的用户操作界面大大节约了设计与调试的时间;高效的动力性能和准确性使机器可以在更高的转速下运行,从而提高生产力。不仅如此,它的维修处理简单,从而提高了使用性,降低了设备生命周期内的成本。因此,使用SINAMICS S120将会使设备生产商和使用商的竞争力都会增加。
[1] SINAMICS S120 Equipment Manual AC Driver.Siemens AG Industry Sector.
[2]崔坚.西门子工业网络通信指南[M].北京:机械工业出版社.
[3]方承远.工厂电气控制技术[M].北京:机械工业出版社.
