IFV气化器的胀接工艺及控制
2012-08-19中海浙江宁波液化天然气有限公司宁波315010
裘 栋 中海浙江宁波液化天然气有限公司 宁波 315010
LNG (Liquefied Natural Gas)接收站是接收海上LNG 运输的终端站场,在站内将LNG 接收、储存、气化、外输至下游用户,而气化器是LNG 接收站中最关键的设备之一。
目前,世界上LNG 接收站常用的气化器有三种:开架式气化器(称称ORV)、浸没燃烧式气化器(简称SCV)和中间介质管壳式气化器(简称IFV)。由于前两者存在着对海水清洁度要求高或运行成本较高等不利因素,对于东海、黄海周边含沙量较大海域的接收站来说,由耐海水冲蚀能力超强的钛管制造而成的中间介质管壳式气化器是最为理想的选项。
1 IFV 气化器
1.1 构成
IFV 气化器由中间介质丙烷气化器 (E - 1段)、LNG 气化器(E -2 段)和NG 调温加热器(E-3 段)三段管壳式换热器组成。见图1。
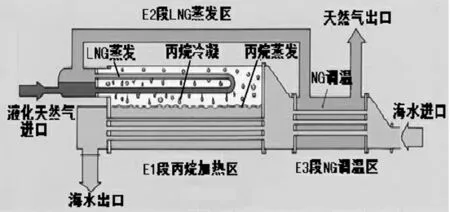
图1 IFV 气化器构成
LNG 气化器E-2 的管束被插入到中间介质丙烷气化器E -1 段圆筒型的上部,而E -1 段的下部分布着钛管流通海水。E -1 段封闭的壳内充入丙烷液体,高度以浸没E-1 段的钛管为宜。E -1段通过锥形的管箱和E-3 段相连接。
1.2 IFV 的工作原理
海水由E -3 段进入经锥形管箱流入E -1 段的管程,壳程内的丙烷(沸点是-42℃)被海水气化为约-8.3℃的丙烷蒸气上升至E -2 段的壳程。而通入E-2 段管束内的LNG 与壳程丙烷蒸气进行热交换,LNG 受热气化为约-28℃的NG 气体经E-2 段和E-3 段连通的管线进入E -3 段调温器,与此同时,管束外的丙烷蒸气被冷凝液化回落至E-1 段壳程下部。进E-3 段壳程的NG 被管程内流入的海水继续加热至1℃的天然气用于外输。
工作中丙烷在E1 段壳体中进行气-液态的闭式循环,运行过程中无需添加。用丙烷作为中间介质利用其低沸点的特点,避免直接换热时由于海水结冰对传热效果的影响。
2 换热管的胀接技术
在固定管板管壳式换热器中换热管和管板是换热器管程和壳程之间的唯一屏障,换热管与管板之间的连接结构和连接质量决定换热器的质量优劣和使用寿命,是换热器制造过程中至关重要的环节[1]。它不但工时耗费量大,更重要的是接头处往往在十分苛刻的工况下工作,在生产运行中,管子和管板的连接处是换热器最容易破坏和失效的部位,如换热器的管子和管板连接质量不好,则直接影响工艺操作的正常进行,甚至导致全线停车。所以必须高度重视对管壳式换热器中换热管和管板的连接。
2.1 连接方法
管子和管板的连接方法可分为胀接、焊接和胀焊结合三种。
(1)胀接是一种传统换热管与管板的连接方法,利用胀管器械使管板与管子产生塑性变形而紧密贴合,形成牢固连接。强度胀接时在管板开槽,胀接时管外表部分材料塑性变形,嵌入到管板孔内的凹槽内,达到即密封又能抗拉脱的目的。胀接刚性好,更换管子方便,适用于设计压力低于2.5MPa,最高不超过4 MPa 的场合。
(2)焊接是最常见的一种连接方法,对管板加工要求较低,制造工艺简单,有较好的密封性,焊接、检查、维修都很方便。
(3)在密封性能要求较高的场合、承受振动或疲劳载荷的场合、有间隙腐蚀和采用复合管板的场合中,单纯采用胀接或焊接均难以保证连接强度和密封性,胀焊结合是目前广泛采用的方法。神户制钢在IFV 气化器制造中使用了胀焊结合的连接方式。
2.2 胀焊并用的顺序
胀接与焊接并用又可分先胀后焊的工艺和先焊后胀的工艺。管壳式换热器(GB151 -1999)及有关标准中仅提出胀焊并用的连接方法,而对于是先焊后胀,还是先胀后焊,并未明确规定。各制造厂商一般根据各自的制造工艺选择合适的顺序。
采用先胀后焊的工艺,可以通过胀接对管子进行定位,避免在直接焊接时,由于管子的偏斜间隙而影响焊接质量;而采用先焊后胀的工艺,可以防止焊接过程的热量使已胀接的接头受热松动。神户制钢在IFV 气化器换热管制造中采用的是后一种工艺方法。
2.3 胀接方法
常见的胀接方法有柔性胀接和机械胀接两类。
柔性胀接有精度较高,并能保证胀接紧密程度均匀一致的特点,连接可靠性比机械胀更好,见图2。

图2 柔性胀接
机械胀接能承受一定的轴向力、热冲击和反复热循环,而且操作简单、使用灵活,在制造和维修中应用较为普遍。它使用滚柱胀管器(构件上嵌入3 ~5 粒小直径的胀珠,中间有一根锥形胀杆),插入管板孔中的管子端部,旋转胀杆、并向管孔推进,胀珠在锥形胀杆挤压下径向扩大,这样通过胀珠沿胀杆周向旋转,使管子直径增大并产生塑性变形,而管板只达到弹性变形。当取出胀管器后,管板弹性恢复,使管子和管板间产生一定的挤压力而贴合在一起,从而达到紧固和密封的目的。见图3。
但机械胀管也有缺点:如管子的胀度不一、连接强度和紧密度不均、胀管接口内表面产生硬化,给重复补胀带来困难等等。因而选择机械胀接应控制胀管率以保证胀紧度。
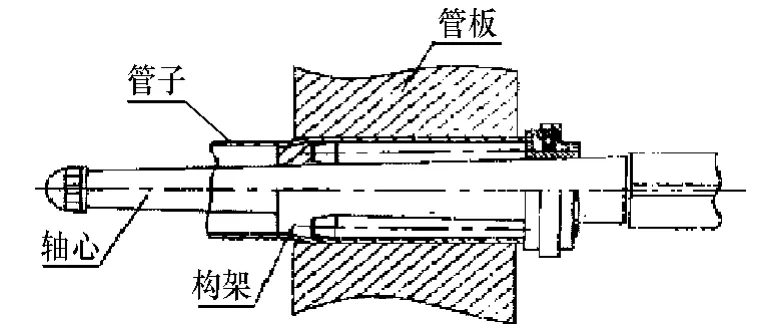
图3 机械胀接
2.4 胀管率的控制和检验
2.4.1 胀管率控制
IFV 气化器主要介质是液化天然气/天然气/丙烷等易燃易爆液体或气体,且温度很低。若运行中发生个别胀口泄漏,发生窜料是极其危险的,所以保证胀接质量尤为重要。
为了保证胀接质量,胀接时应首先注意选择适当的胀管率。胀管率是胀接工艺中主要控制参数之一,通常用胀紧程度与管板孔原有直径、换热管内径或壁厚的百分比表示。在制造过程中,胀管率过小(欠胀),不能保证必要的连接强度和密封性;胀管率过大(过胀),会使管壁减薄太大,加工硬化严重,甚至发生裂纹。
胀管率计算公式归纳起来可分为两种:一种是计算胀管前后管子直径增大率,另一种是计算胀管前后管子壁厚的减薄率。国内现行以内径测量法计算胀管率的公式有:
(1) 《蒸汽锅炉安全技术监察规程》第126条,当采用内径控制法时,胀管率一般应控制在1% ~2.1%范围内。胀管率可按下面公式计算:

式中,Hn为胀管率,%;d1为胀完后的管子实测内径,mm;t 为未胀时的管子实测壁厚,mm;d为未胀时的管孔实测直径,mm。
(2) 《工业锅炉安装工程施工及验收规范》(GB 50273 -98)中规定,当采用内径控制法时,胀管率应控制在1.3% ~2.1%范围内,计算公式:

式中,Hn为内径控制法的胀管率;d1为胀完后的管子实测内径,mm;d2为未胀时的管子实测内径,mm;d3为未胀时的管孔实测直径,mm;δ 为未胀时管孔与管子实测外径之差,mm。
无论采用哪种计算方法得到的胀管率实际都是对换热管壁厚减薄量的控制。神户制钢使用的是壁厚减小率公式,根据其自身经验,K 值范围4% ~9%,控制目标为5% ~6%:

式中,K 为胀管率(或壁厚减小率),%;d1为胀前换热管内径,mm;d2为胀后换热管内径,mm;H 为胀前管板孔直径,mm;d0为胀前换热管外径,mm。
2.4.2 胀管率检查
以IFV 中E-1 段胀管率的控制为例,E-1 段共3000 根换热管,按5%的抽检率,确定需检查的151 根管子,见图4。
确定了待检的管子,在胀管前后,用内径千分尺按顺序对钛管的直径、壁厚和管板孔径等数据进行测量和记录,按上面公式计算得出K 值,见表1 (表中仅列1 ~31 号管子的记录数据)。
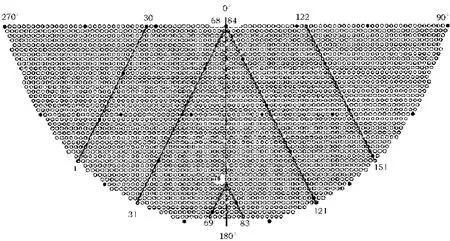
图4 E-1 段需检查的换热管的编号图

表1 胀管率记录表(部分数据)
根据实际测量记录的数据,计算得出的K 值都在4% ~9%之内。抽样检查的胀管率均符合设计要求。
3 影响胀接质量的因素
影响胀接质量的主要因素有管子与管板的材料硬度差、尺寸及尺寸精度、形位精度、径向间隙、表面清洁度、管子与管板的硬度差、管孔的开槽。
在IFV 气化器制造中,必须做好制造过程各道工序的质量控制,以保证达到要求胀管率。
(1)严格控制所采购换热管的尺寸。如E -1段管子外径必须控制正偏差,管子的椭圆度不超过±0.2mm,管口端面应平直,端面倾斜度不大于管子外径的2%,管子全长偏差不大于±5mm,管子弯曲度不大于±5mm。
(2)严格控制管板孔和换热管的配合精度。如E -1 段管板孔控制在19.3 ±0.05mm,机加工后管板孔需铰制加工,使粗糙度达到7 级。焊接时,管子中心线必须保证和管板孔中心线相重合,若间隙较大,过大的胀接变形将对焊接接头产生损伤甚至脱焊。
(3)管板材料的硬度要高于换热管材料的硬度。由于E-1、E-3 段换热管为钛管,其硬度比碳钢复合钢板高,胀前需对钛管采用退火以降低其硬度。
(4)在胀接完成后必须进行耐压试验,检查胀口的严密性。
4 结语
随着沿海地区LNG 接收站的快速发展,IFV气化器国产化势在必行。采用适当的胀接工艺,建立模型通过试胀来确定胀接工艺参数,保证胀管合格率,是确保胀管质量的关键。
1 于 彬,杨洪兰. 管壳式换热器中换热管与管板连接的工艺研究[J]. 金属加工,2010 (6).
2 GB 151 -1999,管壳式气化器[S].
3 蒸汽锅炉安全技术监察规程[S]. 劳部发(1996)276 号.
4 GB 50273 -98,工业锅炉安装工程施工及验收规范[S].
