钢轨在线铣磨维护技术分析与研究
2012-07-30蔡昌胜方健康张文丽
蔡昌胜,方健康,张文丽
(昆明中铁大型养路机械集团公司,云南昆明 650215)
目前,国内主要的钢轨在线维护方式有钢轨打磨和钢轨铣磨两种。钢轨打磨车有作业效率高、打磨灵活的特点,在预防性轨形修整、处理病害较轻的钢轨、线路内侧轨形修整、特殊钢轨轮廓打磨方面具有优势;钢轨铣磨机在钢轨维护性轮廓修复、处理病害较重的钢轨方面具有优势,作业效率较高,作业过程环保,火花飞溅少,利于防护。钢轨打磨车和钢轨铣磨机在铁路维护方面各有优势,具有很强的互补性,未来的铁路养护应该是结合钢轨实际情况,选择合理的维护方式,达到最佳的维护效果,目前,国内有一台林辛格公司的SF03-FFS钢轨铣磨机在上海铁路局使用。
作为一种新型的钢轨在线维护方法,钢轨在线铣磨维护有以下关键技术:铣磨单元Z向定位及伺服控制技术、铣磨单元的Y向定位及伺服控制技术、整机低速稳定控制技术、转向架调平控制技术等。其中,铣、磨单元动态定位控制原理基本一致,主要在实现钢轨铣削加工的硬件组态、组网、Z向伺服控制方面有所不同,从首台钢轨铣磨车的应用情况看,其铣磨单元伺服控制均采用NCU数控单元,控制配置复杂,成本较高。
因此,本文重点对磨单元控制原理分析,并提出优化的钢轨在线铣磨控制网络集成图,达到优化硬件配置,降低系统集成度,提高整机控制性能的作用,并对后续钢轨在线铣磨维护技术的方向及重点进行展望,对未来钢轨在线铣磨维护技术的研究有重要的指导意义。
1 钢轨在线铣磨技术打磨单元的控制逻辑
磨单元的作用是对钢轨铣磨机铣过的钢轨表面进行在线打磨,圆周径向打磨技术可以提高钢轨表面粗糙度,达到提高钢轨纵向平顺性和横断面轮廓质量、降低运行噪音、提高路网运行安全和运营效率的目的。结合国内首台铣磨机的应用,钢轨铣磨技术作为一种新型的钢轨在线维护技术,其打磨的优化控制逻辑应该为:
①启动车辆控制系统,确定整车压力、外围连锁开关、转向架调整等信号满作业条件;②启动磨单元控制系统,磨单元到预工作位,包括:启动激光扫描仪,扫描钢轨形状和轨距,根据扫描结果,在Y向实现磨单元的零点加工坐标对位;启动磨单元Z向液压提升油缸,将定位靴以恒压力矩加载到钢轨上,磨单元到预加工位置,磨单元垂向距轨面保证预设值间隙,侧向距轨面保证预设值间隙;③启动整机作业走行,使作业速度达到预设值;④启动磨单元进给控制系统,Y、Z伺服电机按照设定进给值进行精确进给,Y轴、Z轴与定位靴的位移传感器形成随动系统,并动态检测位置进行位置补偿反馈,保证加工精度;⑤加工过程中实时监控主轴功率,当功率超过设定值,磨单元延时后会自动提升磨削装置,并发出故障信号。其中,磨单元的定位控制技术是铣磨在线维护技术中打磨模块的关键技术,决定了打磨的精度及打磨质量。
2 钢轨在线铣磨技术打磨单元定位原理
磨单元定位装置包括Z向定位靴及Y向定位尺,保证磨单元的Z向、Y向进给伺服控制,磨单元的X向进给由整机的走行速度实现,相对于磨床的工件运动、床身固定的磨削加工方式,钢轨在线铣磨技术的打磨方式为工件固定、床身运动,因此,其控制方式需动态定位控制,通过基准反馈伺服控制参数,达到打磨精度及质量的要求,同时该打磨方式与整机铣、整机走行控制、安全连锁等信号集成,其控制集成度更高,控制复杂,因此,分析其定位控制原理,优化系统集成将有重要的现实意义。
1)打磨单元Z轴有两种运动。由于钢轨在线加工中,工件的不平顺、缺陷对打磨过程中打磨的刚度、打磨精度、磨盘伤损等影响很大,因此Z轴的运动控制通过以下两点控制实现:①通过液压提升油缸把整个装置放到钢轨上,并保证一定的恒定压力,在作业过程中定位靴始终压在钢轨上,保证Z向刚性,从而保证打磨精度。②在定位靴压在钢轨上后,Z向磨单元的精确进给是通过Z向伺服电机实现,通过控制Z向小螺距丝杆来控制定位靴提升和下降(定位靴与磨盘后罩可移动),从而满足实际磨头磨削进给量和磨头磨损后的补偿量的切削要求。
2)打磨单元Y轴运动。由于钢轨在线打磨既有直线、又有曲线段的钢轨打磨要求,同时需考虑钢轨缺陷、较大肥边等异常打磨工况,因此打磨单元Y轴定位控制对钢轨在线铣磨技术的打磨单元非常重要,应能有效保证钢轨在线打磨需求及磨盘的异常伤损,Y向定位尺传感器安装在定位靴装置上,定位尺靠压在钢轨内侧的导向面上,当Y向有串动或在弯道上作业时,定位尺产生位移推动定位尺杠杆检测元件发出信号,由闭环口反馈至系统,经过运算实时修正Y轴进给,保持Y向切削轨迹不变。
3 铣磨机铣磨电气系统集成原理
目前,国内首台铣磨机的铣磨控制技术采用NCU伺服系统控制技术,控制配置复杂,成本较高,结合磨单元控制原理分析,可进行以上的系统集成优化:可采用3层组网方式,如图1所示,上位数据传输采用TCP/IP以太网,中间数据传输采用Profibus-DP网络,底层元件级网采用ASI网络。
集成思路为铣单元、磨单元的显示集成到一个屏幕中,并通过TCP/IP以太网进行上位数据的交互,并开发共同的主显示监控界面,便于操作者动态了解铣、磨单元的作业主参数及作业状态;作业工况下,铣单元可采用两套S7系列的PLC实现铣单元的作业控制,一套S7系列的PLC通过扩展两个ET200S的从站控制左、右铣的作业控制动作,一套S7系列的PLC控制作业走行控制动作,该层级采用Profibus-DP网络。磨单元可采用一套S7系列的PLC、运动控制模块CU320进行作业控制,S7系列的PLC通过DP耦合器实现与CU320运动控制模块的数据交互,并通过Profibus-DP网络与铣单元进行数据交互,包括作业走行速度、铣单元与磨单元安全连锁信息等,同时扩展一个ET200S从站对激光扫描对位系统进行控制;元件级网络采用3个ASI接口,分别对左、右磨单元、附属单元控制动作、安全信息等内容进行监控及反馈。
铣磨机作业控制及高速走行控制均可采用网络控制技术,同时集成运动控制模块,实现磨单元的Z向、Y向和S轴的运动控制,控制复杂,控制精度高,技术难度大,其控制系统达到同类产品世界先进水平。
4 结语
20世纪80年代我国开始进口和使用磨轨车,经过部分路局长期开展钢轨打磨作业的实践和近年来我国铁路快速网路的发展需要,钢轨整形作业是快速线路必不可少的养护作业方式,钢轨铣磨机是快速线路不可缺少的工务装备。目前全路钢轨整形作业装备数量少,作业覆盖面水平较低,使得铣磨机具有良好的市场发展前景。另一方面,随着我国城市化进程的快速推进,各地正在掀起地铁、轻轨的建设高潮。而钢轨铣磨机对于地铁、轻轨的养护具有环保、高效等特点,必将拥有较大的使用市场。因此,对钢轨铣磨机关键技术和铣、磨装置的研究有重要的现实意义,今后应在铣单元的模型接口和控制系统进行深入研究,优化完善铣、磨单元的集成方案及控制系统;研究满足不同轮廓需求、维护使用方便的铣刀模型、磨盘模型及更换装置;研究钢轨维护方向及维护技术,确定钢轨维护的最优组合方案,包括钢轨维护方案、故障诊断方案、钢轨检测等解决方案,满足普通线路、高速铁路、轻轨、地铁线路要求的钢轨在线维护控制技术。
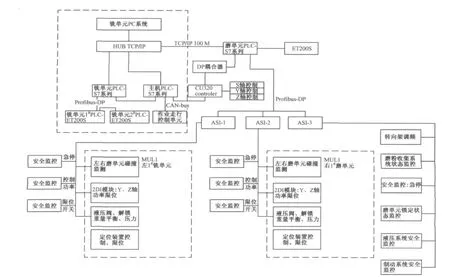
图1 铣磨单元电气集成示意
[1]毛文力.钢轨铣磨车性能及应用探讨[J].上海铁道科技,2009(3):20-22.
[2]金卫锋.钢轨铣磨车作业性能和效果分析[J].上海铁道科技,2009(4):37-40.