交流同步电动机在板带热轧机中的应用探讨
2012-07-27孙德邓
孙德邓
(洛阳有色金属加工设计研究院,河南 洛阳471039)
随着电力电子技术、计算机控制技术和控制理论的快速发展,以及生产工艺的进在调速传动领域出现了交流传动取代直流传动的趋势。冶金行业中的有色金属及黑色金属加工业中,直流电机逐渐被交流电机所取代也是一个重要的发展方向,尤其是大功率调速传动。
当前在有色金属加工行业中,国产铜铝板带轧机的传动部分大都采用直流电动机,有很小一部分采用交流异步电动机。例如,郑州某铝厂2050铝带冷轧机的开卷和卷取传动电机选用的就是交流电动机,传动装置采用西门子公司的,实际生产证明效果不错。
下面,主要探讨铜铝热轧机主传动电机采用交流同步电动机取代直流电动机的优越性。
1 同步电动机的结构特点,工作原理和调速控制
1.1 同步电机的基本结构
与直流电机、异步电机一样,也是由定子和转子两大部分组成的。同步电机的定子与异步电机定子结构基本相同,也是由铁心、电枢绕组、机座和端盖等部分组成。而其转子与异步电机有所不同,它的转子有固定的磁极,由通过电刷和滑环送入的直流励磁电流励磁,产生固定极性的磁极。同步电机的转子结构有两种类型,即凸极式和隐极式,如图1所示。两种结构的特点在此不再详述。
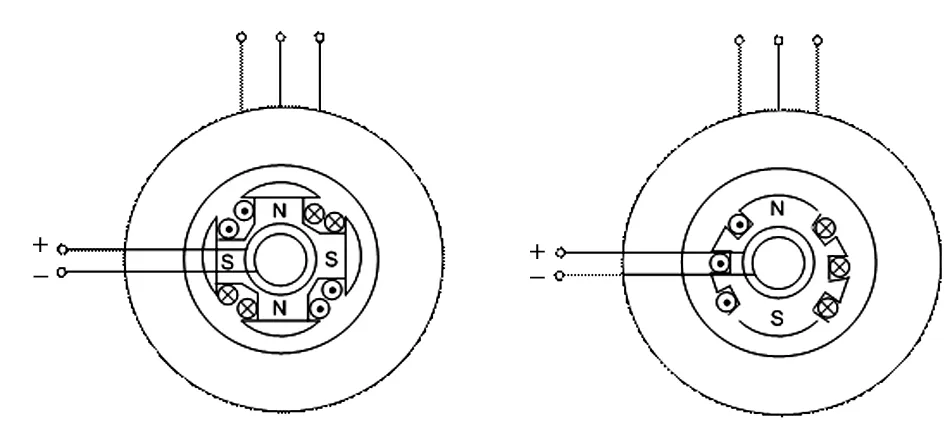
(1)凸极式 (2)隐极式
1.2 同步电机的工作原理
同步电动机的工作原理是工作时定子三相绕组接入三相电网,电能由电网送入电动机,这时定子三相对称绕组中流过三相对称电流,根据磁场理论可知,它将产生圆形旋转磁场。如果转子已经送入直流励磁电流,转子磁极已经显示固定极性,则旋转磁场的磁极对转子异性磁极的磁拉力牵引转子与旋转磁场同步旋转,如图2所示。
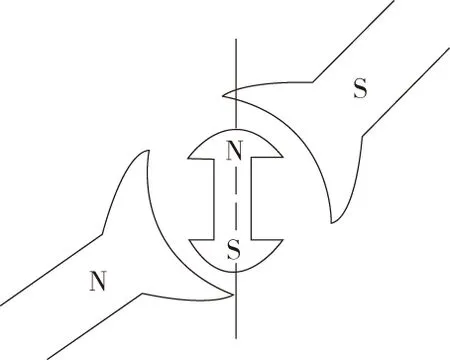
图2 同步电动机
1.3 同步电动机的控制
当前同步电动机的主流控制方法主要有两种:矢量控制和直接转矩控制。根据热轧机大功率,高过载和低速运行的工艺特点,通常可以选择交-交变频器,该类型变频器过载能力强,一般可以1.5倍长期过载。交-交变频调速系统基于晶闸管移相控制,适用大功率(2000kw以上),低速(600r/min以下)场合的调速控制。一般大都采用矢量控制技术(其控制方框图如图3所示),要求变频器的输出电流快速准确地跟随给定信号的变化。
目前,国产的铜铝热轧主传动电机一般都选用直流电动机。因为直流电机调速性能好且方便,机械特性比较硬(如图4所示)。
因而在要求调速的传动中一直占据统治地位。但是直流电机也有其限制,使其不能满足生产机械高性能,大型化发展。
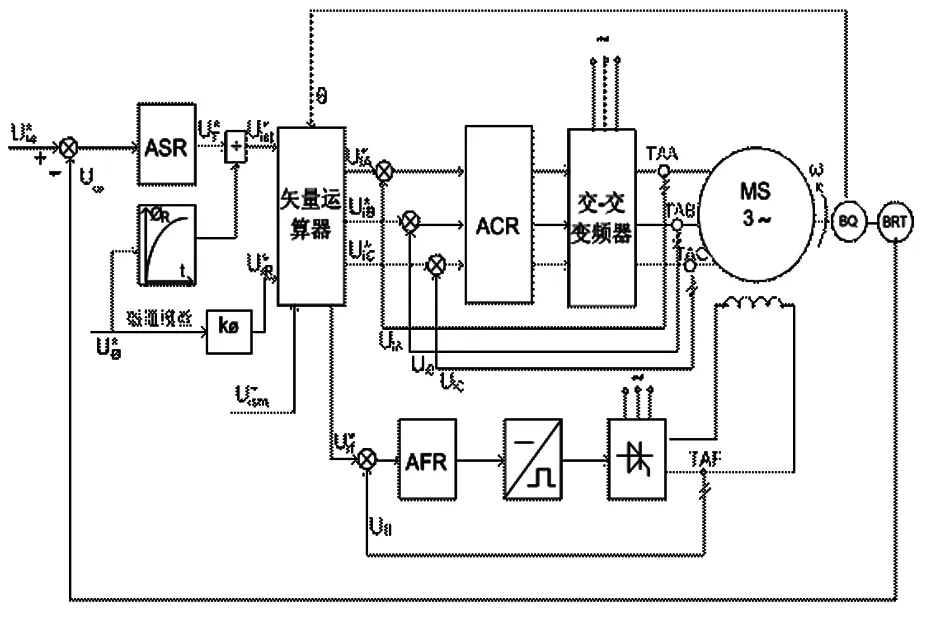
AST…速度调节器 ACR…三相电流调节器 AFR…励磁电流调节器 BRT…速度调节器 BQ…位置变换器
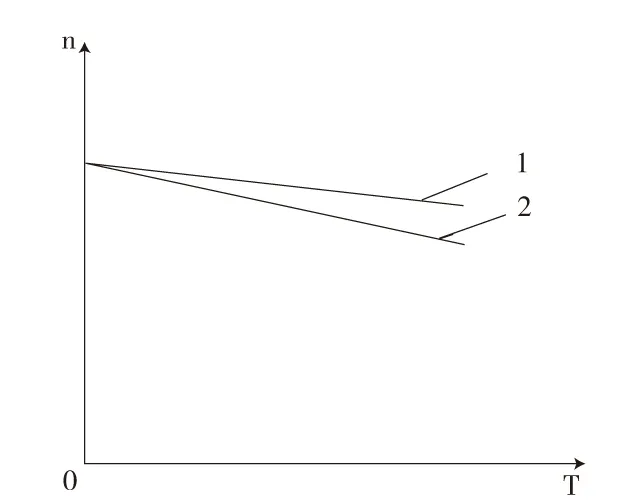
1-交流同步电动机 2-他励直流电动机
2 交流同步电动机和直流电动机的特点比较
2.1 单机容量
受换向器换向能力的限制,按照目前的技术水平,直流电机最大的转速与功率之积约为106kw.r/min,当接近或者超过该值时大多采用交流电机。而交流电动机容量可以突破这一限制,实际上交流电机可以充分利用电力电子器件的能力来提高供电电压,采用先进的电机冷却方式,当前用于冶金领域变频调速同步电动机的单机容量可以达到20MW。
2.2 飞轮力矩GD2
为改善换向器换向条件,要求直流电机电枢漏感小,电动机转子短,因而造成飞轮力矩GD2大。而交流电机转子细长,GD2小。表1列出了几台实际电机GD2值,供参考。
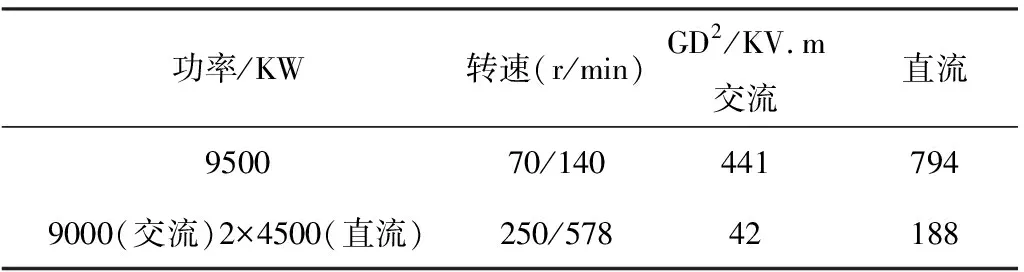
表1 交直流电动机的GD2值
为解决直流GD2大和功率受限的问题,许多机械采用双电枢或者三电枢直流电动机传动,但是电机造价高,占地面积大,增加了维护量,易产生扭振。随着交流调速技术的发展,完全可以采用单台同步电机来实现。
因为交流电机转动惯量大大减小,从电气角度来说转矩响应和速度响应都会较直流电机快。并且交流变频同步电机没有换向火花和过载能力的限制,电机可以具有更大的动态加速电流。热轧机生产过程中,要求铝锭轧到料尾时能够快速停下并且开始反向轧制,以提高生产的效率,在这方面同步电动机比直流电机更胜一筹。直流和交流的调速性能如表2。
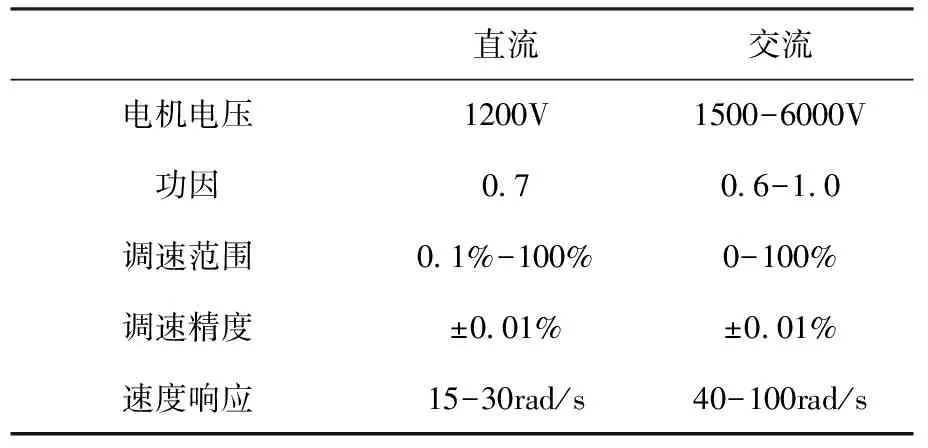
表2
2.3 成本
交流调速用变流装置比直流调速用整流装置贵,因为交流调速用的变流装置按照电动机的电压电流峰值选择器件,当三相电流中某一相处于峰值时,另两相电流只有一半,器件得不到充分利用。但是交流电机比直流电机便宜,可以补偿装置增加的成本。目前对于大功率调速系统,2000KW以上交流电动机和调速装置的总价格已经与直流相当或者略低。
以某铝厂热轧机为例,主传动电机采用4台直流电机,每台功率1800KW,要求1分钟 1.75倍过载,最大轧制速度200m/min,电机转速400//900 r/min,减速箱速比13;如果该项目选用交流同步电动机,功率适当选大点,减速箱速比适当降低点,完全可以达到要求的轧制速度,并且过载倍数可以达到2倍以上。另外,热轧机的主传动电机和其它传动电机多采用单独变压器,所以增加了灵活性,可以将主电机的额定电压提上去,且不影响其它传动电机选择。如果将同
步电动机的功率选择的足够大,完全可以直接拖动轧辊进行轧制,这样就可以省去一个庞大的齿轮传动装置,对制造和维护都很方便。
3 结语
交流同步电动机在有色金属加工行业优势明显,有着很好的应用前景。
[1] 陈伯时 2000 电力拖动自动控制系统 北京 机械工业出版社
[2] 彭鸿才 1996 电机原理及拖动 北京 机械工业出版社
[3] 李崇坚 2006 交流同步电机调速系统 北京 科学出版社
[4] 王兆安 黄俊 2000 电力电子技术 北京 机械工业出版社
[5] 天津电气传动设计研究所 2005 电气传动自动化技术手册 北京 机械工业出版社
[6] 胡寿松 2004 自动控制原理 北京 国防工业出版社
