电焊机就地智能动态节能装置的研发与使用
2012-07-18许丹宁施静波
许丹宁,施静波
(萧山发电厂, 杭州 310003)
电焊机就地智能动态节能装置的研发与使用
许丹宁,施静波
(萧山发电厂, 杭州 310003)
简单分析了常规电焊机的无功损耗和常规集中无功补偿的不足,设计了就地智能无功补偿节能装置。这种节能装置的使用将大大提高电焊机工作时的功率因数,节能效果明显。
电焊机;节能装置;研发
交流电焊机、气体保护电焊机等焊机工作时功率因数低,特别是在电焊机空载状态下,功率因数约为 0.1~0.3, 焊接时在 0.4~0.6 间。 例如, 现常使用的 BX3 电焊机系列功率因数约 0.43, BX1系列电焊机功率因数约为 0.48, BX2 系列电焊机功率因数约为 0.62, 空载与加载变化快并且频繁,造成大量的无功损耗,是企业中耗电量较大的用电设备。
目前普遍采用集中补偿方式,但常规集中无功补偿后效果很不理想,主要有以下2个方面:
(1)集中补偿装置中电容容量一般比较大, 增加1组过补,减少1组欠补,补偿精度低,用电损耗大,经济性较差。
(2)投切速度跟不上电焊机功率因数变化, 虽然高速集中补偿设备(投切时间在 20 s 内)可达到要求,但实际上只是采集计算或投切1组电容的时间,而非从电焊机或电流信号采集、计算到投切输出达到最佳补偿容量的全部时间。
1 智能动态就地无功补偿的实现
1.1 补偿电容器电容量的计算
根据国家有关规定,高压用户的功率因数应达到 0.9 以上, 低压用户的功率因数应达到 0.85以 上 , 设 计 功 率 因 数 为 0.9, 电 容 器 功 率 为 QC,则功率因数为:

式中:QC为电容器的安装容量;P 为系统的有功功率; tan f1为补偿前的功率因数角; cos f1为补偿前 的 功 率 因 数 ; tan f2为 补 偿 后 的 功 率 因 数 角 ;cos f2为补偿后的功率因数。
1.2 电容组的投切
电容量根据电焊机及空载状态和负载的不同状态进行分段补偿,电容器的控制投切开关依据焊机的工况进行自动调整,实现高速无电弧投切,使焊机焊接或空载时功率因数始终保持在 0.9左右。
功率因数的计算和投切控制通过采样模块数据采集,单片机运算实现控制高速智能,图1为CPU 控制的补偿电容器投切示意图。

图1 补偿电容器的投切示意
2 装置设计构架
装置中的处理器设有电流取样接口,断电信号输出接口,电源接口,晶闸管触发控制接口等,节能控制器结构简图见图2。
采集的电源信号经处理并计算出当前功率因数后(时间≤5ms)与设定值比较, 当实际功率因数值与设定值相比较超出设定范围时,则同步时间向晶闸管发出增(或减)电容量命令。
主控制器采用高速单片机电流反馈式监测设计,以负载实时无功电流为投切物理量,在 20 ms内完成信号数据采集、计算及控制输出;晶闸管接到指令变容(增或减)指令后,在小于 20ms内完成零投入,实现动态调整容量,避免了对投切电容器的冲击,使运行更加稳定、安全、可靠。
为保证实时跟踪投切,整个系统响应时间小于 20ms。 完全可以满足电焊等设备从空载至加载过程中快速变化负载需要,实现快速跟踪补偿, 可使其功率因数达到 0.9 以上, 提高了供电线路的传输能力和变压器的负载能力,稳定了负载端电压,也提高了焊接质量。

图2 节能控制器结构
当检测到空载超过设定时间后(1~100 s, 可根据需要调节设定),自动将电焊机输出电压降到额定的 50%以下,电流降低到 20%以下的维持电流。当操作工操作点焊一下,则电焊机输出电压立即恢复正常,以达到待机节能目的。
3 就地智能动态节能装置使用情况
3.1 电焊机就地智能动态节能装置的使用
该装置已获国家知识产权局颁发的新型实用专利证书,A厂、B厂和C公司使用前后对比测试数据见表1。 由表1可见,智能动态节能装置投入后,电焊机工作时的功率因数大为提高。
电焊机由工作状态转换为待机状态时,装置可在 20 s内将空载电压降到规定的 50%以内, 若
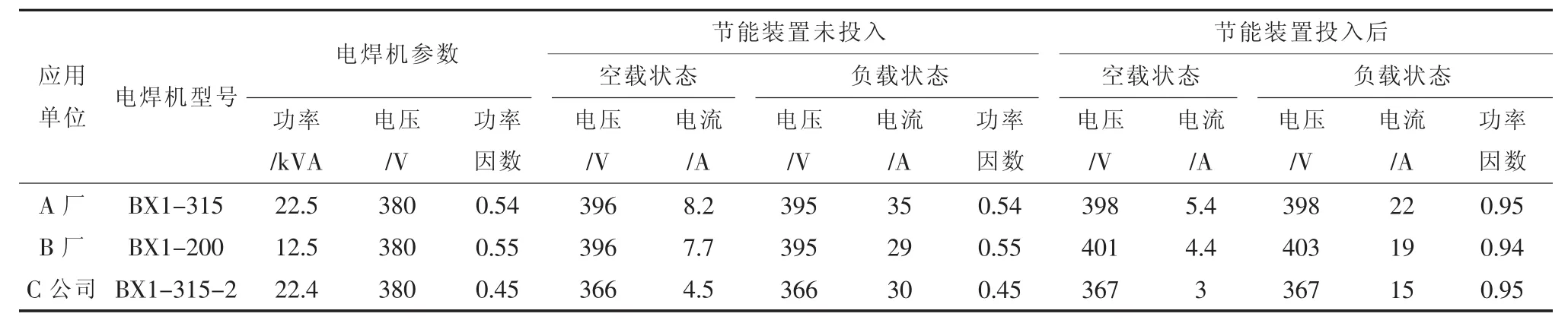
表1 电焊机节能装置投入前后测试数据
电焊机 5 min 后未见工作,节电开关将彻底切断待机电流,以达到最大节电目的。在装置接到新的工作指令后,5 s内迅速自动回复工作状态。
显然提高电焊机的功率因数,可以使企业充分利用现有的变压器容量,提高了使用效率,减少了相应的电费支出,节能效果明显。同时,减少了电焊机的发热量,延长了电焊机的使用寿命。
3.2 节电计算
以容量 22.5 kVA 的电焊机 BX1-315 简单计算,1台电焊机工作 8 h,其中电焊机连续工作 4 h, 待机状态 2 h, 停机 2 h, 1 年工作 300 天计算。
待 机 2 h 节 省 1.5 kWh, 待 机 停 焊 节 省 3 kWh, 每天平均节省 4 kWh。
年节约: 4×300×0.8 元 =960 元
以上数据不考虑由于设备可靠性提高及使用寿命延长取得的综合效益。
4 结语
随着能源价格的不断攀升,节电意识已经逐步在企业得到认可,节能减排压力日益增大,电焊机智能动态节能装置的研发与使用,将为企业节能减排提供有力的技术支持。
[1]马 平.交 流 电 焊 机 无 功 补 偿 的 方 法[J].电 力 与 水 利 ,2007(11)∶61-62.
[2]刘 靖.单 片 机 控 制 技 术[M].北 京 : 北 京 理 工 大 学 出 版社,2008.
(本文编辑:杨 勇)
Development and App lication of the Local Intellectual Dynam ic Energy-saving Device of the Electric Welding M achine
XU Dan-ning, SHIJing-bo
(Xiaoshan Power Plant, Hangzhou 311200, China)
This article briefly introduces reactive power loss of ordinary electric weldingmachine and demerits of concentrated reactive power compensation.It devises a local intellectual dynamic energy-saving device,whichmay significantly improve power factor of electric weldingmachine and saves energy to a greatextent.
:electric weldingmachine; energy-saving device; development
TG432
:B
: 1007-1881(2012)11-0017-02
2012-01-18
许丹宁(1971-), 男, 杭州人, 助理工程师, 从事发电厂电气自动化工作。