ZHS-50真空焊接设备的控制系统
2012-07-17张闻华
张闻华
(中国电子科技集团公司第二研究所,山西太原030024)
1 工作原理
ZHS-50焊接设备采用(机械泵、分子泵)两级泵对工作腔体抽真空,加热室位于真空室内,达到工作真空度后,对钎接件进行加热,被处理工件置于加热室内的支撑架上,该设备加热元件镍鉻,加热元件沿圆周方向均匀分布,保证温度均匀性,加热元件分前、中、后3个区域,三区加热,三点控温,各区温度可以独立调节,受控的交流低电压大电流通过过渡电极使加热元件产生电阻热,利用辐射屏的反射作用,集中热量,使加热室温度升高,经自动控温系统控温,使温度达到设定值,在加热室内形成一个均匀的温度环境。根据用户焊接工艺要求,按程序自动或手动完成工艺焊接。然后对加热室充氮气,起到快速冷却作用。
2 性能指标
真空焊接设备主要应用于铍青铜、金锡合金等非铁金属构件、微组装芯片的低温封装焊接,形成批量热处理,保证产品的焊接均匀性,满足边焊接边封装流水工艺的需求,实现生产的高效化。主要性能指标如下:
(1)最高温度:450℃
(2)工作温度:100℃ ~400℃
(3)工作真空度:5×10-2Pa
(4)分压功能:1 a~40 kPa分压调节,采用手动和自动两种方式
(5)温度均匀性:<±3℃
(6)最高充气压力(绝对压力):≤0.1 MPa
(7)分压功能:1 a~40 kPa分压调节,采用手动和自动两种方式。
3 电气控制及检测系统
电气控制系统由各种低压元器件、调压器、温控仪、记录仪、真空计和可编程控制器组成。系统配有专业级触摸屏,电路板布局合理,强、弱电分离,安全可靠。
控制系统操作面板如图1所示。

图1 控制系统操作面板
3.1 电气控制系统
本设备采用PLC控制,系统具有手动、自动两种控制操作模式,可在触摸屏上选择,PLC分别控制各种阀的开关,泵的启动、停止及加热的开启。当设备有水压、超压、超温、加热过流、电源缺相等异常现象时,系统具有安全保护功能和故障显示功能。
为了保证系统安全可靠地运行,软、硬件中均采用了自锁与互锁保护、声光报警系统。
(1)不到设定真空度,不能对加热室加热,在加热过程中,如果真空度低于所设定值时,停止加热,并且加热程序保持并发出声光报警。
(2)冷却水压低于设定值时或流量小于一定值,及时切断炉内加热器的电源,并发出声光报警。
(3)当超温时——炉温超过设定值或控温偶发生断偶现象时,切断炉内加热器的电源,并发出声光报警。
(4)停电保护——真空阀气路阀将自动关闭。炉子仍处在真空或气氛保护下。当再次来电后,热处理过程将以手动方式继续进行。
(5)缺相、过流保护——控制系统在各回路上均配有空开或保险,(加热系统出现缺相或过流可自动关闭加热并发出声光报警)可对设备进行保护。
4 电器控制板及仪表配置
(1)采用低压电气元件包括断路器、接触器、接近开关、中间继电器、按钮、报警器和指示灯等。
(2)温控仪表:采用日本导电FP23温度控制器,仪表精度等级0.1级,控温精度±1℃,带有数字显示和PID控制。可进行曲线控温设置和手动/自动PID调节功能,可根据用户需求设定各种工艺参数(加热温度值,保温时间等)。可以实现控温和编程,工作过程中MR23(2路)温度仪表从FP23获得(0~10 V)控制信号,实现3区温度同步控制,自动选择最合理的控制参数,保证加热室内温度均匀性。
(3)记录仪:采用浙大中控有纸记录仪4 500(4通道),可连续记录加热室内温度曲线和真空度曲线;并可查阅设备运行数据,方便分析钎焊工艺,并配置CF存储卡,可将数据生成报表打印输出。
(4)数显真空计:采用成都睿宝ZDF-5227A型数显复合式真空计;在真空计上可设置4组真空数值,当真空度到达,继电器吸合。
(5)可编程控制器:采用三菱FX1N可编程序控制器(PLC)。它抗干扰能力强,除装、卸料外,全部过程可自动控制,并有手动操作系统。
(6)调压器:调压器选用晶闸管调压器,由温控表发出4~20 MA控制信号,调节加热功率,使加热达到最适合的加热功率配比,从而保证炉温均匀性。调压器采用低电压大电流的输出方式,输出电压不高于70 V,正常工作时一般不大于85%输出,安全可靠。调压器内置过流、缺相保护电路,发生故障时自动断开加热电源,并发出报警。
(7)触摸屏:设备采用MT508S触摸集成电控系统,取代传统的按钮控制方式,由触摸屏集成控制炉箱两套电气装置,操作方便,形象直观。使用EasyBuilder EB500 V2.61软件,把工艺流程图做进触摸屏中,设计了七个界面—报警界面、真空界面、加热界面、冷却界面、真空焊接室、手动焊接室、全自动界面,生产流程化操作模式,人性化界面设计,直观简洁,操作方便。
5 控制特点
5.1 低温控制
低温控制是温控系统上的难点,温度越高越好控,低温PID难整定,易产生波动,不断调节偶的位置保证了设备恒温区均匀性。设备温控系统采用以加热调压器为核心,低电压、大电流方式供电,调压器与温控仪配合,实现温度的连续控制,该控温系统具有手动/自动两种操作方式,控制简明、运行可靠,并加入了短路保护等安全措施,确保系统安全稳定运行。其控制原理是:温度传感器(即热电偶)采集的现场环境的温度信号通过温控表的PID调节,输出调节信号,驱动功率调节器,功率调节器发出变压器的调节信号调节变压器的输出功率,从而改变加热执行元件的加热功率,起到调节加热室温度的作用。其控制原理如图2所示。
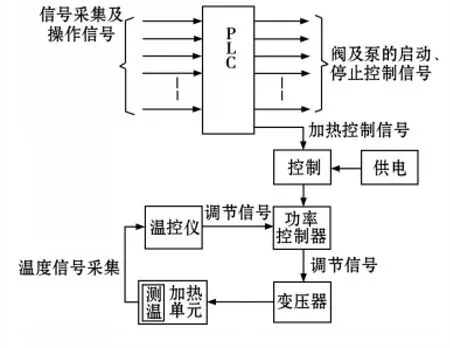
图2 控温系统控制原理图
真空焊接室温控系统由两块日本导电温控仪、三只K偶、一台三回路调压器组成。主温控表FP23发出0~10 V模拟信号,遥控从表MR13,三只K偶采集的实时信号分别给MR13表的三个通道,MR13表输出4~20 mA模拟信号,分别控制对应通道功率控制器导通角的大小,形成炉体前、中、后三区的控温系统。
手套焊接室温控系统由一块日本导电温控仪MR13表、两只K偶、两块热板组成。MR13表输出P波通断信号控制热板的温度,两块热板可同时工作,也可单独工作。
5.2 真空定值
加热过程中,材料需要适度的真空度。对热态高真空下易挥发的材料,加热中,可通过分压装置调节真空度,机组的抽气、分压装置的补气,从而形成真空的动态平衡,通过真空定值方式,获取材料所需的真空环境,把真空度定到某一适度值(分压装置由针阀、电磁阀及连接管路组成,在加热过程中可以用此装置对炉内真空度进行调节和控制,防止因炉内真空度高而造成某些合金元素的挥发)。
真空定值流程:进入触摸屏加热界面,打开分压阀,调节针阀,观察环行刻度值和ZDF5227AX复合真空计值,旋转针阀不同的刻度对应不同的真空值,分压装置一丝丝的补气、机组的大抽,从而形成真空的动态平衡。分压功能程序如下:
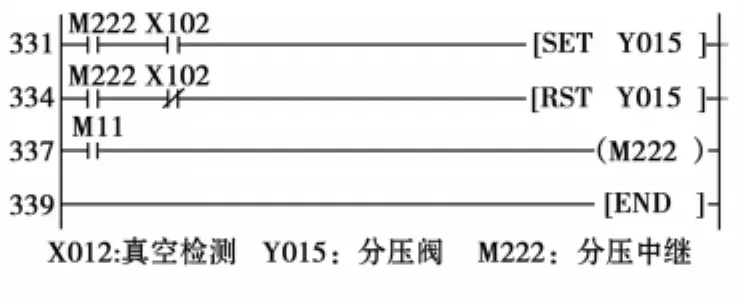
图3 分压功能程序
6 工艺自动化
该设备的工艺流程有:抽真空—加热—冷却。依生产工艺需要,加热过程中可开启分压装置,冷却又可分为自然冷却和强制冷却两种方式。
设备在设计中考虑两种冷却方式,抽真空、加热为公共程序,通过程序调用来实现两种冷却方式的工艺自动。选择自然冷却方式工艺自动,设备将实现“抽真空—加热—曲线结束—降温点—机组关闭”自动过程。选择强冷方式工艺自动,设备将实现“抽真空—加热—曲线结束—充氮气—启强 冷风机—降温点—机组关闭”自动过程。控制流程如图4。

图4 控制流程图
7 结束语
ZHS-50真空焊接设备的开发,突破了低温控制、触摸集成、工艺自动、真空定值等难关,保证了设备性能技术指标和安全可靠运行,满足了客户的需求。设备性能稳定、精度高、微型智能、性价比高,自开发投入以来,得到客户好评。
[1]王魁汉.温度测量实用技术[M].北京:机械工业出版社,2006.
[2]侯炜强.多晶硅铸锭炉生产工艺控制技术和设备组成[J].电子工艺技术,2008,29(5):291 -2293.
[3]杨新社,贾育秦.可编程自动控制器的发展现状及趋势[J].电子工艺技术,2007,28(2):106 -107.