计算机辅助设计与制造布速在线检测方法研究
2012-07-16朱丽娜赵敏玲尚德冰
李 芳,董 丽,朱丽娜,赵敏玲,尚德冰
(1.山东医学高等专科学校,山东 济南 250002;2.济南大学机械工程学院,山东 济南 250022;3.中国航空油料有限责任公司山东分公司,山东济南 250107)
1 工艺过程分析
在溢流染色机的喷嘴内,布受到喷孔处喷射出的染液的作用,进入喷嘴弯管,实现布与染液的交换,然后进入横摆布机构,实现布液分离,布经纵摆布机构进入J型槽,最后经提布罗拉将布从J型槽提升到喷嘴,完成被染布的一个循环。染液从横摆布机构流回集水槽,经泵的提升,进入喷嘴,实现染液的一个循环[5]。
由溢流染色机的工艺过程可以看出布速与以下几个因素有关[6]:(1)染色机喷口直径。同样的流量,当喷口间隙小时,压力大,布速加快;当喷口间隙大时,压力小,布速减慢。(2)提布罗拉。布与提布罗拉之间张力很低时,布易塞喷口;太紧不易塞住喷口但布速无法达到极限值。(3)水量。在布与染液刚开始接触的过程中,布上的染液会越来越多,导致布的质量会越来越大,布与提布罗拉之间的摩擦力发生改变,从而影响了布速。
由上面分析可知,布速受很多因素的影响,当布与提布罗拉之间的总摩擦力增加到临界值时,布与提布罗拉之间就发生了显著的相对滑动,形成了打滑现象[7]。因此,如何在避免布打滑的同时,又能测得布的速度就变得至关重要。
2 布速在线检测方案
为了在减少布打滑现象的同时,又能测得布的速度,在此提出一种接触式的测速方案。整个测速系统由测速滚筒、光电编码器和单片机三部分组成,如图1所示。其中,测速滚筒安装在提布罗拉的上方。当布在运动时施加给测速滚筒一定的摩擦力F,测速滚筒开始转动,测速滚筒的线速度与布的线速度在接触点处完全一致,直接测量测速滚筒的速度,就可以间接的得到布的速度。并且布在正常的速度范围内,它与测速滚筒之间的力是恒定的,因此,一定程度上避免了布的打滑。
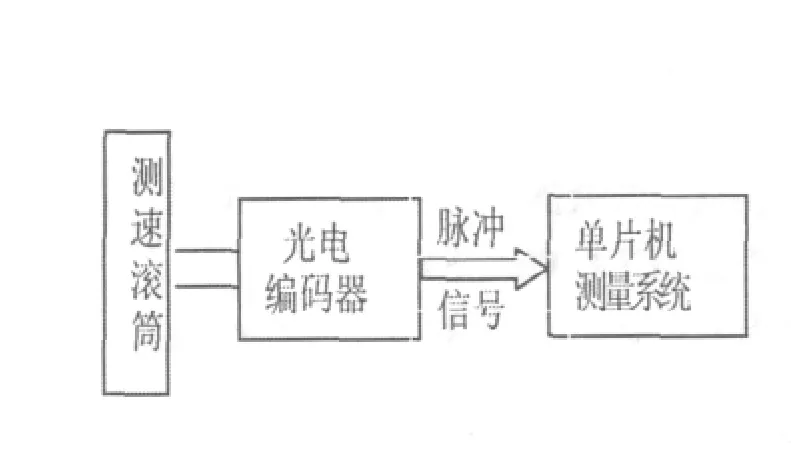
图1 布速检测系统Fig.1 Speed detection system
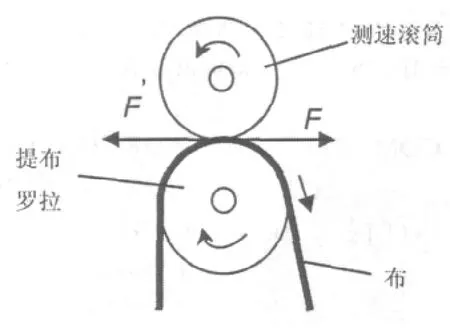
图2 测速原理Fig.2 relocimetry plinciple
为了保证测量精度,光电码盘与测速滚筒同轴安装且采用过盈配合。另外,光电编码器输出的两路脉冲信号在传送过程中容易受各种电磁信号的干扰且信号自身容易衰减[8-9]。因此,为了保证测量精度先将其转化成差分脉冲信号,然后再传送到单片机测量系统中。
另外,该装置具有一定的通用性,当染色机对厚度不一的布进行染色时,可以通过调节测速滚筒和提布罗拉之间的间距,进行测量。
当布的运行速度测定出来以后,可根据测得的布速度,及时调整喷嘴压力、染液进出阀的开度以及染液温度等,防止布出现染花现象,进而保证布的染色质量。
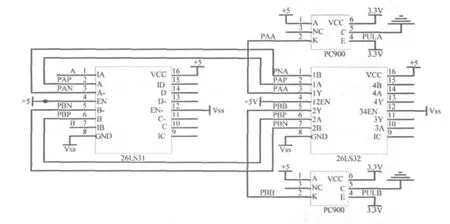
图3 脉冲信号传输电路Fig.3 Transmission circut for pulse signal
3 硬件电路设计
硬件电路设计主要包括编码器信号传输和单片机测量系统两部分。
3.1 脉冲信号的传输
光电编码器输出的是两路相位相差90°的脉冲信号。为了保证测量精度先将其转化成差分脉冲信号,如图3所示,将脉冲信号PAA、PBB通过26LS31线性差分发送器变成差分脉冲信号输出。到了接收端,由于差分接收器26LS32只对差分信号敏感,对干扰信号形成抑制。因此,可以把差分信号精确的还原成原始的脉冲信号PAA、PBB。最后,PAA、PBB分别通过高速光耦PC900送入单片机测量系统。
3.2 单片机测量系统
在染布过程中,需要检测速度、液位、温度及压力等多路信号,因此选用资源比较丰富,性价比较高的C8051F021。系统框图如图4所示。

该型号的单片机是完全集成的混合信号系统级的MCU芯片,具有32个Ⅰ/O引脚,5个定时器/计数器等丰富资源。在测布速时,只用到其部分资源。在图4中,得到A,B两路脉冲信号,把两路信号同时接入一个计数器,在线速度计算时,除以2即可。用P2口做键盘输入和故障及警报输出,P3口做LED显示。温度、压力、液位信号接单片机的A/D转换接口。另外,随着群控系统的发展,布速的获得一般是对多台染色机同时进行测量,因此,该测量方法必须实现单片机与PC机之间的通信,以方便对多台染色机同时进行监控。考虑到传输速度和距离的问题,这里采用基于RS485接口的总线协议,单片机选用RS485接口[10]。
4 软件设计
软件设计主要包括主程序的设计和子程序的设计两个模块。主程序主要包括一些变量的初始化、端口的初始化和子程序的循环执行等。子程序则是通过某些中断被主程序调用。布速的在线检测就放在中断子程序中执行。
在中断子程序中,先利用定时器和计数器实现布速的瞬时检测,同时利用变量t,N分别存储总的时间和总的脉冲数,ni表示第i秒的脉冲数,Ni-1表示(i-1)次的脉冲总数,最后N的值等于Ni的值。当染色机停止运转时,计算出平均速度并显示存储。图6为布速检测的子程序流程图。
5 实验
在溢流染色机实际染色过程中,布运行的最高速度是6.3 m/s,正常速度是5 m/s。提布罗拉的直径在0.3 m。为与系统匹配,测速滚筒的直径取0.2 m。光电编码器选择欧姆龙E6B2-CWZ3E,转一周产生360个脉冲。
假设布与测速滚筒在接触点处的速度为v,t时间内测得的脉冲数为n,采用M法[11]测速原理,则布速v如公式1所示:

按照上面设计的方案,在溢流染色机正常运行时,现场采集多组数据,对数据进行处理,得到绝对误差最大0.1 m/s,最小误差0.08 m/s,可以满足测量精度的要求,且在连续染色中,没出现打滑现象。
6 结论
针对染色机测速过程中存在的打滑,精度不高等问题,提出了一个新的、可行的测速方案,这个方案不仅解决了测速问题,而且可以一定程度上减少打滑现象。进而通过测得的布速度,及时调整喷嘴压力、染液进出阀的开度以及染液温度等,防止布出现染花现象。
[1]杨卫东.高温高压染色机控制系统研究与开发[D].南京:南京理工大学,2006
[2]杨 丽,张明敏,刘丹丹.基于多普勒频移的双基地声纳目标的测量[J].系统工程与电子技术,2009,31(11):2622-2625
[3]OZCELIK B,ERZINCANLI F,FINDIK F.Evaluation of handing results of the various materials using non-contact end-effetor[J].Ind Robot,2003,30(4):363-369
[4]岳临萍,孙德宏,丛荣葵,等.多普勒激光测量仪原理简析及应用[J].应用天地,2007,26(12):64-67
[5]汪海燕.PLC在溢流染色机控制系统中的应用[J].自动化仪表,2006,27(8):45-47
[6]曾瑞玲.浅析高温高压溢流喷射染色机堵布的原因和排除方法[J].广西纺织科技,2009,38(4):18-19
[7]刘江坚.溢流染色机实现受控染色工艺的探讨[J].印染,2002(11):25-26
[8]濮良贵,纪名刚.机械设计[M].北京:高等教育出版社,2006:150-151
[9]李自成,江卫华.皮带线速度高精度测量系统的设计[J].自动化仪表,2008,29(9):50-55
[10]刘 涛,马积勋,廉海涛.利用RS485通讯协议实现PC机与单片机的多点通讯[J].现代电子技术,2002(5):86-90
[11]谭立新,刘觉文.模拟原动系统M/T法测速实现及应用[J].微计算机信息,2009,14(25):7-9