龙滩水电站1#发电机定子绕组安装
2012-07-14杜波
杜 波
(中国水电七局机电安装分局 眉山市620860)
1 概述
龙滩水电站发电机定子绕组为三相八支路星形联接,绕组形式为双层条形波绕组。线棒由80股1.96×6.7 mm2/2.11×6.91 mm2双涤纶玻璃丝包烧结铜扁线组成,线棒采用333°不完全换位,线棒绝缘采用0.14×25 mm桐马环氧玻璃粉云母带绝缘系统,绝缘等级为F级。绕组上端布置一个支撑环,下端布置两个支撑环,支撑环采用Φ50玻璃丝绳注胶固化工艺。嵌线时,在线棒直线段绕包填充有硅橡胶半导体聚脂无纺布,线棒上下层之间安装表面涂有半导体漆的梯形截面层压板垫条或嵌有RTD元件的层间垫条。绕组端部斜边垫块及槽口垫块均采用包有环氧适形材料的层压板垫块,线棒电接头采用中频银铜钎焊工艺。三相八支路引出采用Φ45/Φ25(外径/内径)汇流铜环集中引至定子机座引出口处,汇流环共9层,分布在定子机座上部整个圆周上。绕组接头端部绝缘采用绝缘盒环氧灌胶工艺,极间连线和汇流环接头绝缘采用屑状少胶粉云母带手工包扎。定子绕组采用空气冷却方式,转子旋转方向为俯视逆时针方向,定子外壳布置16只空气冷却器。
龙滩水电站发电机参数:
型号:SF700-56/16090;额定容量:777.8 MVA/700 MW;额定电压:18 kV;额定电流:24 948 A;额定功率因数:0.9;额定频率:50 Hz;额定转速:107.1 r/min;定子铁芯内径:15 000 mm;定子铁芯高度:3 300 mm;定子铁芯槽数:624槽;定子绕组相数:3相;每槽线棒根数:2根;每极每相槽数:3+5/7;绕组系数:0.922 4;绕组节距:1-14-23;线槽尺寸:23.5 mm×215.8 mm;线棒单根重量:约 60 kg;极数:2P=56;机组旋转方向:俯视逆时针方向。
2 定子绕组安装主要工序
施工准备→铁芯清理、检查、线槽喷漆→下层线棒安装、斜边垫块和端箍安装绑扎、端箍注胶、加温干燥、下层线棒耐压→嵌装上层线棒、斜边垫块安装绑扎、槽楔安装→上下端电接头焊接→跨接线安装→上下端绝缘盒安装→铁芯、压指、层间温度计引线安装→上下端槽口垫块安装绑扎→汇流铜环安装→加温干燥→交直流耐压→绕组整体喷漆→拆除工装、临设。
2.1 定子下线场地的环境条件
(1)设置定子下线防尘作业区,在发电机层沿定子机坑周围用铁栅栏和篷布围起一道高约2 m的封闭棚屋,以防止金属粉尘、灰尘、杂物等进入下线作业区,这对保证定子下线安装质量,提高整机的防电晕性能和绝缘水平是极为重要的。在顶部安装环形轨道及电动葫芦,便于下线时定子线棒的运输和嵌装。在定子机座上环板外侧搭设环形平台,便于行走和设备的运输,在定子铁芯内圆搭设三层环形定子下线施工平台。
(2)在机坑旁设置线棒绕包房和配胶房,以防止灰尘。配胶房设专人负责定子下线所有化学制品的配制,并作好记录。每天配置当天所需数量的化学品,确保正确无误且无浪费现象。
(3)为保持定子机坑内空气干燥,在发电机机坑内安装3台移动式除湿机,在定子机座上环板行走平台处布置4台5 P空调,从而保证定子机坑内空气相对湿度不高于80%。
(4)作业区内设置严格的保卫制度,无关人员不得入内,业主和监理单位人员凭发放的登记牌方允许进入作业区。施工人员进入作业区内必须换装(换于净鞋、衣帽等),参观或检查人员带塑料鞋套后方允许进入。设专人负责作业区的清洁卫生,用吸尘器清扫,并拖洗地面。
2.2 定子槽部绝缘结构
龙滩水电站定子线槽结构形式见图1,说明见附表。

图1 定子槽部绝缘结构
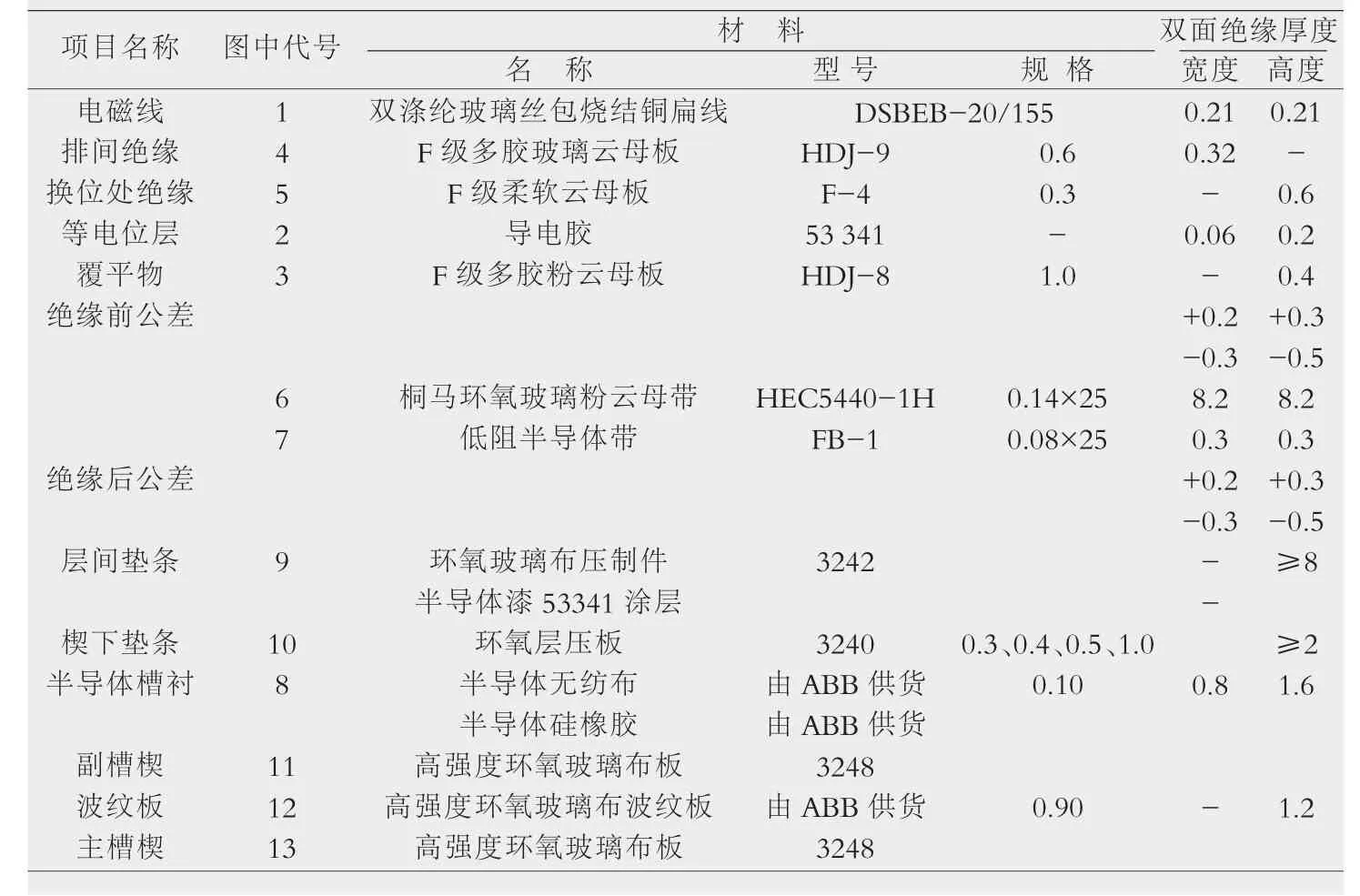
附表 龙滩水电站定子线槽结构形式说明
2.3 线棒嵌装
下线前,对线槽、通风沟、齿压板部位及铁芯背后仔细检查、清扫。用医用胶布封堵上端齿压板之间及背后的间隙,用塑料薄膜将定子机壳的16个空气冷却器安装孔临时封闭,以防止杂物落入。用干净白棉布蘸酒精清洁每一个铁芯槽,消除一切影响下线质量的不安全因素。下线前对每根线棒进行仔细、彻底检查,包括颜色、形状、表面状况,以确保所安装的整个线棒主绝缘表面应平整光滑,无任何损伤。
用游标卡尺测量线棒和铁芯槽的尺寸,计算配合间隙的大小,以确定外包硅橡胶的厚度。线棒嵌入铁芯槽前,须在线棒直线段缠绕半导体聚脂无纺布,在对折的绕包带内填充有适当厚度微膨胀型硅橡胶。 绕包时,绕包带不得叠压,间距为(1~3)mm。
(1)下层线棒嵌入按逆时针方向进行,每天下线前在槽口两侧粘贴透明胶带,以防止线棒入槽时绕包带不被铁芯边缘划伤,同时也能及时清理掉挤出的多余的硅橡胶。用砂纸打磨线棒电接头焊接面,焊接面应无灰尘、油渍。一切准备工作就绪后。用环形吊车将线棒吊运至线槽,将线棒轴向对好标高后,用入力将其平行推人槽底,除去线槽两侧的透明胶带,并清理铁芯面多余硅橡胶,然后垫入梯形半导体垫条或RTD垫条后,在硅橡胶尚未固化前,迅速使用压线木板和线棒压紧工具将下层线棒紧紧楔入槽中,用压紧工具在全槽内固定9点,间距为(400~500)mm,待硅橡胶完全固化后,方可拆卸压紧工具和压线木板,但上、下端应留1个压紧工具暂时不能卸掉,以防止线棒下沉。半导体硅橡胶固化后略膨胀,并呈弹性,故能使线棒与铁芯槽壁保证良好接触,从而有效降低槽电位。
下层线棒嵌入后需对端部进行固定。定子绕组上端布置一根由Φ50玻璃丝绳构成的支撑环,下端布置两根。安装斜边垫块时,将支撑环、斜边垫块、线棒用人字形绑扎带绑扎在一起,将绑带表面涂刷138环氧胶。最后,向Φ50玻璃丝绳内注入环氧胶EP310。环氧胶固化后支撑环与线棒、斜边垫块相互联结形成牢固可靠的整体。
对人字形绑扎带及端箍表面进行打磨,表面应无棱角或尖端的地方,对线棒上下端高阻区域及人字形绑扎表面喷HDJ-26防晕漆两遍。
待下层线棒绝缘达到要求后,进行47 kV,1 min工频交流耐压试验,顺利通过。
(2)上层线棒嵌入按顺时针方向进行,嵌装工序与下层线棒基本相同。将线槽清理干净,将上层线棒嵌入槽中,调整高程,使上层线棒电接头与下层线棒电接头对齐,误差控制在允许范围内。采用铁垫条下垫以绝缘板,用压紧工具临时压紧线棒,在硅橡胶固化前打入槽楔。槽楔从下往上逐段打入槽楔以固定线棒。首先,在上层线棒绝缘表面放上适当厚度的保护垫条,再在保护垫条外面放一层弹性波纹垫条,槽楔放在线槽最外面,将内楔插入弹性波纹垫条和保护垫条之间后,将槽楔与垫条打紧。保护垫条共4种厚度,分别为 0.3,0.4,0.5,1,其厚度的选用,应使弹性波纹垫条压紧度达85%为准。
2.4 绕组电接头焊接
线棒电接头焊接采用两台KGPS-8型中频焊机分两个作业面进行银铜钎焊。用整形工具将上下层线棒电接头调整对齐,相互偏差上下不超过4 mm,左右不超过3 mm。将剪成长条的湿布(浸水后挤干不滴为宜)缠绕在靠近线棒电接头端部绝缘上,以保护焊接时线棒绝缘不受损伤。在上下层线棒电接头之间插入截面与电接头尺寸相同的银焊片后,用“G”型夹将上下层线棒电接头夹紧,并套人加热用感应圈,并在焊接头的线棒另—端安装空冷装置。
将电接头通电加热,当接头达到焊接温度时(约710℃)在焊缝中预放的焊片开始熔化,此时可迅速使用Φ2银焊丝(L-Agl5P)向焊缝中填加焊料,当焊缝全部填满无间隙后,可停掉电源,通风冷却。当电接头达室温后,为保证焊接质量和焊缝的外观,可在停掉电源后的短时间内再次向焊缝填加焊料。
做好防护措施后对已焊接完成的接头进行打磨处理,用锉刀、砂布、电磨头清除焊接头表面焊料、焊瘤及氧化物,使焊接头呈显本色,再用丙酮、白布擦洗干净后进行焊接质量检查,对不合格的焊头须重新焊接。
2.5 绝缘盒安装
绝缘盒由环氧树脂添加玻璃丝压制而成,下端绝缘盒采用普通型,上端绝缘盒采用开口型两种。绝缘盒内表面,需砂掉脱膜剂并打磨成均匀毛面。
(1)下端绝缘盒安装。根据图纸标明绝缘盒安装高度,根据现场场地情况,在后方制作一定数量的木凳,将绝缘盒放在木登上,调整绝缘盒的间距均等,水平和高度达标后便向绝缘盒灌注879双组份环氧胶。绝缘盒内灌注环氧胶固化收缩后,再向绝缘盒内补添一些环氧胶使之与绝缘盒平齐。
(2)上端绝缘盒安装。利用厂家到货的环氧E型板固定绝缘盒,E型板下方用环氧垫条支撑,用环氧泥将线棒间的间隙填充,将上端绝缘盒压在E型板上,检查四周是否有间隙。调整绝缘盒之间的间距和高度,待环氧泥固化后进行上端环氧胶灌注打底,灌注881双组份环氧胶至1/3位置,并派专人检查是否漏胶情况。待打底胶固化后将剩余部分全部灌满。绝缘盒内灌注环氧胶固化收缩后,再向绝缘盒内补添一些环氧胶使之与绝缘盒平齐。
2.6 绕组引出线端头焊接、汇流环安装
按图纸拼装定子主引出线A相和C相端子板,并将其焊接在定子机座上端出口处。在绕组引线头和出线端子之间按顺序逐段连接汇流环管。从下往上逐层安装汇流铜管,汇流铜管和线棒引接头焊接工艺同普通头;汇流铜管接头对接时,先插入连接套管和环形银焊片,再用夹紧工具将待焊接头固定,接触面间隙小于0.1 mm,采用手工焊接。每根汇流环焊接完且外观检查合格后,可对接头进行绝缘包扎,旧绝缘烧伤处用刀片切除,要求新旧绝缘搭接坡口长度为70 mm。用白布、丙酮清理干净后,用聚酯薄膜补强三合一粉云母带半迭绕包,层间涂刷环氧胶102,汇流环安装完毕后,在线夹接触的地方用浸过高阻防晕漆的涤纶毡包裹铜环。
2.7 绕组整体耐压、喷漆
定子绕组安装完成且清理干净后,测温线可靠接地,吸收比和极化指数满足要求后对定子进行39 kV、1 min交流耐压试验。耐压试验完成后,对定子整体喷两遍9130红瓷漆。
3 施工中遇到的主要问题
(1)层间测温元件与引线的接头布置在测温垫条外部,此种固定方式存在一定缺陷,影响机组今后的安全运行。
(2)上下层线棒间采用毛毡浸胶包裹环氧布板作为层间端箍,使得上层斜边垫块高于上层线棒表面,对斜边垫块进行加工处理。
(3)设计考虑欠佳,所有定子测温线采用线夹焊接固定在机座上环板,测温线外仅包裹一层屏蔽铜带,使得线路敷设相当烦琐、不便于检修。
(4)由于设计失误,定子机座主引出线C相上端板与铜环引出位置冲突,割去此处上端板才能进行第八层汇流铜环安装。
4 结语
龙滩水电站1#机组定子绕组安装中采用了多项新技术、新工艺和新材料,值得同行学习和借鉴。
(1)定子线棒嵌入线槽前,在线棒直线段缠绕填充硅有机树脂半导体胶的绕包带。硅有机树脂半导体胶固化后略膨胀并呈弹性,保证厂线棒防晕层与铁芯良好的接触,有效降低了槽电位。
(2)端箍采用Φ50玻璃丝绳注胶固化工艺。端箍在轴向无绝缘支撑架,且上下层线棒之间五层间端箍结构。该工艺安装简单,线棒紧靠端箍,且和槽内半导体硅胶联合受力,抗机械应力性能好。