航天元器件关键工艺的统计过程控制方法
2012-07-11贾彬,段超
贾 彬,段 超
(中国空间技术研究院 宇航物资保障事业部,北京100094)
0 引言
统计过程控制(statistical process control,SPC),是指用统计技术对生产过程的各个阶段进行评价和监控,该方法目前较为成熟地应用于各行业大规模生产过程中,军标生产线普遍使用SPC作为品质控制工具对关键生产工艺进行质量控制。由于航天产业的特殊性,大规模生产线较少,因此SPC在航天产品的研制工作中较难具备应用条件。但作为元器件质量保证单位,一方面面对型号用户需求,须提供高品质的元器件质量保证服务;另一方面面对的是元器件生产厂,对他们提供的产品需代表用户方进行二方审查监督,因此有必要了解SPC的原理并用其指导工程实践。目前元器件质量保证试验工作中采用SPC数据统计控制进行分析处理的工作还不成熟,仅对生产厂提供的SPC控制结果进行检查已不能满足全面质量控制的要求。本文重点站在二方审查角度,通过使用SPC方法对航天元器件生产厂提交产品在元器件质量保证试验过程中进行统计控制,提出对航天常用元器件的关键工艺实施SPC具有现实的实践意义。
航天用元器件的键合丝如果在轨发生断裂、脱落,将直接影响整个集成电路的功能输出,进而影响整个单机产品乃至整个卫星的在轨使用。因此,对于集成电路的键合工艺将作为关键工艺进行工艺水平控制,这就使得采用SPC进行数据监控尤为重要。本文拟通过对宇航用户委托质量保证单位进行的某集成电路破坏性物理分析(简称DPA)试验项目中的键合剪切强度为数据源,以SPC理论中的-R原理为理论基础,提出对航天常用元器件的关键工艺进行 SPC,从而建立科学的预警模型的有效方法。
1 - R 控制图的基本原理
均值与极差控制图是计量值控制图中最为常用的一种质量工具,它是通过联合使用X控制图和R控制图,调查平均值X和极差R是否有异常变化来对工序进行控制的。其中X控制图用来控制平均值的变化;R控制图用来控制工序散差的变化[1-2]。
2 -R在关键工序数据监控的应用流程
将X-R控制图作为对航天用高可靠元器件关键生产工序进行监控的预警办法,采用科学的数学方法建立预警线(UCL),经由对试验数据进行整理,通过 SPC的理论进行数据监控和预警。当判断出某类元器件在某关键工艺上没有满足航天标准要求时,对出现波动的数据除按标准要求进行批拒收以外,还应对其潜在的工序能力进行判断,如出现数据异常应建立有效措施加以改进,其重点在于根据图 1的流程不断持续改进该重点工序的工序能力指数。
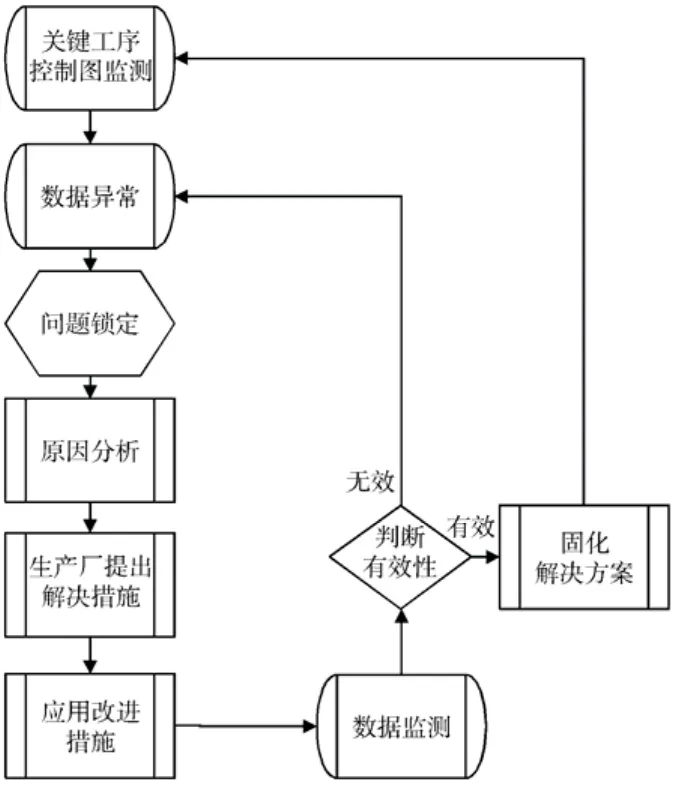
图1 使用控制图监控数据异常工作流程Fig. 1 The flowchart of using control chart to monitor the data anomaly
3 航天型号用集成电路键合工艺X- R控制图的建立
选取为航天型号供货的 XX厂采用同种工艺生产的同种型号的集成电路产品进行DPA键合拉力试验的试验数据为数据源。由于该种类器件芯片有4根引线,对同种型号集成电路DPA试验中键合强度的80余个试验数据进行拟合发现,该数据分布满足正态分布规律(如图2所示),因此,可以考虑使用SPC中的-R控制图对其关键工艺进行数据监控。在此前提下,将每个芯片得到的4个数据组成为一个数据单元,并形成22组建立X-R控制图的数据源,如表1所示。
经数据拟合,该工序满足的正态分布概率函数表达式为[3]

其中:21.764=u;5.952=σ。
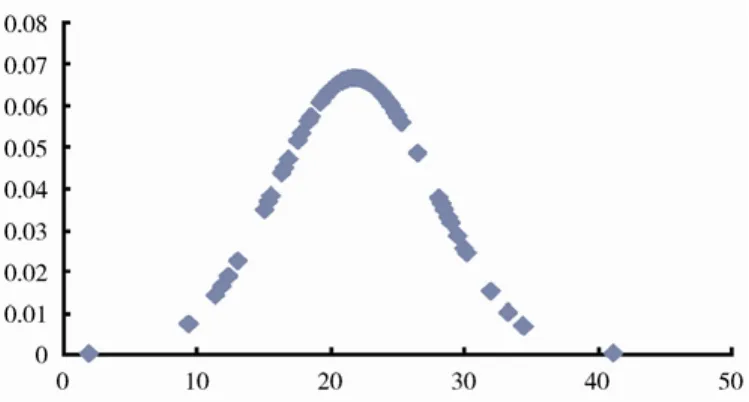
图2 集成电路键合工艺的正态分布拟合Fig. 2 Normal distribution fitting curve of the bond strength of the integrated circuit
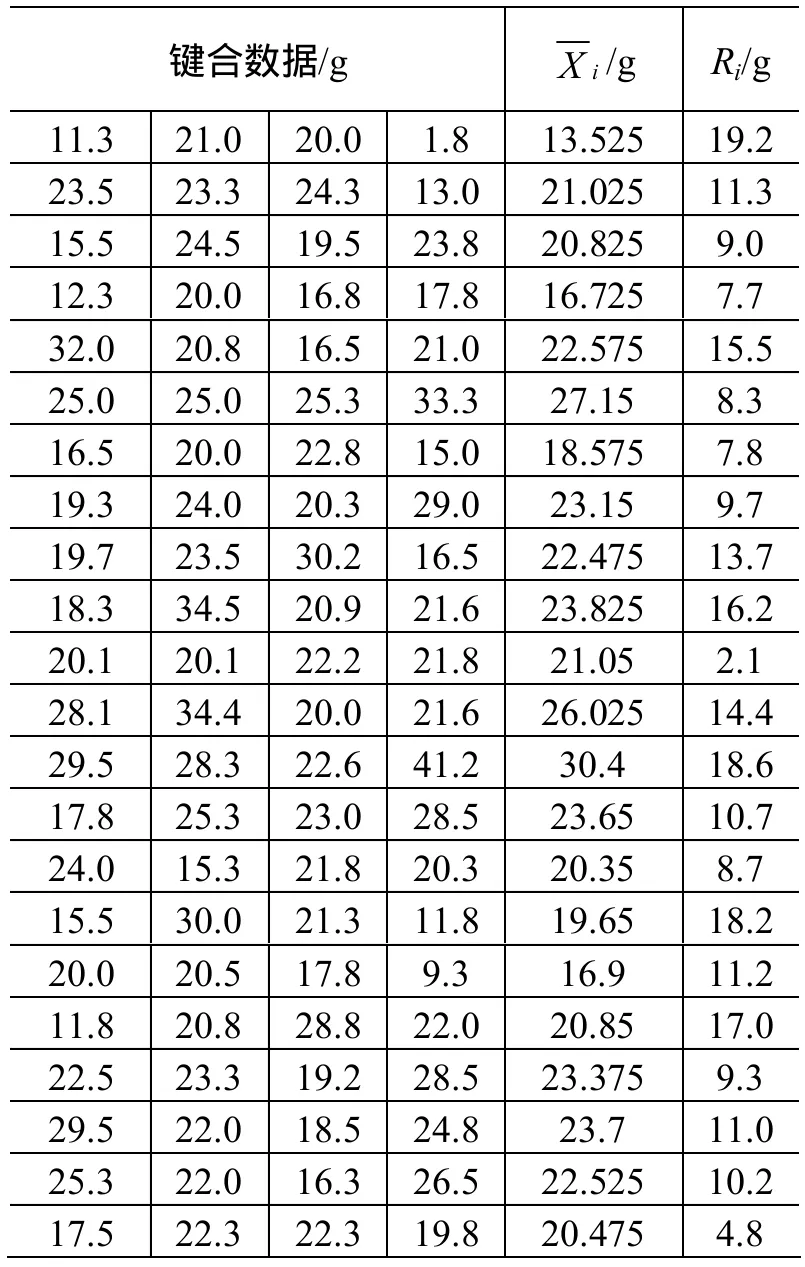
表1 XX 厂XX型号集成电路键合力数据计算表Table 1 Coefficients of the control chart
根据GB/T 4091—2001规定,在X-R控制图中必须先作R图。如果先作图,则由于此时R图还未稳定,所以的数据不可用;因此必须先进行R图判稳,再进行判稳[4]。
通过计算样本总均值得到=21.7636,R= 11.6,再计算R图的中心线及控制限为
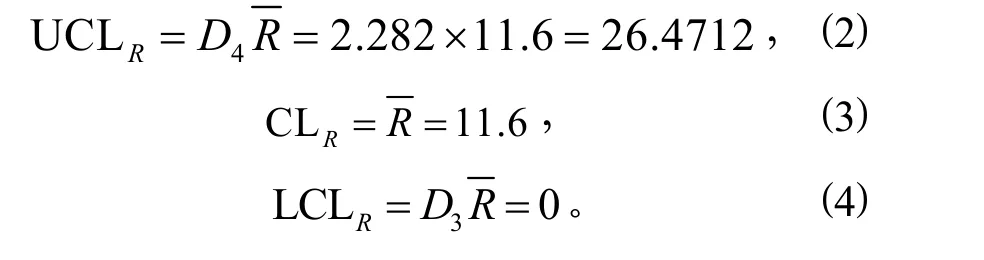
式中D3、D4为与样本容量有关的系数,根据表 2得[4],当子组大小为n=4时,D4=2.282。根据测试数据拟合成的极差控制图如图3所示。
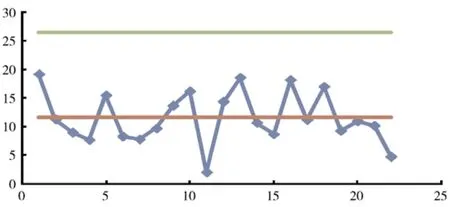
图3 XX厂键合工艺极差控制图Fig. 3 The control chart for the bond strength out of control
在Ri判稳后,再建立控制图。由于在n=4时,查表 2可得A2=0.729,再将=21.7636,= 11.6带入下式[5],得到该厂键合工艺的均值控制图(图4)。
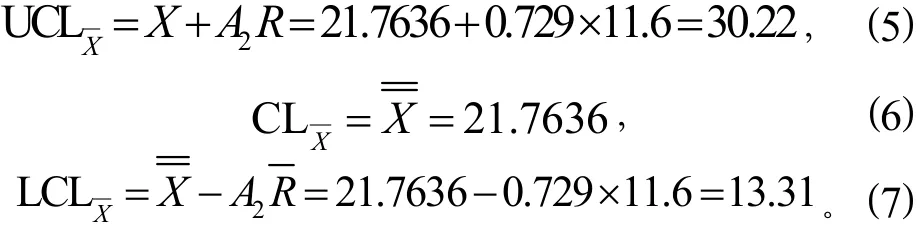
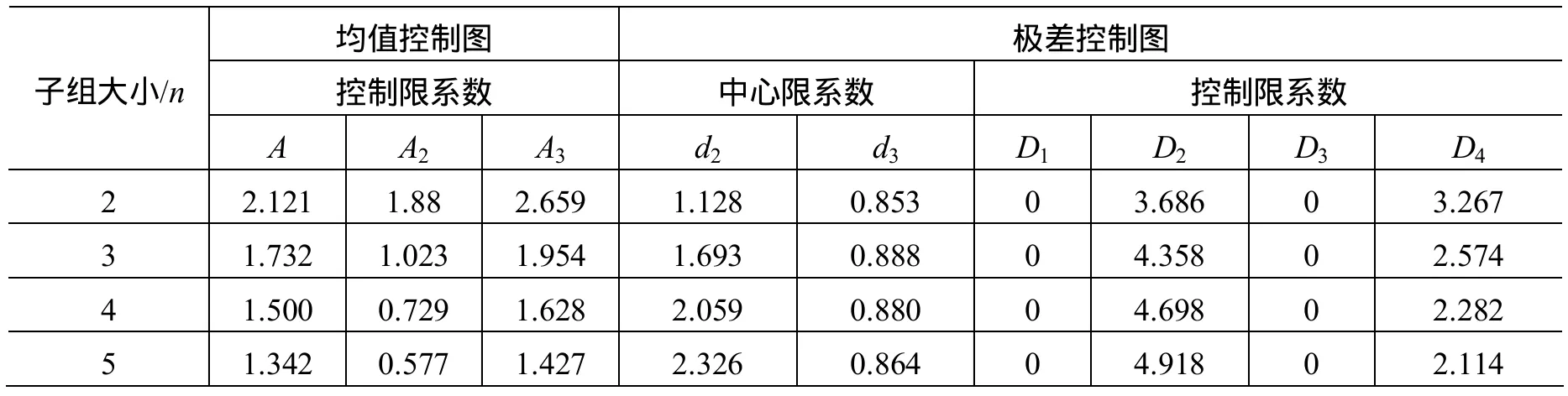
表2 计量控制图系数表Table 2 Coefficients table of the measurement control
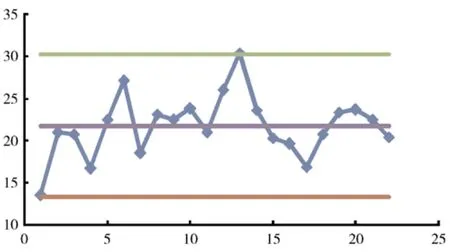
图4 XX厂键合工艺均值控制图Fig. 4 Control chart for the bond strength
4 过程能力指数的计算
根据GJB 548B《微电子器件试验方法和程序》的有关规定:对70 μm铝丝键合的强度要求是8 g[6],而没有上限要求,因此计算过程能力指数需采用单侧公差情况的过程能力指数。在本例中,标准中只有下限要求而没有上限要求,则下单侧过程能力指数计算为

其中当µ≤TL时,CpL=0。
将µ=21.7636g,TL=8 g,σ=5.952代入式(8)得

上述计算结果表明:XX厂铝丝键合工艺的过程能力指数相对较低,需要立即采取针对性措施加以改善。
综上所述,该厂键合工艺(以70 μm铝丝为例)符合正态分布规律,说明该厂键合工艺的极差控制在数据统计上是受控的,通过采用单边过程能力指数计算出该关键工艺的过程能力指数为0.77,过程能力控制相对薄弱,需要结合其工艺过程查找问题原因。元器件质量保证单位也应结合型号实际需要,监督生产厂做好关键工艺的 SPC工作,以提高生产厂的工艺控制水平。
5 结束语
本文基于 SPC控制中的-R控制图监控方法,对航天元器件生产过程中的关键工艺过程进行SPC控制,并按照-R控制图要求,得到了该关键工序的控制限,同时结合标准判据,计算出XX厂对于70 μm铝丝键合的过程能力指数,提出针对控制限以外的合格产品的控制要求。
(
)
[1]周尊英, 刘海峰, 孙建国. 质量管理实用统计技术[M].北京: 中国标准出版社, 2009
[2]张凤荣. 质量管理与控制[M]. 北京: 机械工业出版社,2006
[3]秦现生. 质量管理学[M]. 2版. 北京: 科学出版社,2008
[4]全国质量专业技术人员职业资格考试办公室. 质量专业理论与实务[M]. 北京: 中国人事出版社, 2010
[5]陈俊芳. 质量改进与质量管理[M]. 北京师范大学出版社, 2007
[6]GJB 548B微电子器件试验方法和程序[S]. 2007-07(2005-10-02颁布; 2006-01-01实施)
