张河湾抽水蓄能电站1号机组转子安装出现的问题及解决方法
2012-07-10王国柱1林志宏1
王国柱1,2,林志宏1
(1.华北电力大学,河北 保定 071003;2.河北张河湾蓄能发电有限责任公司,河北 石家庄 050300)
1 概述
张河湾蓄能电站位于河北省石家庄市井陉县测鱼镇的甘陶河干流上。电站距石家庄市直线距离53km,公路里程77km,距井陉县城45km。电站总装机容量1000MW。本电站并入冀南电网,担任系统调峰、填谷、调频、调相及事故备用任务。
电站设计安装4台250MW发电电动机组,由VOITH-FUJI供货,由中国水电四局机电安装分局负责安装,发电电动机为半伞式(具有上、下导轴承,推力轴承在下部)、三相 、立轴、空冷、可逆式同步电机,带有空气冷却器的闭路循环空气冷却系统。发电电动机与水泵水轮机轴采用法兰螺栓连接。发电电动机组主轴采用分段轴结构。机组消防采用水喷雾灭火系统。
2 转子结构特点
该电站转子主要由转子中心体、磁轭和磁极组成。转子中心体与立筋为整体圆盘式焊接结构。整个中心体有9个立筋,即隔一个磁极位置有一个立筋。磁轭叠装在施工现场进行,磁轭由2mm厚的冲片堆叠而成,整个圆周每层6张冲片,采取每四层错叠一个磁极位置的方法叠入。设计磁轭高度为2920±2mm。按照厂家设计工艺,分别在磁轭高度为750mm(第一次压紧)、1500mm(第二次压紧)、2250mm(第三次压紧)和2920mm(第四次压紧)四个阶段进行压紧。其中厂家设计第一次压紧和第三次压紧只是对磁轭内侧的9个立筋位置用M36的螺栓进行压紧。另外两次(第二次和第四次)压紧则是通过162根M36的螺栓和9根M20的螺栓对整个磁轭进行压紧。拧紧扭距都为800N-M,转子上、下压板均为分块式结构。其中下压板9块,安装时通过临时布置在其底部的支撑进行调平。磁轭堆叠过程中应随时监控其水平度是否变化,尤其是在每次压紧后都应检查并调整其符合要求。在每个立筋位置的磁轭内部有一块上压板,磁轭堆叠完成后,将其连同磁轭一起把紧,在其上部还设计有一横键插入立筋上的挂钩内,此压板同时具有防止磁轭键跳出的作用。在磁轭外部有一圈厚度为20mm的分块式压板,将磁轭牢牢压住。轴向通过两对T型键将立筋与磁轭固定,径向则是在立筋和磁轭之间塞入弹簧板,将立筋背后的顶丝把紧,以使弹簧板变形,从而达到固定磁轭的目的。转子设计9对磁极,为了避免因叠片过程中铁片的错位导致磁极挂装困难,磁极挂装前要用“鸽尾”状拉刀对磁极键槽进行拉铣。磁极与磁轭之间采用上、下两对径向键来固定。
3 安装过程中出现的问题及解决方法
(1)磁轭冲片运输途中受损。2006年11月12日,VFH所供的转子组装设备等150箱到达天津新港。由于在从日本到天津的运输途中,遇上风浪,货物出现不同程度的破损。其中65箱是转子磁轭冲片,通过与厂家协商,决定由厂家负责对其中受损的磁轭冲片进行现场处理。处理主要是平整、去毛刺和浮锈。处理了8760片,其中有136片受损严重无法修复。1号机转子叠片是用处理过后的磁轭冲片
(2)磁轭紧度不够。该电站抽水蓄能机组设计转速333.33rpm,转子设计9对磁极,磁极外径2770mm,每个磁极重约6.5t。这就意味着,机组运行过程中转子磁轭不仅是内部与转子中心体立筋连接的部位要承受由自身重量和磁极重量带来的径向力;磁轭外部与磁极连接的部位还要承受因磁极重量和机组转动带来的巨大双向离心力。为此,磁轭的紧度至关重要。
该电站1号机转子安装过程中,当将磁轭堆叠至设计高度,并按照厂家设计扭矩要求将磁轭永久螺杆把紧之后发现:上、下部磁轭仍然存在约2mm的间隙。如图1所示,用“一”字螺丝刀可以轻松插进磁轭当中。

图1 磁轭紧度检查
检查磁轭内部发现磁轭紧度同样不能满足要求。磁轭紧度不够不仅会导致磁轭与转子中心体立筋之间、磁极与磁轭之间的连接不够牢固,影响机组的安装质量而且还会对后续磁极键槽的拉铣造成困难。如图2所示,磁极键槽拉铣过程中,拉刀将一张张磁轭层层翻起,不仅导致拉铣时间延长,更重要的是磁极键槽的拉铣质量不能满足磁极安装要求。
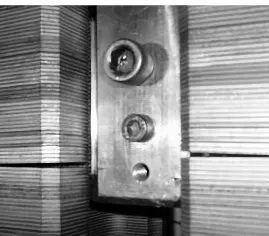
图2 磁极键槽拉铣时磁轭层层翻起
施工现场经过反复检查磁轭冲片厚度,发现磁轭冲片内、外薄、中间厚是造成此不良现象的直接原因。在用厂家到货的厚度为1mm的补偿片进行多次调整都未达到要求的情况下,当时采取了3种措施进行补救:①加工楔形补偿片塞入磁轭间隙中,即将厂家提供的厚度为2mm的磁轭冲片切下,到加工厂磨成前端为1mm的楔型片将其塞入磁轭当中。如图3所示。②在磁轭堆叠过程中,将原来厂家设计的第一次压紧和第三次压紧时只压紧磁轭内部9根M36螺杆的方法,改为采用162根螺栓全部压紧,从而避免由于磁轭过高使压紧力不能传递到磁轭底部的影响。③增加永久螺杆的扭钜。在满足永久螺杆材料的屈服强度σy和安全系数Sf的前提下将原来设计扭矩800N-m提高到1000N-m。从而增加片间压力。

图3 叠片过程中加入楔形片
事实证明,采取上述措施后,磁轭紧度有了很大的改观,测量间隙由4~5mm缩小为1.5~5.5mm,现场督导确定再在转子上端向下测量约220~250mm处再加2mm的楔形片两层,个别位置加4层小片(仅1处)和3层小片(4处)。
2007年4月8日完成加片,4月9日完成压紧,满足了厂家设计要求,有效保证了磁轭与转子中心体之间的连接及磁轭和磁极之间的连接质量。
(3)分块式下压板的调整。该蓄能电站转子制动环直接用螺栓与下压板把合,所以安装时下压板的水平度将直接影响后续制动环安装的水平度。转子组装时,当转子中心体在支撑上调平后,按照标记安装下压板,并对其进行调整,使其径向水平度≤0.5mm,轴向波浪度≤1.5mm。检查下压板与立筋、下压板与挂钩之间的间隙符合要求后进行磁轭堆叠。首先将磁轭堆叠至约100mm高。用导向销钉检查压板和磁轭的螺栓孔是否同心,若不同心则进行调整。再次检查下压板的水平度符合要求后继续进行磁轭堆叠。当堆叠至第一次压紧高度后,穿入临时压紧螺杆并对称把紧。把紧后检查发现下压板的水平度较差,分析其原因是因为:各块压板之间没有任何关联,压紧过程中,不同位置的螺栓将相应位置的压板提起且提起的高度不一。为了保证磁轭压紧过程中螺栓的拉紧力矩一致,磁轭压紧均匀,各块下压板的水平度应该保持一致。为此,如图4所示,安装单位制作了专门的小挡块,在磁轭压紧前,下压板波浪度符合要求的前提下,将其搭接焊在相邻的两块下压板上,从而将各分块下压板连成一个整体,这样,螺栓压紧时,各块压板一起受力,从而保证整个一周磁轭的压紧度一致。磁轭压紧结束,拆出临时压紧螺杆,检查下压板波浪度符合要求后即可以继续进行磁轭堆叠。当磁轭最终叠装完成,压紧结束,永久螺杆全部安装完毕,并按照图纸设计扭矩打紧后,再次检查下压板的水平度及各分块压板的波浪度依然符合设计要求。此时即可磨去小挡块。

图4 各分块压板之间搭焊小挡块
4 结语
该蓄能电站发电电动机采用进口设备,国内安装单位对设备制造厂家的设计理念、制造水平知之甚少。1号机组转子安装过程中遇到的几个问题是也是安装单位首次遇到,在进行处理的同时施工周期被大大延长,业主单位积极协调设计、监理、厂家和施工单位的关系,合理安排工期,对发现的问题一查到底,1号机组转子经过现场处理,满足了生产厂家的工艺标准,经过近五年的运行,各项指标符合合同要求。