炭布叠层穿刺C/C复合材料螺栓连接件微观组织和力学性能①
2012-07-09李克智郭领军李贺军高全明李照谦
王 杰,李克智,郭领军,李贺军,李 伟,高全明,李照谦
(1.西北工业大学 凝固技术国家重点实验室,西安 710072;2.晋西工业集团有限责任公司 质量检验中心,太原 030027)
炭布叠层穿刺C/C复合材料螺栓连接件微观组织和力学性能①
王 杰1,李克智1,郭领军1,李贺军1,李 伟1,高全明2,李照谦1
(1.西北工业大学 凝固技术国家重点实验室,西安 710072;2.晋西工业集团有限责任公司 质量检验中心,太原 030027)
以炭布叠层穿刺结构作为预制体,通过热梯度化学气相沉积(TCVI)工艺,制备了C/C复合材料,并沿不同纤维增强方向加工出C/C复合材料螺栓。考虑到机械加工对C/C复合材料性能的损伤,提出了C/C复合材料螺栓力学性能的测试方法,通过自行设计的模具,对所制备连接件的力学性能进行了测试表征,并利用偏光显微镜(PLM)和扫描电子显微镜(SEM),对C/C复合材料螺栓的微观组织结构及断口形貌进行了分析。结果表明,所制备的螺栓具有较好的抗拉和抗剪能力,沿平行于炭布X-Y面方向(xy向)加工的C/C复合材料连接件具有较高的力学性能,螺柱的抗拉强度和剪切强度分别为 52.3 MPa 和 49.8 MPa,圆柱销剪切强度为 52.2 MPa。
炭/炭复合材料;螺栓;连接;力学性能
0 引言
C/C复合材料是一种新型超高温结构复合材料。由于其具有密度低、比模量高、比强度大、耐高温、耐热冲击、生物相容性好等优异性能[1-2],已用于航空航天、机械制造、生物医学等领域,如固体火箭发动机喷管、喉衬、飞机刹车盘、高温紧固件、人工关节等[3-4]。然而,对大尺寸、形状复杂的C/C复合材料构件的制备,存在成本高、周期长、难以一次编织成型等问题。因此,研究开发可靠的连接技术,对C/C复合材料的应用具有重要意义。
C/C复合材料可采用机械连接、扩散连接、钎焊和胶接等进行连接。机械连接主要采用耐熔金属或C/C复合材料螺栓等连接件进行连接[4],这也是目前连接C/C复合材料的主要方法。然而,对其他几种连接技术国内外学者也进行了大量研究[5-12],并逐渐得到更多的关注,但目前还处于实验室阶段,工程应用较少。螺栓连接简单可靠,装卸方便,虽然在孔附近存在较大的应力集中,但通过合理的机械设计,可保证接头的强度和可靠性。因此,易于在工程实际中应用。目前,国外已将C/C复合材料螺栓用于航空航天部件的连接,并对螺栓连接件力学性能提出了一些评价测试的方法[13-14]。由于C/C复合材料制备成本较高,国内在高性能C/C复合材料螺栓的制备、性能测试分析方面研究较少,尚未见有公开文献报道。因此,制备出高性能C/C复合材料连接件,可为航空航天工业特殊构件的连接提供一种有效途径。
本文以制备的C/C复合材料螺柱、圆柱销为研究对象,通过自行设计的模具,对螺柱和圆柱销的力学性能进行测试分析,研究了加工方向对C/C复合材料螺柱和圆柱销性能的影响。
1 实验
1.1 原材料及试样的制备
实验以3k纤维穿刺炭布(经纬炭纤维布)叠层为预制体。首先,在N2气氛保护下进行预处理;然后,以天然气作为前驱体,采用热梯度化学气相沉积(TCVI)工艺在950~1 100℃进行致密化,制备了较高密度的C/C复合材料。C/C复合材料经高温石墨化处理之后,进行机械加工,分别沿平行于炭布X-Y面方向(xy向)和纤维穿刺Z方向(z向),加工出C/C复合材料螺柱、圆柱销等机械连接件,C/C复合材料连接件制备过程如图1所示。

图1 C/C复合材料连接件制备流程图Fig.1 Preparation process of C/C composite bolts
1.2 性能测试与表征
采用体积法测试制备的炭布叠层C/C复合材料的密度为1.75 g/cm3。通过Leica DMLP偏光显微镜(PLM),观察了所制备炭布叠层C/C复合材料的微观组织结构。采用自行设计的夹具,在CMT5304-30kN微机控制电子万能试验机上,对试样的力学性能进行测试。在ZEISS SUPRA-55型扫描电镜(SEM)下,观察了螺柱剪切断口形貌。
2 结果与分析
2.1 连接件力学性能测试与评价
C/C复合材料是各向异性材料,不同的加工方法对所制备C/C复合材料连接件的力学性能有较大的影响,因此C/C复合材料本身的强度与C/C复合材料连接件的性能会有一定差异。为了更好地评价C/C复合材料连接件本身的性能,本文采用自行设计的夹具,对沿不同加工方向的C/C复合材料螺柱和圆柱销进行测试,以便对照分析。
2.1.1 螺柱拉伸性能测试分析
将所制备C/C复合材料加工成M8标准螺纹,螺纹长度≥25 mm。螺纹拉伸强度测试方法如图2所示。通过万能试验机夹具将2个钢螺母分别夹紧,然后加载进行拉伸性能测试。螺柱拉伸强度计算式为

式中 σt为螺柱拉伸强度,MPa;F为最大载荷,N;d2为螺纹小径,mm。

图2 C/C复合材料螺柱拉伸性能测试图Fig.2 Photograph of tensile strength test of C/C composite bolts
实验测试结果如表1所示。从表1可看出,炭布叠层C/C复合材料沿z向和xy向加工的螺柱拉伸性能差异不大,沿2个方向加工的螺柱均有较高的抗拉强度。其中,沿xy向加工的C/C复合材料螺柱抗拉强度更高一些,为52.3 MPa。在拉伸实验中,均为螺纹被拉脱,而导致连接的失效。这是由于在螺纹牙处很多炭纤维在机加时被切断,C/C复合材料的整体性受到较大的损伤,螺纹的强度要比C/C复合材料本身的拉伸强度小很多。图3为炭布叠层C/C复合材料螺柱拉伸性能测试曲线。C/C复合材料属于脆性材料,但常表现出一定的假塑性[15]。进一步分析位移-载荷曲线可知,螺柱承载载荷呈现阶梯型上升,反映了螺纹的逐渐破坏。这主要是由于螺柱各圈上的螺纹受力不一样,第一圈螺纹受拉破坏,后面的螺纹仍能起到承载的作用,不会立即破坏。当达到最大承载力后,螺纹被拉脱,以致完全失效。

表1 C/C复合材料螺柱拉伸性能测试结果Table 1 Results of tensile strength of C/C composite bolts
图3 C/C复合材料螺柱拉伸测试曲线Fig.3 Curves of tensile test of C/C composite bolts
2.1.2 C/C复合材料螺柱剪切性能测试分析
C/C复合材料螺柱剪切强度测试装置如图4所示。设计2个带有标准M8螺纹孔的L型45#钢夹具,将C/C复合材料螺柱与两夹具螺纹孔相配合,置于带有导向槽的方形套筒中,夹具装配好后,在万能试验机上进行压缩剪切测试。
通过试验机施加压力载荷,测试螺柱剪切强度。螺柱剪切强度计算式为

式中 τs为螺柱剪切强度,MPa。
表2为炭布叠层C/C复合材料螺柱剪切强度测试结果。从表2中可看出,沿2种方向加工的螺柱剪切强度差异较大。其中,沿xy方向加工的C/C复合材料螺柱具有较高的剪切强度,为49.8 MPa;而沿z方向加工的C/C复合材料螺柱剪切强度较小,为20.6 MPa。这主要是由于炭布层间结合力较弱,虽然有炭纤维的增强作用,但沿z方向加工的螺柱剪切强度仍相对较低。图5为C/C复合材料螺柱剪切测试位移-载荷曲线。从图5可看出,螺柱均成脆性断裂。

图4 C/C复合材料螺柱剪切强度测试图Fig.4 Photograph of shear strength test of C/C composite bolts

表2 C/C复合材料螺柱剪切性能测试结果Table 2 Results of shear strength of C/C composite bolts
图5 C/C复合材料螺柱剪切性能测试曲线Fig.5 Curve of shear strength test of C/C composite bolts
2.1.3 C/C复合材料圆柱销剪切性能测试分析
C/C复合材料圆柱销剪切强度测试装置和测试方法与螺柱剪切强度的测试类似,所不同的是2个L型45#钢夹具上为φ8.5 mm圆孔。圆柱销剪切强度计算式为

式中 τp为圆柱销剪切强度,MPa;d为圆柱销直径,mm。
表3为炭布叠层C/C复合材料圆柱销剪切强度测试结果。从表3可看出,与螺纹剪切强度类似,相对于沿z方向加工的C/C复合材料圆柱销,沿xy方向加工的C/C复合材料圆柱销具有较高的剪切强度。与螺纹剪切强度相比较,沿2种方向加工的圆柱销剪切强度接近,但相应地都略有提高,这说明经过螺纹加工,C/C复合材料的强度有一定损伤。

表3 C/C复合材料圆柱销剪切性能测试结果Table 3 Results of shear strength of C/C composite straight pins
图6为C/C复合材料圆柱销剪切性能测试位移-载荷曲线图。从图6可看出,炭布叠层C/C复合材料圆柱销剪切呈典型的脆性破坏。
图6 C/C复合材料圆柱销剪切性能测试曲线Fig.6 Curves of shear strength test of C/C composite straight pins
2.2 微观组织结构
根据在偏光显微镜(PLM)下呈现出光学活性强弱的不同。热解炭可分为各向同性炭(ISO)、暗层(DL)、光滑层(SL)和粗糙层(RL)4种组织[16]。图7(a)为所制备C/C复合材料偏光组织照片。从图7(a)中可看出,所沉积的热解炭主要是SL组织(黑色箭头所示),并存在一部分RL组织(白色箭头所示)。SL组织的热解炭沿纤维表面生长,与纤维结合紧密,在PLM下光学活性稍弱,呈现明显的十字消光。RL组织的热解炭较少,主要围绕纤维束周围,在外层生长,在PLM下光学活性较强。图7(b)为所制备C/C复合材料RL组织的微观形貌。
通过RL组织的SEM照片,进一步证实了RL组织的存在,并主要生长在纤维束外表面,厚度约为7 μm。研究表明,C/C复合材料力学性能与热解炭微观组织结构有关,光滑层(SL)组织的热解炭可提高C/C复合材料的强度,而粗糙层(RL)热解炭有利于改善C/C复合材料的韧性[17]。因此,RL组织的存在会对C/C复合材料螺栓的韧性有一定改善,这与之前螺栓拉伸性能测试曲线表现出一定假塑性的结果相一致。进一步分析图7(a)可知,RL组织与SL组织界面结合较弱。经过剪切测试后,裂纹会沿RL与SL组织界面扩展(黑色线圈所示),且RL组织热解炭内部也会发生断裂(白色线圈所示)。
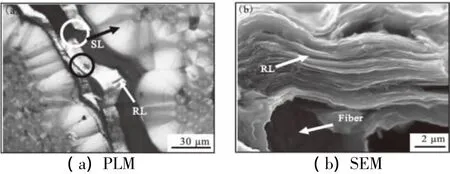
图7 C/C复合材料微观组织和形貌Fig.7 Morphology of C/C composite
2.3 螺柱剪切断口形貌
图8为螺柱剪切断口形貌SEM照片。图8(a)和图8(b)分别为沿xy向和z向加工的螺柱剪切断口形貌。从图8(a)中可看出,沿xy向加工的炭布叠层C/C复合材料螺柱剪切断口主要为脆性断裂,同时有一部分纤维拔出与脱粘,呈现出台阶状的断裂模式,而从图8(b)沿z向加工的螺柱剪切断口较为平整,为明显的脆性断裂。图8(a)可看出,纤维束内热解炭沉积较为致密(白色箭头所示),层间还有一些较大的孔隙(白色线圈所示)。这是由于C/C复合材料炭布铺层间的间隙较大,进行致密化较为困难,这也导致炭布层间界面结合较弱,抗剪能力较低。因此,沿xy向加工的螺柱,虽然沿z向穿刺的纤维束会对xy向纤维铺层造成一定的损伤,但仍有较多的纤维束进行承载,故剪切强度较高,而沿z方向加工的螺柱,由于层间结合力较弱,主要靠穿刺纤维承载,剪切强度就相对较低。

图8 C/C复合材料螺柱剪切断口形貌SEM照片Fig.8 Rupture morphology of C/C composite bolts
3 结论
(1)采用TCVI工艺所制备的炭布叠层C/C复合材料的热解炭微观组织结构为光滑层(SL)和粗糙层(RL)的混合组织,且以光滑层为主。
(2)炭布叠层C/C复合材料连接件具有较好的力学性能。其中,沿xy向加工的螺柱综合性能较为优异,抗拉强度和剪切强度均较高,分别为52.3 MPa和49.8 MPa;沿xy向加工的 C/C圆柱销剪切强度为52.2 MPa。
(3)机械加工对螺纹处纤维损伤严重,导致螺柱拉伸均为拉脱破坏,但表现出一定的假塑性,不会导致灾难性破坏;而螺柱剪切主要为脆性断裂。
[1]Torsten Windhorst,Gordon Blount.Carbon-carbon composites:a summary of recent developments and applications[J].Material& Design,1997,18(1):11-15.
[2]李贺军.炭/炭复合材料[J].新型炭材料,2001,16(2):79-80.
[3]赵渠森.先进复合材料手册[M].北京:机械工业出版社,2003,5.
[4]郭正,赵稼祥.炭/炭复合材料的研究与进展[J].宇航材料工艺,1995(5):1-7.
[5]Dadras P,Ngai T T,Mehrotra G M.Joining of carbon-carbon composites using boron and titanium disilicide interlayers[J].Journal of the American Ceramic Society,1997,80(1):125-132.
[6]Salvo M,Lemoine P,Ferraris M,et al.Joining of carbon-carbon composites for thermonuclear fusion applications[J].Journal of the American Ceramic Society,1997,80(1):206-212.
[7]Isola C,Salvo M,Ferraris M,et al.Joining of surface modified carbon-carbon composites using a barium-aluminum-boro-silicate glass[J].Journal of the European Ceramic Society,1998,18(8):1017-1024.
[8]Masashi Koyama,Hiroshi Hatta,Hiroshi Fukuda.Effect of temperature and layer thickness on these strengths of carbon bonding for carbon-carbon composites[J].Carbon,2005,43(1):171-177.
[9]马文利,毛唯,李晓红,等.采用银基活性钎料钎焊炭/炭复合材料[J].材料工程,2002(1):9-11.
[10]席琛,李贺军,李克智.钨酚醛树脂连接炭/炭复合材料的工艺研究[J].炭素技术,2005,24(2):17-20.
[11]林晓秋,李克智,李贺军,等.表面改性C/C复合材料与LAS玻璃陶瓷的连接[J].航空学报,2009,30(2):380-384.
[12]强琪,李克智,高全明,等.炭纳米管增强YAST微晶玻璃连接C/C复合材料与LAS陶瓷[J].固体火箭技术,2010,33(4):459-462.
[13]McCarthy M A,McCarthy C T,Padhi G S.A simple method for determining the effects of bolt-hole clearance on load distribution in single-column multi-bolt composite joints[J].Composite Structures,2006,73(1):78-87.
[14]Do-Wan Lim,Tae-Hwan Kim,Jin-Ho Choi,et al.A study of the strength of carbon-carbon brake disks for automotive applications[J].Journal of the European Ceramic Society,2008,86(1-3):101-106.
[15]Guellali M,Oberacker R,Hoffmann M J.Influence of the matrix microstructure on the mechanical properties of CVI-infiltrated carbon fiber felts[J].Carbon,2005,43(9):1954-1960.
[16]Bourrat X,Trouvat B,Limousin G,et al.Pyrocarbon anisotropy as measured by electron diffraction and polarized light[J].Journal of Materials Research,2000,15(1):92-101
[17]Reznik B,Guellali M,Gerthsen D,et al.Microstructure and mechanical properties of carbon-carbon composites with multilayered pyrocarbon matrix[J].Materials Letters,2002,52(1-2):14-19.
Microstructure and mechanical properties of C/C composite bolts
WANG Jie1,LI Ke-zhi1,GUO Ling-jun1,LI He-jun1,LI Wei1,GAO Quan-ming2,LI Zhao-qian1
(1.State Key Laboratory of Solidification Processing,Northwestern Polytechnical University,Xi'an 710072,China.2.Quality testing center,Jinxi Industries Group Corporation,Taiyuan 030027,China)
Using laminated carbon cloth with punctured carbon fibers as preform,high density C/C composites were prepared by thermal gradient chemical vapor infiltration(TCVI)technology.C/C composites bolts were fabricated by machining processing along different fiber reinforced direction.The methods were proposed to evaluate mechanical properties of C/C composite mechanical joints and the mechanical properties were measured by special clamps.The microstructure and rupture morphology were observed and analyzed by polarization microscope(PLM)and scanning electron microscope(SEM).The results show that C/C composite bolts machined along the direction of carbon cloth(xy direction)have better mechanical properties.The tensile strength and shear strength of C/C composite bolts are 52.3MPa and 49.8MPa respectively.The shear strength of C/C composite straight pin is 52.2 MPa.
carbon/carbon composites;bolts;joining;mechanical property
TB332
A
1006-2793(2012)02-0248-05
2011-09-10;
2011-10-08。
国家自然科学基金项目(50832004),航天支撑技术基金项目。
王杰(1983—),男,博士,主要研究方向为C/C复合材料的连接。
李克智,教授。E-mail:likezhi@nwpu.edu.cn
(编辑:薛永利)