三维针刺C/C-SiC复合材料的烧蚀性能①
2012-07-09王玲玲嵇阿琳黄寒星闫联生
王玲玲,嵇阿琳,黄寒星,王 航,崔 红,闫联生
(1.西安航天复合材料研究所,西安 710025;2.高性能炭纤维制造及应用国家地方联合工程研究中心,西安 710089)
三维针刺C/C-SiC复合材料的烧蚀性能①
王玲玲1,2,嵇阿琳1,2,黄寒星1,2,王 航1,2,崔 红1,2,闫联生1,2
(1.西安航天复合材料研究所,西安 710025;2.高性能炭纤维制造及应用国家地方联合工程研究中心,西安 710089)
采用“化学气相渗透+先驱体浸渍裂解”(CVI+PIP)混合工艺,制备了三维针刺C/C-SiC复合材料,使用氧气流量和乙炔流量之比为2∶1的氧乙炔焰,研究了复合材料的烧蚀性能,烧蚀时间长达600 s;分别用扫描电镜和表面能谱,分析了烧蚀表面的形貌和成分。结果表明,复合材料的线烧蚀率和质量烧蚀率的平均值分别是0.004 3 mm/s和0.001 4 g/s。烧蚀表面不同区域微观形貌和烧蚀机理不同,烧蚀中心以基体氧化流失、C纤维的氧化以及气流冲刷为主;在过渡区域,烧蚀是以SiC基体的氧化和气流冲刷为主;烧蚀边缘则以SiC基体的热氧化为主。C/C-SiC复合材料在氧-乙炔条件下的烧蚀机制是热化学烧蚀、热物理烧蚀和机械冲刷的综合作用。
三维针刺;“CVI+PIP”;C/C-SiC复合材料;烧蚀性能
0 引言
C/C-SiC复合材料是一种新型结构材料,具有低密度、高强度、耐高温、抗烧蚀和抗冲刷等优异性能,同时具有比C/C复合材料更好的抗氧化性,已逐步用于如重复使用飞行器热防护面板、高超声速冲压发动机燃烧室及喷管延伸段等航天航空领域[1-7]。在这些使用环境中,对材料的抗烧蚀性能要求极高。材料的烧蚀性能是评价和衡量航天领域热结构和热防护材料的重要指标,也是进行结构设计的关键参数。
评价材料耐烧蚀性能的试验方法主要有氧乙炔烧蚀、等离子烧蚀、电弧风洞等。氧乙炔烧蚀装置简单、成本低、操作方便,是用于材料模拟烧蚀实验的一种简便有效的方法[8]。但有关C/C-SiC复合材料氧乙炔烧蚀性能报道中,烧蚀条件基本上都是基于标准《烧蚀材料烧蚀试验方法》(GJB323A—96)[9-10],该标准中规定的烧蚀条件氧气浓度较低,烧蚀时间短且火焰到试样表面温度过高,不能准确表征C/C-SiC复合材料的烧蚀性能。
本文鉴于C/C-SiC复合材料长时间氧化的烧蚀环境,首次使用一种氧气与乙炔流量比例为2∶1的氧乙炔焰,烧蚀时间长达600 s。研究了采用“化学气相渗透法+先驱体浸渍裂解法”(CVI+PIP)混合工艺制备的三维针刺C/C-SiC复合材料的烧蚀性能,并对材料的烧蚀机理进行了分析。
1 实验
1.1 C/C-SiC复合材料的制备
采用日本Toray公司的T700-12K炭纤维,制备三维针刺预制体。采用“CVI+PIP”的混合工艺,进行基体复合致密化,CVI采用丙烯-N2气体体系。PIP工艺采聚碳硅烷-二甲苯浸渍剂,加压浸渍-裂解,循环致密数周期后得到复合材料。烧蚀试验用试样尺寸为φ30 mm ×10 mm,试样平均密度为 1.702 g/cm3。
1.2 烧蚀试验
用氧-乙炔火焰烧蚀试样表面,考虑到C/C-SiC复合材料长时间抗氧化的使用环境,采用喷嘴直径为2 mm,氧乙炔枪口到试样表面中心距离为20 mm。氧气流量与乙炔流量之比为2∶1,烧蚀时间为600 s。烧蚀试验前后,分别用千分表(分辨率:0.01 mm)和电子天平(分辨率:0.1 mg)测试试样的烧蚀中心厚度与质量,线烧蚀率和质量烧蚀率按下式计算:

式中R1和Rm分别为线烧蚀率和质量烧蚀率;l0和lt分别为烧蚀前后中心厚度;m0和mt分别为烧蚀前后试样质量;t为烧蚀时间。
1.3 测试分析
采用阿基米德排水法,测试试样的体积密度;采用Marathon双色集成式红外测温仪,测试烧蚀试验时产品表面温度;采用JSM-6460LV型扫描电子显微镜,观察复合材料烧蚀后的显微形貌;采用SYSTEM SIX能谱仪,对烧蚀面进行了元素分析;采用Marathon双色集成式红外测温仪,测试烧蚀过程中产品表面温度。
2 结果及讨论
2.1 C/C-SiC复合材料结构特征
图1是C/C-SiC复合材料组成结构的微观分析图。图中,“1”所指结构为炭纤维,可观察到材料中有大量炭纤维,纤维/纤维、纤维束/纤维束之间均存在一定的孔隙。“2”和“3”指示的结构为2种基体的形貌,对这2种基体进行能谱分析,结果如图2所示。

图1 复合材料中纤维和基体形貌Fig.1 Morphology of fibers and matrix of the composites

图2 2种基体的能谱分析Fig.2 Energy spectrum analysis of two kinds of matrix
由图2(a)可见,“2”所示结构为CVI-C基体,其沿着纤维周围生长,形成“包鞘”结构。由图2(b)可见,图1中块状或片状结构为SiC基体,它较好地填充了纤维束之间的大孔隙。
2.2 烧蚀结果分析
表1给出了三维针刺C/C-SiC复合材料的烧蚀结果。可看出,三维针刺C/C-SiC复合材料在氧化环境中进行烧蚀,烧蚀时间为600 s,线烧蚀率和质量烧蚀率平均值分别为 0.004 3 mm/s和0.001 4 g/s,且变异系数均较小,这说明三维针刺C/C-SiC复合材料的烧蚀性能较稳定。
2.3 烧蚀表面微结构分析
对烧蚀600 s后的C/C-SiC复合材料试样进行观察,试样表面中心部位有一明显烧蚀凹坑,如图3所示。根据宏观形貌和烧蚀程度,将材料表面分为Ⅰ、Ⅱ和Ⅲ3个区域。其中,Ⅰ区域为烧蚀中心区,Ⅱ区域为烧蚀中心与边缘过渡区,Ⅲ区域为烧蚀边缘区,每个区域内材料的烧蚀状况存在很大差异。分别对复合材料烧蚀后的3个区域进行微观结构观察,并对烧蚀机理进行讨论。

表1 三维针刺C/C-SiC复合材料的烧蚀率Table 1 Ablation rates of three dimensional needled C/C-SiC composites

图3 烧蚀表面宏观形貌及分区示意图Fig.3 Three positions of the ablation surface of the sample
2.3.1 烧蚀边缘区
边缘区距材料的烧蚀中心最远,因此在此区内,材料的表面温度和所承受的压强最低,相应此区域内,材料的烧蚀程度最低。图4为复合材料烧蚀后边缘的显微形貌。由图4(a)可见,只有部分SiC基体发生了氧化,氧化后生成的SiO2处于熔融态,附着在材料的表面。随着时间的推移,SiO2一部分被气流冲刷走,另一部分以玻璃态附着于烧蚀表面(图4(a)中白色物质),阻碍了下层材料的进一步氧化,从而降低了烧蚀表面边缘复合材料的烧蚀率。由图4(b)可见,CVI-C基体结构完整,基本未发生烧蚀,而CVI-C基体包围的裸露在表面的针刺纤维发生了轻微烧蚀,纤维端部成锥形。因此,边缘区以SiC基体的热氧化为主。
2.3.2 烧蚀过渡区
与烧蚀边缘区相比,该区域内到达材料表面的温度和压强都有所提高,材料的烧蚀程度也有所增强。图5为试样烧蚀过渡区SEM照片。

图4 试样烧蚀边缘SEM照片Fig.4 SEM photos of ablation edge of the samples
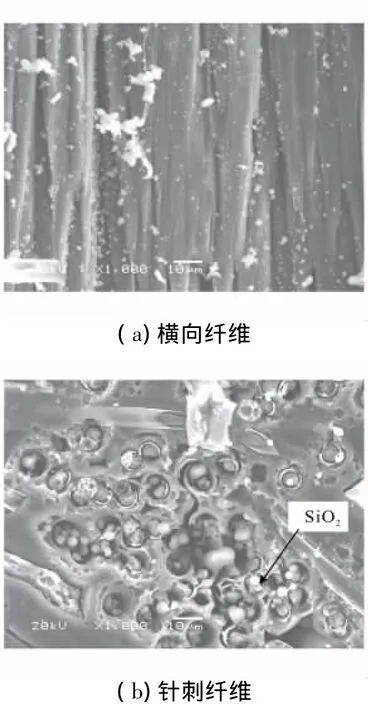
图5 试样烧蚀过渡区SEM照片Fig.5 SEM photos of ablation transition region of the samples
由图5(a)可见,材料表面横向纤维发生了一定程度的烧蚀,且有明显的冲刷痕迹,这是燃气流的冲刷作用所致。由图5(b)可见,材料中仍有大量SiC基体存在,但部分SiC基体氧化成SiO2球状颗粒,如图中所示。CVI-C基体包围裸露在表面的针刺纤维发生了严重的烧蚀,且纤维烧蚀后被SiO2球状颗粒所填充,这表明SiC基体较C纤维抗氧化性能好。SiO2球状颗粒形成机理:在较高温度下,部分SiC基体氧化生成液态SiO2,由于液态SiO2与C纤维、C基体和SiC基体的润湿性较差,从而在烧蚀后试样的降温冷却过程中,在液态SiO2的表面张力和热应力的作用下,收缩为球状颗粒。复合材料在此区域内的烧蚀机制主要以SiC的氧化和气流冲刷为主。
2.3.3 烧蚀中心区
材料烧蚀中心区域正对于火焰的中心,材料表面的温度最高,此处材料的烧蚀最为严重。图6给出了三维针刺C/C-SiC复合材料烧蚀后烧蚀中心区的显微形貌。观察图6(a)可见,大量前端呈针状的横向纤维,且SiC基体烧蚀严重。这是由于烧蚀中心表面测试最高温度为2 300℃,平均温度为2 200℃,且烧蚀时间长达600 s,随着时间积累,有较多热量积聚在材料的表面。C纤维的升华潜热为59.75 MJ/kg,SiC的升华潜热为19.83 MJ/kg。因此,在相同的热环境中,吸收相同的热量时,将有较多的SiC基体发生升华。同时,SiC基体温度不断升高,促使更多的SiC基体升华。另外,C纤维处于SiC基体的包围之中。因此,在烧蚀中心,SiC基体的烧蚀比C纤维严重。

图6 试样烧蚀中心区SEMFig.6 SEM photos of ablation centre of the samples
另一方面,氧乙炔焰流剧烈冲击材料表面,材料与氧化性气氛(氧气与乙炔的流量比为2∶1,因此火焰为氧化焰)反应[10],SiC基体、CVI-C基体和纤维均发生了严重氧化。SiC基体的氧化产物SiO2又被气流带走,使得SiC基体不断暴露在氧化性的气流中,且SiC基体的侵蚀速率随着温度的升高而加强,这就加速了SiC基体的氧化。随着2种基体烧蚀的不断进行,横向纤维逐渐裸露出来。对于裸露的C纤维来说,由于端部裸露的时间最长,受到燃气的冲刷力最大,烧蚀也越多,从而导致C纤维前端又细又尖,而后端相对较粗。
观察烧蚀中心的针刺纤维形貌,如图6(b)所示。CVI-C基体发生了严重的烧蚀,它包围的纤维则被烧蚀完。同时,可观察到C基体和SiC基体之间有较大空隙,表明2种基体交界处烧蚀严重,并可观察SiC基体被气流冲刷的痕迹。因此,在烧蚀中心区,复合材料的烧蚀机制以基体的氧化流失、纤维的氧化及气流冲刷为主。
对C/C-SiC烧蚀样烧蚀边缘、烧蚀过渡区和烧蚀中心分别进行元素分析,图7是C/C-SiC烧蚀样3个区域元素质量分数分布图。由图7可见,3个区域烧蚀产物中不仅含有C和Si,还含有O元素,这表示在烧蚀过程中,均有氧化反应发生,这与SEM分析结果是一致的。比较3个区域各元素的质量分数可知:烧蚀边缘O、Si元素质量分数最高,烧蚀过渡区稍微减少,而烧蚀中心O、Si元素质量分数迅速降低。这表明试样边缘烧蚀产物有大量玻璃态的SiO2;而烧蚀中心温度高热量不断积聚,SiC基体发生氧化和升华,氧化的产物SiO2也不断发生升华和气流冲刷,导致Si元素质量分数迅速降低,这表明该区域烧蚀要比边缘区域严重得多。
综上所述,在氧-乙炔焰流中600 s的烧蚀时间内,C/C-SiC复合材料的烧蚀机制是热化学烧蚀(氧化)、热物理烧蚀(升华)和机械冲刷的综合作用。

图7 C/C-SiC烧蚀样的元素分布图Fig.7 Graph of the element distribution of the ablation sample
3 结论
(1)用“CVI+PIP”混合工艺制备的三维针刺C/C-SiC复合材料的平均密度为1.702 g/cm3,其线烧蚀率和质量烧蚀率的平均值分别是0.004 3 mm/s和0.001 4 g/s,烧蚀率数值波动小,复合材料的烧蚀性能较为稳定。
(2)在烧蚀表面不同区域,烧蚀形貌和机理均不相同:烧蚀中心以基体氧化流失、C纤维的氧化以及气流冲刷为主;在过渡区域,烧蚀以SiC基体的氧化和气流冲刷为主;烧蚀边缘以SiC基体的热氧化为主。
(3)在氧-乙炔焰流中600 s的烧蚀时间内,C/CSiC复合材料的烧蚀机制是热化学烧蚀、热物理烧蚀和机械冲刷的综合作用。
[1]Felix F,William F,Nancy R.An innovative thermal management system for a mach 4 to mach 8 hypersonic scramjet engine[R].AIAA 98-3734.
[2]Bouquet C,Fischer R,Larrieu J M,et al.Composite technologies development status for scramjet applications[C]//12th AIAA International Space Planes and Hypersonic Systems and Technologies,Norfolk,America,2003:15-19.
[3]Bouquet C,Fischer R,Thebault J,et al.Composite technologies development status for scramjet[C]//13th AIAA/CIRA International Space Planes and Hypersonics Systems and Technologies Conference.Capua,Italy,2005,3431.
[4]张建艺.陶瓷基复合材料在喷管上的应用[J].宇航材料工艺,2000,30(4):14-16.
[5]Trabandt U,Wulz H G,Schmid T.CMC for hot structures and control surfaces of future launchers[J].Jourrnal of Key Engineering Materials,1999,164-165(2):445-450.
[6]闫联生,崔红,李克智,等.炭纤维针刺预制体增强C/SiC复合材料的制备与性能研究[J].无机材料学报,2008,23(2):223-228.
[7]苏君明,崔红,李瑞珍,等.新型针刺炭布C/C复合材料的结构与性能[J].新型炭材料,2000,15(2):11-15.
[8]Song G M,Zhou Y,Wang Y J.Effect of carbide particles on the ablation properties of tungsten composites[J].Mater.Charact.,2003,50(4-5):293-303.
[9]聂景江,徐永东,张立同,等.化学气相渗透法制备三维针刺C/SiC复合材料的烧蚀性能[J].硅酸盐学报,2006,34(10):1238-1242.
[10]FANG Dan,CHEN Zhao-feng,SONG Ying-dong,et al.Morphology and microstructure of 2.5 dimension C/SiC composites ablated by oxyacetylene torch[J].Ceramics International,2009,35:1249-1253.
Ablation properties of three dimensional needled C/C-SiC composites
WANG Ling-ling1,2,JI A-lin1,2,HUANG Han-xing1,2,WANG Hang1,2,CUI Hong1,2,YAN Lian-sheng1,2
(1.Xi'an Aerospace Composites Research Institute,Xi'an 710025,China;2.National and Local Union Engineering Research Center of High-Performance Carbon Fiber Manufacture and Application,Xi'an 710089,China)
Three dimensional needled carbon/carbon-silicon carbide composites were prepared by“chemical vapor infiltration+precursor impregnation pyrolysis”(CVI+PIP)combined process.The ablation properties were investigated by using oxyacetylene ablation technique while the flow ratio between oxygen and ethyne was 2∶1,and the ablation duration time was 600 s.Ablated surfaces of the samples were investigated by using scanning electron microscopy and energy dispersive spectroscopy.The results show that the linear and mass ablation rates of C/C-SiC composites were 0.004 3 mm/s and 0.001 4 g/s,respectively;the ablation morphology and mechanism were varied at different positions.At the ablation centre,the ablation of the composites was dominated by oxidation of the matrix and the carbon fiber,as well as the mechanical erosion.Between the ablation center and the edge,the ablation mechanisms of the composites mainly were oxidation of SiC matrix and mechanical erosion.At the edge,the ablation of the composites was dominated by thermo-oxidation.So 3D C/C-SiC composites under the oxyacetylene ablation conditions are synergistic effects of thermo-oxidation ablation,thermo-physics ablation and mechanical erosion.
3D needle;“CVI+PIP”;C/C-SiC composites;ablation property
V258
A
1006-2793(2012)04-0532-04
2012-02-13;
2012-03-30。
国防重大基础科研项目(c0320110006)。
王玲玲(1985—),女,硕士,主要从事C/SiC陶瓷复合材料性能研究。E-mail:1985wllzpz@sina.com
(编辑:吕耀辉)
