伺服驱动立车的数控升级改造实践
2012-07-06杜德民
杜德民
齐二机床集团大连瓦机数控机床有限公司设计部,辽宁大连 116300
0 引言
在目前机械加工行业不景气和国家节能减排号召的前提下,对机械加工过程中最普遍应用的设备——立式车床,进行升级改造,既节约了成本又能提高加工精度与加工效率。而目前行业中有一种基于伺服驱动的建议数控机床,比如齐重数控的DVT系列立车、瓦机数控的E系列等,这类机床在当初设计时机械部分完全是参照数控机床来做,电气部分为节约成本而采用“PLC-伺服系统”或者是添加了人机交互界面的“HMI-PLC-伺服系统”,这类机床的机械刚性、加工精度都比较好,只需少量投入就可以完成数控升级改造,而且改造后的使用效果相当理想。
1 工程实例介绍
本次作为实例进行改造的是齐重数控生产的DVT500系列立车,该立车加工直径达5m,双刀架伺服驱动,采用的是“PLC-伺服系统”模式,控制简单,只能进行水平和垂直方向的进给运动,该设备购于2007年,因厂家加工风电配件需要,对该设备进行数控改造。
2 工程分析与计划
DVT500系列立车拥有较好的机械刚性,水平、垂直轴均为伺服电机——滚珠丝杠拖动,伺服系统为德国力士乐早期的ECODRIVE03控制器,该控制器功能强大,适应性较好,支持模拟量方式控制;与之配套电机为国产电机,考虑到实际使用时间比较短,各项精度基本达标;厂家要求改造后可进行圆弧槽加工和实现加工中自动恒线速切削,根据经验,厂家的要求均可以满足。本着在达成改造精度和功能要求前提下尽量节约成本的设计思路,决定保留左刀架原有功能不变,留作粗加工使用,将右刀架进行改造,保留原有的伺服系统不变,添加西门子的802C数控系统一套;对原控制按钮站进行拆除,改为新的综合控制站。
3 右刀架电气设计
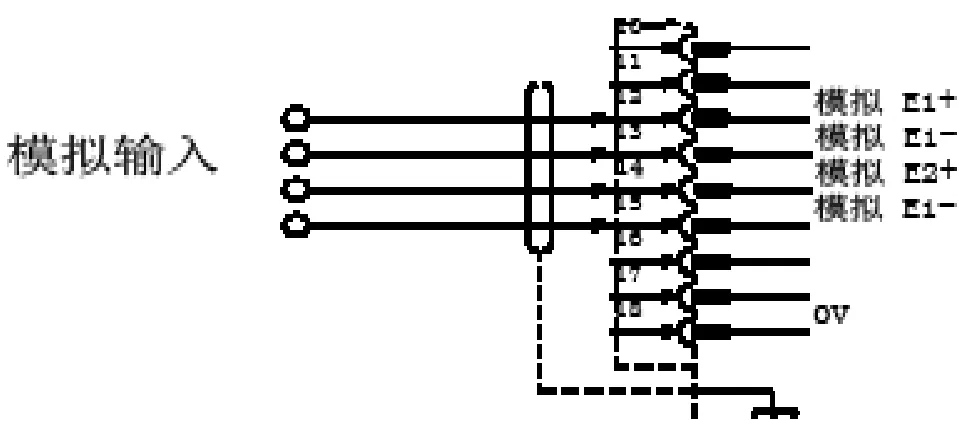
图1
根据力士乐设计资料, ECODRIVE03控制器的X3-12/13(如图1)接口可通过伺服器内部设置可将该端口设定为+/-10VDC的模拟量速度控制接口,并将其与西门子802C的模拟量控制接口X7-1/34(2/36)连接。为尽量保持机床原有性能不变,本次设计不变更原伺服电机反馈方式,仅将原来反馈信号中省略的“零点”信号引入伺服控制器,通过设置,将伺服控制器X9接口的编码器仿真信号接入802C的X3端口,形成数控机到伺服电机的闭环控制系统(如图2)。由于802c属于集约型系统自带的I/O点只有输入48个、输出16个,所以我们在改造过程中保留了原系统中的力士乐PLC,这样虽然增加了程序设计难度,但却为用户节约了增加I/O模块的资金,也达到了使原设备潜在价值发挥极致的升级改造宗旨。
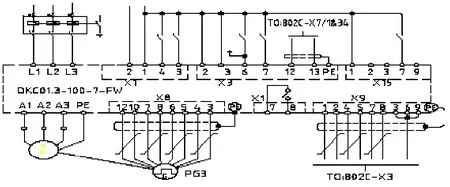
图2
4 主轴电气设计
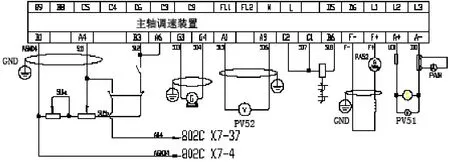
图3
该设备工作台由欧陆直流控制系统驱动的直流电机拖动,欧陆系统兼容性较好,应用比较广泛。原设备通过调节按钮站上的电位器开控制主轴电机转速,进而调节工作台每分钟转数。反馈系统为一台测速发电机,通过按钮站上的电压表读数判断实际转数。这样的工作台转数控制很不稳定,更谈不上要实现工件加工中的自动恒线速切削。究其原因是控制链问题,而其中最根本的症结所在是反馈信号不精准。通常解决办法是保留原直流拖动装置不变,加装编码器改善反馈信号。而加装编码器的位置一般在I轴下或者通过II轴传出,前者较精确但安装费劲;后者好安装,但是存在一定的机械误差。本着用户实际加工质量为第一的设计思路,决定采取第一种安装方式,即编码器通过特制的连接支架直接安装于工作台轴心。本次选用的是德国海德汉公司生产的一种高精度圆光栅,这种光栅编码器与西门子系统兼容性很好,拥有较高精度同时又很耐用,使用稳定性高。根据产品资料将模拟量控制接口连接802C的X7-4/37接口,通过数控系统发出模拟量信号控制电机转速连接方式如图3,同时将装于I轴的海德汉编码器的反馈电缆连接到数控系统X6端口,以实现主轴的闭环控制。
5 整机调试
各部分连接妥当后启动系统电源,进行调试。先开机检查引导情况,若没有故障继续进行PLC调试,而后设置各类数据,调试正常后进行数据保护。进行机床实际动作测试,根据用户要求更改力士乐驱动器和欧陆直流调速装置的设置,直到用户满意为止。编写试车程序,试验实际动作关系是否到位,最后请厂家进行包含实际工件加工在内的全面验收。
6 改造总结及后续问题处理
本次改造本着严格完成客户技术要求,同时应使原设备潜在价值发挥极致的宗旨进行设计施工,改造后客户非常满意。值得注意的是改造过程需要关注各部分之间的配合,尤其是伺服器、调速器与数控系统之间的参数设置是否兼容,连接电缆是否正确。本次改造施工中就曾出现过数控刀架回参考点失灵的故障;后经检查发现,其实就是反馈电缆没有焊对,所以面对这类升级改造问题一定要仔细核对技术资料与实际产品是否匹配。实际使用中发生过刀架运动信号不稳定的情况,经反复检修发现是模拟量给定电缆的问题,应该是电缆经过线槽传递+/-10V模拟量信号时受到了周围电磁场的干扰,模拟信号发生漂移的缘故,将模拟量控制电缆全部更换为专用屏蔽电缆并正确接地后,问题再没有发生过。至今改造后设备已经正常使用两年多,厂家反馈未出现任何故障、相当满意。
[1]EcoDrive03驱动控制器项目设计手册. Bosch Rexroth ,2003,5.
[2]EcoDrive03驱动控制器功能描述手册.Bosch Rexroth,2003,5.
[3]SINUMERIK 802C 安装调试手册.SIEMEN,2003,8.
[4]EcoDrive03驱动控制器故障排除手册.Bosch Rexroth,2003,5.
[5]512C Series Product Manual.EUROTHERM DRIVES,2001.
