漏风控制系统故障导致空预器跳闸的分析与防范
2012-07-04陈方前
陈方前
(淮沪煤电有限公司田集发电厂,安徽 淮南 232098)
某电厂一期工程2 台600 MW 超临界燃煤机组于2007年7月、10月相继投产。锅炉为上海锅炉厂有限公司引进美国ALSTOM 技术生产的Π 型超临界螺旋管圈直流炉,型号为SG-1913/25.42-M967。每台锅炉配置2 台上海锅炉(集团)股份有限公司生产的型号为2-32VI(T)-2185SMRC 的三分仓容克式空气预热器。该预热器根据美国ABB-CE 公司技术进行设计和计算,转子直径为13.492 m,蓄热元件高度为2.185 m。本预热器采用模数仓格结构,每个仓格为15°,径向、轴向密封采用双密封结构,并配有性能可靠的带电子式敏感元件的具有自动热补偿功能的密封间隙自动跟踪调节装置,采用东方海事工程技术有限公司设计生产的LCS Ⅱ型空预器漏风控制系统(leakage control system,以下简称LCS)。该系统在传统LCS 的基础上结合温度数据采集技术,采用可编程控制器(PLC)和触摸屏(HMI)一体化控制,使扇形密封板与热变形的转子形状紧密贴合,定时向下跟踪转子的热态变形,在各种工况下控制漏风面积在最小限度。
1 事故经过
2010-01-08 T08:34,2号炉负荷574 MW,DCS发空预器漏风控制故障报警;08:46,空预器B 主马达跳闸,辅马达联启后跳闸;08:47,机组RB动作,B 组送、引风机和一次风机跳闸,负荷快甩至316 MW。
08:45,就地检查空预器漏风控制装置,发现B-1 扇形板位置状态在下行位置38 mm(最大量程40 mm),最大变形故障报警,手动强制提升无效;检查就地控制箱内下行接触器在吸合状态未释放,运行人员手动断开B-1 扇形板动力电源空气开关。查阅LCS 报警记录:08:34,B-1 传感器异常报警,转入温控模式;08:45,B-1 电机过载报警;08:46,B-1 传感器再次异常报警。查阅DCS空预器B 电流变化趋势:08:38 前,空预器B 电流在31 A 左右稳定运行;08:38,电流有明显上升迹象;08:40,空预器电流每隔约39 s 发生1 次尖脉冲上升现象。08:45,电流达到量程上限81 A,持续时间30 s,过流保护动作跳闸。
2 事故原因分析
LCS 在空预器上部扇型板上固定1 个变形间隙测量探头,由该探头连续测量扇型板与空预器转子外沿法兰之间的漏风间隙。如果漏风间隙因热变形发生变化,测量探头可将这个变化反馈至控制计算机,由计算机控制执行机构电机的动作来调节扇型板的位置,使漏风间隙始终维持在不使扇型板与转子发生激烈摩擦的最小间隙值。正常运行工况下,LCS 设定跟踪间隔时间为6 h。在扇形板下弯的过程中,当初级限位开关动作后,电机停转2 s,上行3 mm 后保持该状态6 h 不变;若初级限位开关未动作,扇形板继续下弯则会动作次级限位开关,将扇形板转入温控模式,根据空预器入口烟温变化自动调整扇形板位置;当扇形板初级限位开关与次级限位开关都未动作,则触发最大变形开关后将扇形板强制提升。
从现场检查可以推断,空预器B 跳闸是由于B-1 扇形板在到达设定时间间隔后,下压过程中扇形板下行接触器粘合,无法脱开,使得三重保护开关均未动作,连续下压造成空预器产生动静部分摩擦,过流保护动作跳闸。图1 为加载机构结构示意。
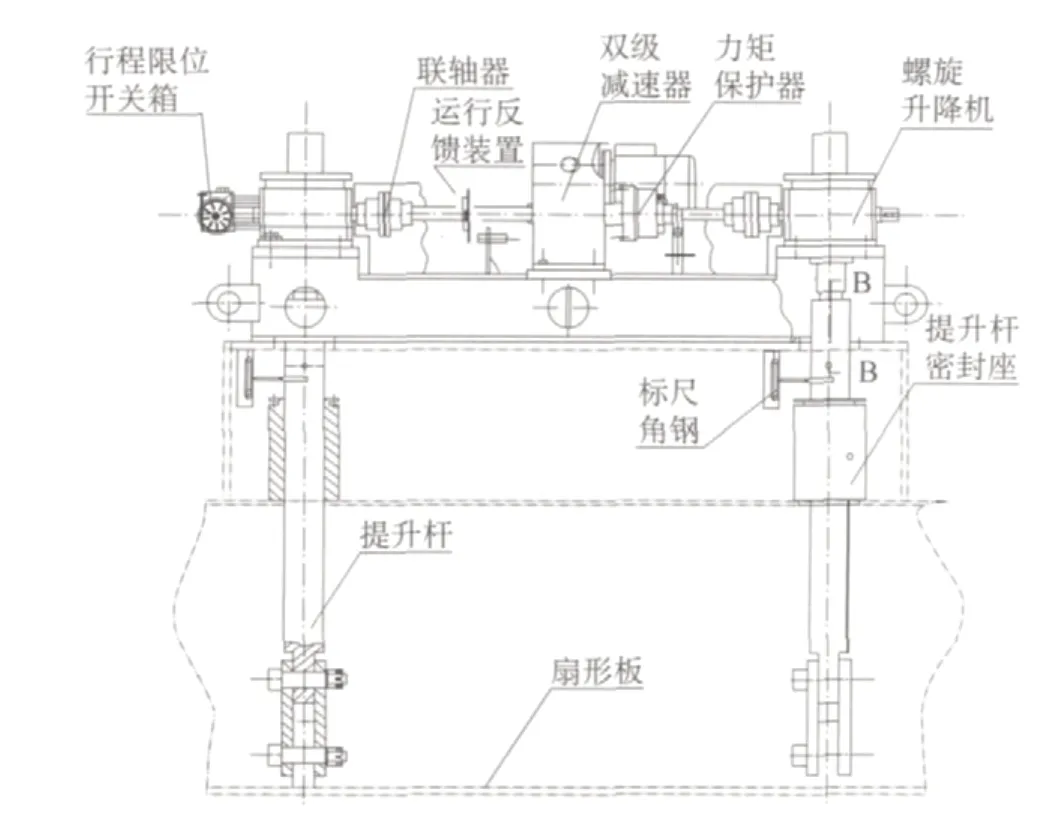
图1 加载机构示意
3 事故处理
08:35,LCS 故障报警后联系热控人员检查处理该接触器。08:53,依次启动辅助电机与主电机,就地检查无异常,电流约31 A。09:05,依次启动送、引风机以及一次风机,恢复负荷至550 MW, 将B-1 扇形板置手动位,其他正常投入自动跟踪模式。
4 存在的问题
(1)设备日常维护与检查不到位。
(2)运行人员发现、处理故障不及时。
(3)空预器LCS 控制回路存在设计隐患。
(4)空预器LCS 保护定值与控制逻辑不完善。
5 事故防范措施
(1)利用机组检修与调停时间,对各扇形板的分控箱及控制回路进行整理改造。
(2)将动力回路接触器更换为具备防尘功能的新型接触器。
(3)将原设计的单下行接触器改造为双下行接触器,线圈并联,回路串联,保证有一路接触器正常动作即可以断开回路,以避免单接触器卡死后电机无法正常停运的事故再次发生。
(4)在电机两端输出轴加装机械力矩保护器,保证电机过力矩时能够实现机械脱扣,必须采用反转方可自动复位。
(5)增加上限机械式限位开关,保证扇形板完全回复后不至堵转、损坏螺旋千斤顶。
(6)增加空预器电流过载保护,保证扇形板限位开关故障后也能断开电机电源接触器。电流选为正常工作电流的1.2 倍,为36 A。
(7)校验动力回路热电偶设置是否正确,经过计算统一选择为2 A。
(8)由检修人员定期对执行机构限位开关与控制回路进行检查维护。
6 整改后跟踪验证
自2010年3月对1,2 号机组调停整改后,LCS 系统工作基本正常,未发现类似故障。但在2010-11-23T01:40,运行人员监盘发现,2 号炉B空预器LCS 故障报警,就地控制面板“B1 扇形板过力矩报警”。现场检查发现B1 扇形板螺旋千斤顶外罩壳已被顶坏,B-1 扇形板上行接触器仍处于吸合状态,紧急拉掉B-1 空预器扇形板总电源空气开关。
对此次故障原因分析后,确认仍然为接触器问题,但增加的机械力矩保护器力矩偏大未动作也是原因之一。因此,继续对LCS 系统中的隐患进行排查整改:
(1)将原设计的上、下行接触器全部改造为双上、双下行接触器,避免单个接触器卡死后电机无法停运。
(2)校核机械力矩保护动作值。经试验决定由120 N·m 降低到100 N·m,确保在所有外部保护失去作用时,机械力矩保护能够正常动作将电机同螺旋千斤顶脱开。
