基于Cimatron E8.5的涡轮增压器整体叶轮五轴数控加工技术研究
2012-07-04付大鹏马艳丽
付大鹏,马艳丽
(东北电力大学 机械工程学院,吉林132012)
0 引言
涡轮叶轮是车用发动机废气涡轮增压器的关键零部件,其特点是:叶片薄、扭曲大和叶片间隔小。其加工质量直接影响发动机的效率,为了得到高质量的涡轮叶轮,要对其进行整体加工。整体叶轮加工是指轮毂和叶片在同一个毛坯上进行整体加工,其难点就在于扭曲流道和超薄大扭曲叶片的加工。对于整体叶轮加工,通常采用铸造成型后抛光的方法,该方法的缺点是模具复杂,且难保证叶片精度,动平衡性差,生产周期也比较长。本文对叶轮进行逆向造型,再应用Cimatron E8.5软件对叶轮进行五轴仿真加工。为整体叶轮的生产提供了一个更快、更精和更省的方法[1]。
1 叶轮的逆向造型
涡轮增压器整体叶片曲面是大扭曲的变截面,运用逆向造型技术进行整体叶轮的三维造型,它可以对整体叶轮进行快速反求,实现整体叶轮的快速设计和制造[2],从而提高效率、准确性及缩短整体叶轮的设计周期。

图1 叶轮原始数据
图2 处理后的叶片点云

图3 采用内插法曲线的曲线偏差分析

图4 采用公差曲线的曲线偏差分析
用三维扫描仪对其进行扫描,得到叶轮数据如图1所示,利用Imagware软件对点云进行修改、简化和光顺处理,得到单个叶片点云如图2所示。再利用Imagware软件由点云构造曲线。采用“内插法曲线”的曲线偏差分析如图3所示,采用“公差曲线”的曲线偏差分析如图4所示,对比偏差图可以看出采用“内插法曲线”的曲线偏差最大为1.466e-005,且各各数之间变化大,而采用“公差曲线”的曲线偏差最大为1.36e-005,且各各数之间变化小,说明采用“公差曲线”时的偏差变化比较平缓且更接近真实的叶轮形状,所以为了保持叶片原状及减小偏差,选取“公差曲线”构造曲线。接着在三维造型软件Pro/E中采用“边界混合”,由曲线生成叶片曲面。通过阵列和加厚成型,如图5所示。
2 整体叶轮的加工工艺分析
涡轮增压器整体叶轮由多个叶片组成,且单个叶片的厚度很薄,扭曲大,刚度小,且流道比较狭窄,在加工时很容易变形和发生碰撞[3],其叶轮的加工重点和难点就在此。为了提高加工效率,先车削加工出基准面和叶轮回转体的基本毛坯,如图6所示。

图6 为开槽做的整体叶轮毛坯
而后进行流道的开槽粗加工,为了保证加工质量,流道的开槽采用多行开粗;最后进行叶片型面精加工,为了减小叶片变形,使型面更加光顺,曲面路径选择“两曲线之间仿形铣”。
3 叶轮的五轴数控加工刀路轨迹生成

图7 流道多行开粗
Cimatron E 8.5软件为我们提供了数控加工编程和模拟仿真,根据要加工零件的外形结构不同分别选择加工方法,方便快捷,而且在模拟仿真中可以实验程序的正确性,以便及时更改[4]。涡轮增压器整体叶轮的刀路轨迹生成可分为粗加工轨迹和精加工轨迹两个阶段。
3.1 流道开槽铣削
粗加工阶段采用“多行开粗”进行流道开槽,如图7所示。刀具选择球头铣刀,加工方法选择“高级五轴”“航空铣”,铣削方式为“两曲面之间仿形铣”,其优点:1)可以使刀路轨迹在两曲面之间均匀分布且美观;2)刀具可以很好的避开两叶片,有效地防止干涉。另外刀轴控制中,刀轴倾斜方式为“相对于切削方向倾斜”,切削方向上的倾斜角为-22°,可以通过调整该角度来避免干涉。
3.2 叶片型面铣削加工
精加工阶段即对叶片型面进行加工,叶片型面加工要对其叶片正面和反面加工,为了减小变形和提高型面质量,切削参数中采用高速和变速加工,刀具选择球头铣刀,加工方法都选择“高级五轴”“航空铣”,曲面路径选择“两曲线之间仿形铣”,使刀具在两曲线之间生成方向性很好的刀路轨迹。叶片反面刀路轨迹如图9所示,刀轴控制中,刀轴倾斜方式为“相对于切削方向倾斜”,切削方向上的倾斜角为70°,这样可以使刀具很好地避开其他叶片,避免干涉和碰撞。.叶片正面刀路轨迹如图10所示,刀轴控制中,刀轴倾斜方式为“相对于切削方向倾斜”,切削方向上的倾斜角为80°,优点和加工反面一样。

图9 叶片反面的刀路轨迹
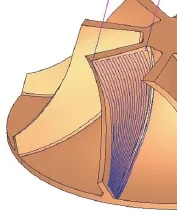
图10 叶片正面刀路轨迹
4 加工干涉检验及后置处理
加工刀路轨迹生成后,进行“高级仿真”如图11所示,可以检查所生成的刀路轨迹是否合理及刀具是否会产生碰撞和过切现象,从而再对加工过程中出现的种种问题进行分析,重新修改加工程序,对刀路轨迹进行进一步的改进和优化,反复进行直到刀路轨迹达到最好[5]。
5 结论
本文主要介绍了通过逆向工程技术对整体叶轮超薄大扭曲叶片进行逆向造型和基于Cimatron E8.5的五轴加工仿真。为了提高加工质量和减小超薄大扭曲叶片在加工中的变形,利用Cimatron E8.5软件仿真加工中对流道进行多行开粗,曲面路径选择“两曲线之间仿形铣”。从而使仿真加工效率和加工质量都有所提高,而且也弥补了人工编程的不足。对复杂的整体曲面零件加工提供了很好的方法。

图11 五轴高级仿真
[1] 陈涛, 钟毅芳, 周济.自由曲面5轴数控加工刀位轨迹的生成算法[J].计算机工程学报, 2001, 37(12): 100-103.
[2] 金涛, 水光.逆向工程技术[M].北京: 机械工业出版社,2003: 42.
[3] 赵军, 邓建新, 艾兴.数控加工工艺[M].北京: 机械工业出版社.2001: 52-80.
[4] 周济, 周艳红.数控加工技术[M].北京: 国防工业出版社, 2002: 95-100.
[5] Spivak, G.Constant scallop height tool path generation for fi ve-axis ulp ured surface machining[J].Computer Aided Design, 2002 (34): 647-654
