压缩机柱销高精度在线自动测量及智能分拣装置的设计
2012-07-02谢发忠邹华东任启宏
谢发忠,邹华东,任启宏
(安徽国防科技职业技术学院机电工程系,六安237011)
0 引言
空调行业是一个应用非常广泛的行业,压缩机是空调的心脏,其制造的优劣决定了空调质量的好坏。压缩机柱销是压缩机至关重要的零部件之一,由于该部件设计比较精密,加工制造时需要很好的监测才能精确地控制产品的质量,为此企业购买了很多检测设备,如影像量测仪、圆度仪、表面粗糙度测量仪、气动量仪等,但是由于生产加工属于批量生产,传统的静态检测效率较低,只能进行抽样检查,不能满足实际生产需求,并且如果流水线某一环节发生质量问题,无法得到实时反馈的情况下,生产出废品,而且通常是一个批次一个批次地报废,给工厂造成很大的损失。针对该类产品的检测需求,我们应用数字图像技术开发了一整套柱塞销自动检测及智能分拣装置,放置于流水线的末端,实现了对产品的在线全检。
1 在线自动检测系统的总体架构[1]
图1为在线自动检测及智能分拣系统的结构示意图。系统的主要分为尺寸测量系统和智能分拣装置两大部分。
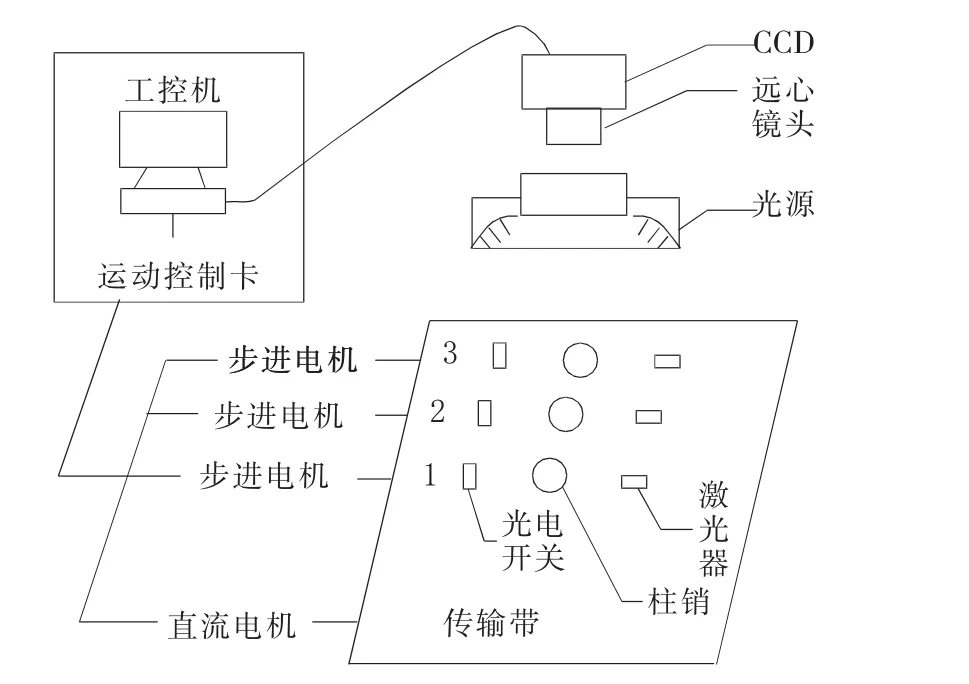
图1 检测系统总体框架图
柱销工件的尺寸测量系统主要功能是实现工件的精密图像测量,其主要由3个部分组成,即图像采集、图像分析处理、结果输出。智能分拣装置用于实现零件的智能分拣功能,主要由载物传送带、光电位置检测部件和搬运机构组成。
2 图像检测算法
测量的速度和精度很多情况下是一个矛盾体,通常一个圆形物体在具有较多的点来表现的情况下,能够很平滑,测量的结果也较精确,但是这样处理的图像的数据点也更多,需要占用的计算机时间也更多。所以合理设计算法,兼顾精度和速度的要求非常重要。
根据这一特点,我们提出了图2所示数字图像处理算法流程测量方案,通过提取粗略轮廓和精确获取部分边界的两步法来实现精密测量。首先对整幅图像进行分析,获得图像的灰度直方图,根据获得的直方图数据,选择适当的灰度阈值,进行初步图像分割,将图像分割为黑区白区等区块。完成后,对图像进行从左到右,从上到下的二维扫描,标记当前正被扫描的像素需要检查它与它之前扫描到的若干个近邻像素的连通性,如果连通,则标记为相同的区域符号,如果不连通,则加以区分[2-3]。完成对各个区域的标记后,判断图像中心所属标记区域,获得标记号后得到该区域对应的边界图像点,提取出工件的边沿初步轮廓。
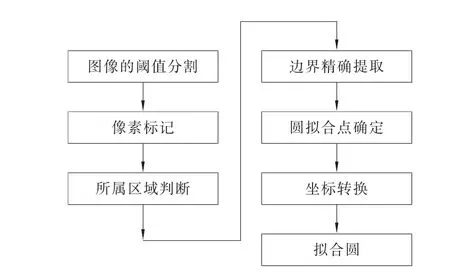
图2 数字图像处理算法流程
在完成轮廓初步提取的过程后,图像的精度能够精确到单个像元的级别,而像元级的精度满足不了测量的需求,所以必须有更好的处理方法。这是方案中第二步精确寻边要做的工作,如图3所示。

图3 精确寻边算法流程图
矩最小二乘拟合小波变换等多种检测算法,这些算法的优点是精度高,可以实现亚像素定位,缺点是算法复杂、计算时间长,为达到精度需求并兼顾效率,我们提出了一种基于三次样条插值的9×9pixel矩阵法进行亚像素边沿检测,图3为算法流程。该方法的步骤包括矩形内灰度值梯度方向的判别和基于三次样条插值的亚像素坐标判断。
由梯度算子边缘检测的原理可知,在灰度图中沿着边缘方向的像素灰度变化较小,垂直于边缘方向的像素灰度值变化大。与边缘垂直的方向定义为灰度梯度方向。以已获得的像素级轮廓点为中性生产9×9矩阵,如图4所示,0、1、2、3四个方向的像素灰度差的绝对值之和为

判断Ei的大小,Ei最小的方向为边缘方向,与边缘垂直的方向即为灰度值梯度方向,提取灰度值梯度方向上各像素点的灰度值和坐标值。
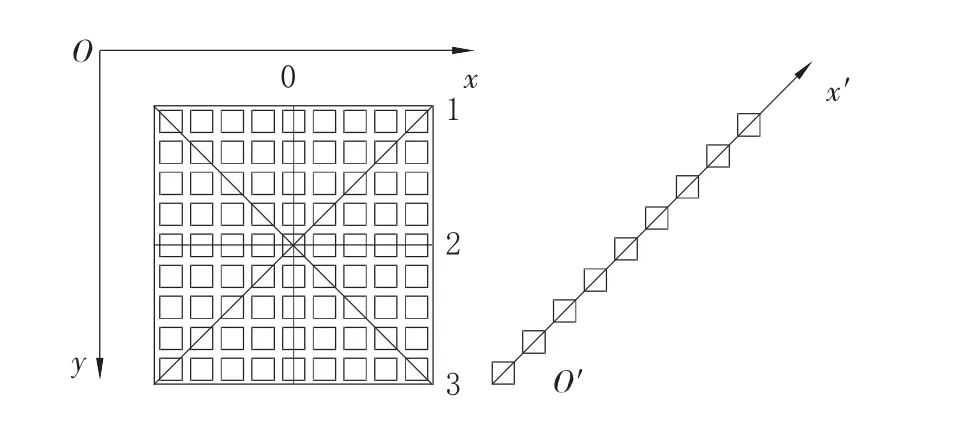
图4 计算方向示意图
图4中xOy是图像坐标系,假设1方向是梯度方向,O′x′是梯度方向坐标系。梯度方向坐标和图像方向坐标是独立的。找到梯度最大方向后,在该方向上选择三次样条插值的方法,获得亚像素级别的边界。尽管该方法本方案采用的亚像素分析方法相对高效,但是为了保证精度,我们选用高像素的相机,数据点较多,运算量较大,所以可以根据图像的特点,在圆周方向等间隔采点进行亚像素寻边,获得够用的圆周点进行拟合即可[2-3]。柱销工件的多点拟合具有均化误差的特点,所以合理高效的拟合算法可以保证测量的精度,故可以选用矩阵拟合、最小二乘拟合等方法来试验。
3 分拣机构的设计
在完成柱塞销的测量工作后,传送系统往前运行,当运行到对应的料斗位置时,搬移装置将工件推送到料斗中,可以采用PLC作为控制单元。柱销分拣系统的主机结构如图5所示,传送带由电机拖动。电动机启动后开始匀速运行,传送带上的物品经过CCD相机所在的位置时,位置感应装置发出信号,由图像检测系统的触发单元获取,此时电机停止转动,同时启动测量软件对柱塞销进行检测。检测完成后,重新启动电机,按照精度等级设置3个料斗箱,若属次品,在物品到达对应的料斗时,根据检测结果,在对应工位,电磁铁线圈接通,将次品推入次品箱。

图5 自动分拣系统结构示意图
4 实验及结果分析
本系统的检测部分选择微视1/2″靶面、130万像素工业用黑白相机,Navitar双侧远心光学镜头1~17 801,其视野范围为11mm×8.7mm,像素分辨率为8.6μm,在BCB软件编译环境下,开发设计了专门的图像检测软件Keyquickvision。
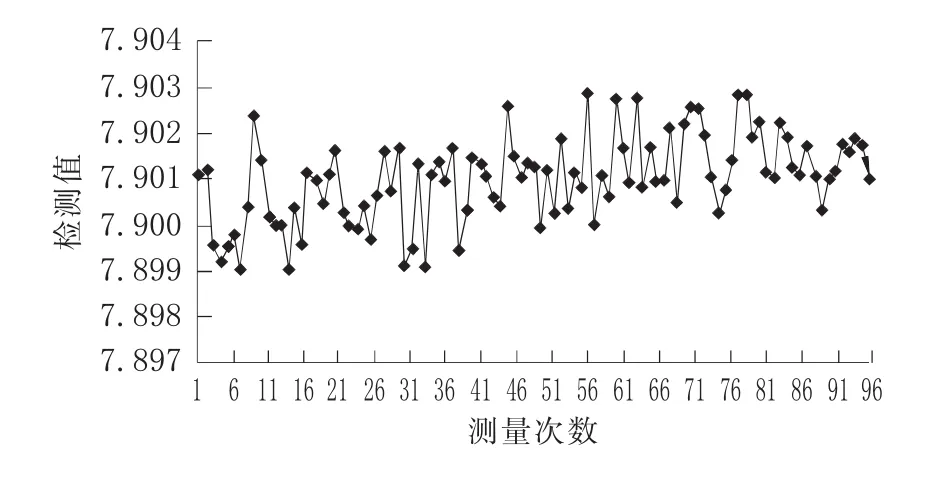
图6 标准园测量结果图
对校正样板上直径7.9mm的标准圆进行检测,该圆计量检定精度为:7.9+0.001 0mm。在不同时刻,分别移动标靶圆在视场中的位置,经过99次测量,记录结果后得图6。根据误差处理的基本理论[4-5],计算分析显示其测量精度优于5μm,完全能够达到柱塞销检测的微米级的要求。
5 结语
本文利用影像处理技术,针对压缩机柱销工件的基本形状特征,测量精度速度等特点,我们提出采用光学测量中的数字图像处理技术对工件进行检测,同时根据生产线的特点,设计对应的智能分拣装置,由检测结果决定工件堆放的位置。该装置和目前成熟的光学检测仪器相比,主要克服了下面的一些问题:(1)选择适宜的成像系统克服工件高度给成像带来的影响。(2)一次性能够拍得工件的全貌,同时让工件占图幅3/4以上,另外采用高像素相机,采用图像分割的方法,进行亚像素分析,实现高精度测量。(3)针对生产线下来的工件,设计对应的送料机构和分拣装置,根据测量结果,使工件在移动到对应的料头位置时,推送机构将工件送入料斗。实现了实时柱塞销零件的非接触、高精度检测和智能分拣。
[1]任启宏,邹华东,谢发忠.一种圆柱形工件精密图像检测及智能分拣系统[J].陕西科技大学学报,2011,(3):77-78.
[2]邹宁,柳健,周曼丽.基于Zernike矩的边缘检测方法[J].华中理工大学学报,2000,28(3):77-79.
[3]张洪涛,段发阶,叶声华.一种快速亚像素边缘检测方法研究[J].计量学报,2002(3):45-47.
[4]谢铁邦.互换性与技术测量[M].武汉:华中理工大学出版社,1999:27-30.
[5]费业泰.误差理论与数据处理[M].北京:机械工业出版社,2003:48-53.