水酶法提取沙枣种子油工艺研究
2012-06-21张娜刘源
张 娜 刘 源
沙枣(Elaeagnus angusti folia L.)又名桂香柳、银柳、七里香,属胡颓子科,胡颓子属植物,是一种常绿灌木,沙枣喜光、耐寒、对风沙、盐碱抗性强,生长快,用途广[1],它不仅有很好的生态效益及经济价值,而且还具有很高的食用及药用价值。沙枣果核大,据报道,其种子含油率高达26%,且富含不饱和脂肪酸[2]。因此,沙枣种子是一种高含油率油料,是制备营养保健油的优质原料,对其开发利用具有较高的经济价值和市场前景,是一种急待开发的油脂资源。
水酶法是一种新型的提油方法。它以机械和酶解为手段破坏植物细胞壁,在提取过程中不需要有机溶剂,与传统工艺相比,水酶法提油技术设备简单、操作安全、效率高,处理条件温和,所得毛油质量高、色泽浅、易于精炼,生产过程相对能耗低,污染少,易处理[3,4]。水酶法最重要的工序就是酶处理,即采用能降解植物油籽细胞壁、脂类及其复合体(脂蛋白、脂多糖)的酶制剂,在油籽被机械破坏基础上,在一定条件下,与料坯接触,进一步将细胞壁“打开”,同时使油脂从分解“复合体”中被释放,从而达到“预处理、制坯”目的[5]。这一类酶很多,包括能降解、软化细胞壁纤维素酶(CE)、半纤维素酶(HE)和果胶酶(PE)及蛋白酶、α-淀粉酶、α-聚半乳糖醛酸酶、β-葡聚糖酶等。随着生物技术发展,酶种类会不断增多,酶价格会不断下降,所有这些都有助于水酶法在植物油提取中应用[6]。为此本文以沙枣种子为原料研究水酶法对沙枣种子提油率的影响,找出最佳提油工艺及条件,为以后的生产实践提供实验基础。
1 材料与方法
1.1 试验材料、试剂
沙枣种子 采摘新疆野生沙枣;纤维素酶 酶活力>2 000 u/g;果胶酶 酶活力≥30 u/mg;α-淀粉酶酶活力≥3 700 u/g;胃蛋白酶1:3 000(BR);石油醚(沸程30~60℃)分析纯;蒸馏水。
1.2 试验仪器
DZKW-5-6电热恒温水浴锅,AR2140电子天平,RE-2010旋转蒸发仪,LXT-IIB低速大容量多管离心机,101电热鼓风干燥器。
1.3 试验方法
1.3.1 水酶法提油工艺流程

1.3.2 操作要点
1.3.2.1 原料预处理 通过蒸煮去除沙枣果核外部果肉,将果核在较低温度下烘干,粉碎、筛理、分拣、清理等,除去沙枣种子中的碎壳、霉变的沙枣,清理后的油料不得含有果核、石块、杂铁、绳头、蒿草等杂质。
1.3.2.2 研磨 用研钵将沙枣种子研碎,以充分破坏细胞组织。要求磨得越细越好,以增加物料与酶的接触面积,便于充分酶解。一般油料破碎度大,出油率高。所以作为水酶法提取前道工序十分关键。根据对比实验,未经破碎或破碎程度较小的油籽进行酶解出油率极低,因此,油籽必须进行粉碎研磨成细的颗粒才能有效进行酶解。
1.3.2.3 加水称取5 g研碎的油料,按适当的料液比加入蒸馏水,充分搅匀,这样可以得到最不稳定的乳状液,使油料充分溶胀,便于酶解及油脂的分离。
1.3.2.4 灭酶 将油料与水充分摇匀,在90℃水浴下灭酶10~15 min,这样可以消除油料自身酶的干扰。
1.3.2.5 加酶 待料液降到常温时,加入复合酶。此时,料液的自然pH值为5.2左右,所用复合酶的最适pH值在5~6之间,一般不加调整,可直接利用浆料本来的pH值。
1.3.2.6 灭酶 水浴一定时间待完全酶解后,升温至90℃,保持30 min,充分灭酶。
1.3.2.7 萃取、离心 加入石油醚萃取,然后离心,3 600 rad/min,15 min,吸取上层溶剂相。再将水相及料渣用石油醚润洗,再离心,取上层溶剂相。合并两次溶剂相,旋蒸回收溶剂,烘干得清油。
1.3.2.8 计算沙枣种子油得率 准确称量所得清油重量。提取率=(清油重/油料重)×100%
2 结果与分析
2.1 酶的选用及配比优化
2.1.1 单一酶对比试验
酶的专一性,决定采用单一纯酶在酶解工艺中有很大局限性,因此,选择合适几种酶混合使用,将会使细胞降解更彻底、效果更好,混合酶应用商品化愈来愈受到油脂界关注[5]。沙枣种子细胞壁的主要成分是纤维素和果胶,故本实验选取了纤维素酶、果胶酶、α-淀粉酶及蛋白酶来进行优化配比。
取四组5g沙枣种子粉,分别加入纤维素酶、果胶酶、蛋白酶及α-淀粉酶,加酶量2%,酶解温度45℃,酶解时间5 h,料液比1:7,沙枣种子油提取率见表1。

表1 单一酶对比试验
由表1可看出在单一酶对比试验中,选用胃蛋白酶沙枣种子油提取率最低,所以选取纤维素酶、果胶酶、α-淀粉酶进行复合配比。
2.1.2 复合酶配比试验
将纤维素酶、果胶酶、α-淀粉酶进行复合配比。提取条件:加酶量2%,酶解温度45℃,酶解时间5 h,料液比1:7,沙枣种子油得率见表2。

表2 复合酶配比试验
由表2可看出,在四种复合酶中,纤维素酶、果胶酶、α-淀粉酶按1:1:1配比,沙枣种子油提取率最高,效果最好,所以采用这三种酶进行1:1:1复配提取沙枣种子油。
2.2 水酶法提取沙枣种子油单因素试验
2.2.1 酶解时间对提取率的影响
料液比1:7,加酶量2%,酶解温度45℃,改变酶解时间进行对比试验,试验结果见图1。

图1 酶解时间对沙枣种子油提取率的影响
从图1可看出,提取率开始随着酶解时间的延长而增加,在5 h时提取率达到最高,当酶解时间超过5 h时,提取率却随着时间的增加而减少,并且料液开始有不良气味产生。酶解时间过长会使酶部分变性失活,并且反应时间过长使乳状液趋于稳定,破乳困难,对提油不利[7]。
2.2.2 料液比对提取率的影响
加酶量2%,酶解温度45℃,酶解时间5 h,改变料液比进行对比试验,试验结果见图2。

图2 料液比对沙枣种子油提取率的影响
从图2可看出,开始时,随着加水量的增加,提取率有明显提高,当料液比超过1:4以后,提取率随着加水量的增加呈下降趋势。在水酶法中,酶解时料液比对油脂浸出效果影响较大,且不同的油料有不同的最佳加水量,太高或太低的料液比均不利于酶解释放油脂。据研究,酶的活性与系统的水量有关,酶在含水量为35%的介质中具有最大活性[5]。
2.2.3 酶解温度对提取率的影响
料液比1:4,加酶量2%,酶解时间5 h,改变酶解温度进行对比试验,试验结果见图3。
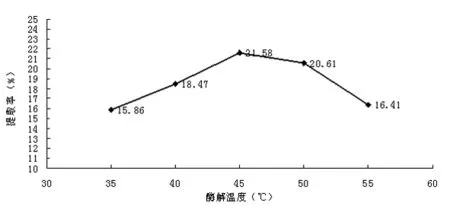
图3 酶解温度对沙枣种子油提取率的影响
由图3可看出,随着温度的上升,提取率逐渐提高,但超过45℃,提取率会逐渐下降。随着温度的不断升高,会使部分酶钝化并失去活性,导致沙枣种子油提取率降低。
2.2.4 加酶量对提取率的影响
料液比1:4,酶解温度45℃,酶解时间5 h,改变加酶量进行对比试验,试验结果见图4。

图4 加酶量对沙枣种子油提取率的影响
由图4可看出,随着酶的添加量的增加,沙枣种子提取率逐渐增加,加酶量在2.5% ~3%时,提取率基本没有多大改变。一般认为,酶浓度的增加,会使油的得率和油的分离速率增大,但往往有一适宜的或较为经济的酶浓度值。当酶的添加量达到某一浓度后,继续增加酶量所取得的效果并不理想,甚至会变差,所以必须按油籽品种、含油率、制油方式等试验确定酶的用量。
2.3 水酶法提取沙枣种子油正交试验
在单因素试验基础上,确定酶解温度(A)、酶解时间(B)、料液比(C)、加酶量(D)四个因素,选取每个因素的三个最优水平,采用L9(34)进行正交试验,因素水平见表3,结果见表4。
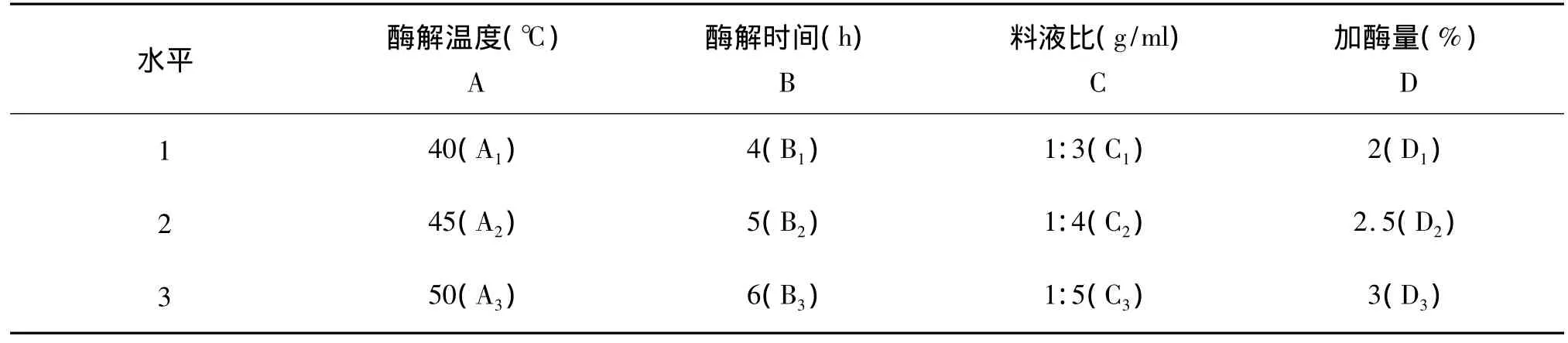
表3 因素水平表
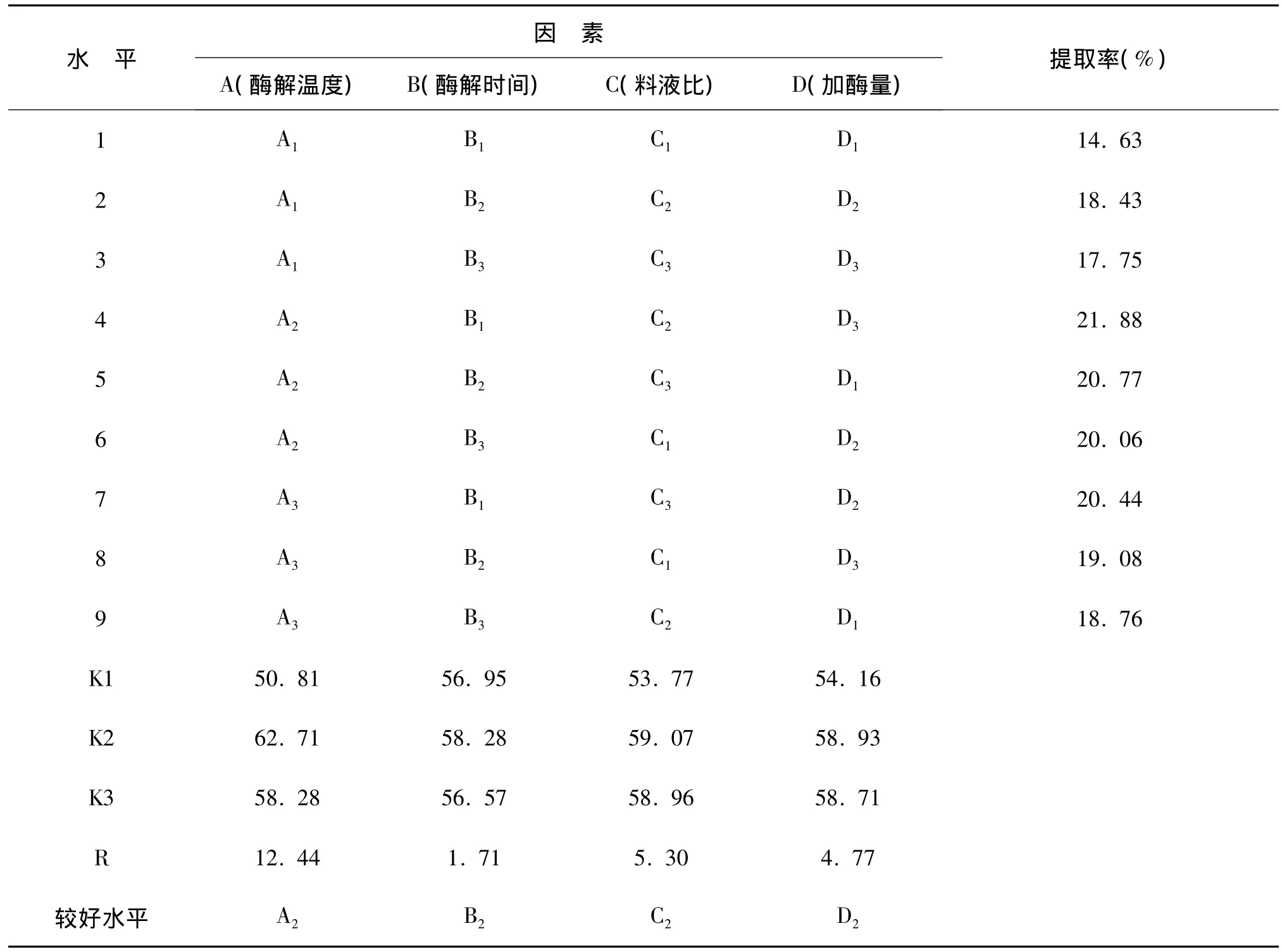
表4 正交试验结果及分析
由表4可看出,各因素的显著影响顺序为:A>C>D>B,即酶解温度>料液比>加酶量>酶解时间。水酶法提取沙枣种子油的最佳工艺条件组合为:A2B2C2D2,即酶解温度45℃,酶解时间5 h,料液比1:4,加酶量2.5%。在此工艺条件下提油率可达 23.84%。
3 结论
3.1 通过酶的选用及配比试验得出,纤维素酶、果胶酶、α-淀粉酶按1:1:1配比,沙枣种子油提取率最高,效果最好,所以采用这三种酶进行1:1:1复配提取沙枣种子油。
3.2 通过单因素试验和正交试验得出,用水酶法提取沙枣油的最佳工艺条件为:酶解温度45℃,酶解时间5 h,料液比1:4,加酶量2.5%。在此工艺条件下沙枣种子油的提油率可达23.84%。
[1] 中国科学院中国植物志编辑委员会.中国植物志[M].北京:科学出版社,1989,52(2):368-370.
[2] 于玮玮,阎国荣.沙枣的资源及研究现状[J].天津农学院学报.2009,16(2):46 -49.
[3] 盛小娜,王璋,许时婴.水酶法提取甜杏仁油及水解蛋白的研究[J].中国油脂.2007,32(11):26-30.
[4] 贾振宝.利用酶处理提高油的浸出量[J].西部粮油科技,2002,27(5):20 -211.
[5] 倪培德,江志炜.高油份油料水酶法预处理制油新技术[J].中国油脂,2002,27(6):5 -8.
[6] 刘大川.对高新技术在油脂与植物蛋白工业中应用的评述[J].中国油脂,2004,29(3):8-12.
[7] Sengupta R,Bhattacharyya D K.Enzymatic extraction of mustard seed and rice bran[J].J.Am.Oil Chem.Soc,1996,73(6):687 -692.
