6RA70全数字直流调速装置在板坯连铸去毛刺机中的节能应用
2012-06-20仇礼娟
仇礼娟
(四川机电职业技术学院,四川攀枝花617000)
1 引言
1.1 背景介绍
某钢铁厂1350板坯连铸机是我国第一台自行设计、自行制造,仅引进少量关键设备和技术建设起来的现代化大型板坯连铸机。铸机为一机两流,全弧形,四点矫直,冶金长度27.1m,年设计生产合格连铸坯100万吨。铸机于1993年10月18日一次性热负荷试车成功,投产后设备运行比较稳定,生产状况良好。
根据当时的技术水平状况,1350板坯连铸机去毛刺机采用直流模拟调速系统,但随着时间的推移,备件组织困难,电气设备逐步老化,故障率增加,2009年采用6RA70全数字直流调速装置,进行了全新升级改造。
1.2 机械系统构成
去毛刺机的机械部分主要包括以下装置。齿轮座:主要用来支撑和换向毛刺辊,保证整机运行时的平稳和水平;升降装置:主要是一个液压驱动油缸,用于将毛刺辊上升至高位和下降至低位;去毛刺辊和锤刀:锤刀安装于毛刺辊上,电机带动毛刺辊上的锤刀快速旋转,将铸坯头部、尾部火焰切割后遗留下的毛刺打掉。
1.3 去毛刺机工作原理
铸坯头部到达去毛刺减速位,切后Ⅰ组辊道、去毛刺辊道由高速转为低速运行,同时,去毛刺机电机带动毛刺辊正向高速旋转,为去毛刺做好准备。当铸坯头部到达去毛刺位,在液压油缸作用下,旋转的毛刺辊上升至高位,并在高位保持3.5s,旋转的锤刀将铸坯头部毛刺打掉;自动下降至低位,同时电机停止旋转。当铸坯尾部离开减速位时,去毛刺机电机带动毛刺辊反向高速旋转,重复上述动作,打掉铸坯尾部毛刺。
2 直流调速和控制系统构成
2.1 直流调速系统
如图1所示,去毛刺机驱动电机为直流电机,型号 Z315-1A (Pe=80kW、Uae=220V、Iae=400A,他励,励磁电流If=13.6A)。因此,升级改造选用SIMOREG DC Master 6RA70系列全数字直流调速装置6RA7081-6GV62-0(额定电流400A)。
2.2 上位机控制系统
如图2所示,去毛刺机去毛刺过程,电机逻辑运行动作控制信号来自上位机出坯PLC的电气室DP远程I/O。毛刺机的运行分手动和自动两种方式,其操作台和运行状态显示设置在板坯连铸机切割操作室,通过DP网络进行传输。手动方式适用于检修调试,在生产过程中完全采用自动方式。
3 控制系统完成的功能
3.1 速度闭环反馈环节的处理
如图1所示,去毛刺机直流调速系统采用测速机CSF形成速度反馈,在使用中存在以下问题:①测速机是10多年前的产品,厂家已不再生产,备件订货困难;②测速机老化严重,性能变差,同时通过电机内部齿轮连接,磨损很大,容易脱落。这诸多因素造成反馈环节质量很差,信号严重失真,电机运行波动大,机械出现严重的冲击颤动,导致门形框架、齿轮座、锤刀频繁损坏,去毛刺机维修成本大幅上升,并经常因事故停机检修,严重影响铸坯质量。因此,利用全数字直流调速装置6RA7081-6GV62-0具有的电压反馈功能,如图3所示,参数P083=1(测速机反馈)改成P083=3(速度实际值信号由EMF实际值通道K0287提供)。从使用一年多时间的实践证明,运行相当平稳,输出直流电压波动小于2%(采用测速机反馈输出直流电压波动大于10%),完全满足工艺提出的调速要求,节约了大量的维修费用,提高作业率30%以上。
3.2 励磁电流的优化控制
原设计去毛刺机电机的励磁电流If以永久接入方式供电。由于励磁电流If=13.6A很大,直流电机发热严重,因此必须采用强迫风冷散热(散热风机型号:Y132S1-2 5.5kW)。在实际使用中,仔细观察发现这样一个规律:生产过程中两块铸坯之间时间间隔大约为15分钟(对应拉速V=1米/分),而对于一块铸坯而言,毛刺机真正需要旋转去毛刺的时间约为1分钟。这就是说,在大约(15-1)/15×100%≈93%的时间内给电机所施加的励磁电流If=13.6A是无用处的。相反,造成电机励磁绕组大量发热而不得不额外增加强迫风冷散热,消耗大量电能。本着优化的设计思路,在去毛刺机电机旋转运行期间加入额定励磁电流If=13.6A,在停止运行后延时一段时间(设计为6s)取消励磁电流If。如图2所示,出坯PLC远程I/O的输出模板输出点Q8.6驱动继电器10J,继电器10J触点开闭状态决定全数字直流调速装置6RA7081-6GV62-0的36#端子的状态(0或者1),从而控制去毛刺机电机励磁电流If=13.6A的接入与取消。具体过程是:当铸坯头部(尾部)到达(离开)去毛刺减速位时正转(反转)运行信号 Q8.0(8.1)=1,继电器 10J断开,则励磁控制信号Q8.6=0,全数字直流调速装置6RA7081-6GV62-0的端子36#=0,向电机接入额定励磁电流If=13.6A;当正转(反转)运行信号 Q8.0(8.1)=0 时,延时 6s,励磁控制信号 Q8.6=1,继电器 10J闭合,端子36#=1,全数字直流调速装置6RA7081-6GV62-0取消向电机接入励磁电流,即If=0。
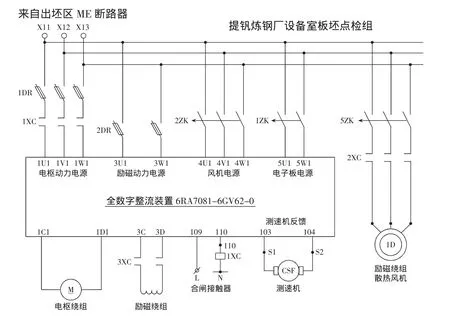
图1 直流调速系统

图2 上位机控制系统

图3 6RA7081-6GV62-0的速度闭环反馈电路
设计全数字直流调速装置6RA7081-6GV62-0的励磁运行控制参数:P257=0(停机励磁设定值)、P692=10(选择接入停机励磁的源36#端子),如图4所示。
在出坯PLC设计去毛刺机电机励磁控制程序,控制停车励磁输出点Q8.6的状态,如图5所示。同时,在软件和硬件上取消毛刺机电机的散热风机。需要特别说明的是控制程序中的时间继电器T25,主要是保护作用。当毛刺机直流调速系统合闸以后 Q8.6=0,励磁电流 If=13.6A 立刻加入,如果较长时间未投入运行,励磁电流If=13.6A始终满磁加入,这将导致取消散热风机后,毛刺机电机发热烧坏。因此,时间继电器T25检测到合闸2分钟后未出现运行信号 Q8.0 (8.1)=1,自动置位Q8.6=1,取消励磁电流的接入。
4 节能效益分析
1350板坯连铸机去毛刺机采用6RA70全数字直流调速装置6RA7081-6GV62-0进行了全新升级改造,可靠性、经济性大大提升,节能效果显著。
4.1 电机励磁节能
1350板坯连铸机一年停机检修时间:

去毛刺机仅仅在检修(故障除外)时停电,则一年通电时间:

则励磁电流优化控制后一年节约电能(R为电机励磁绕组电阻):

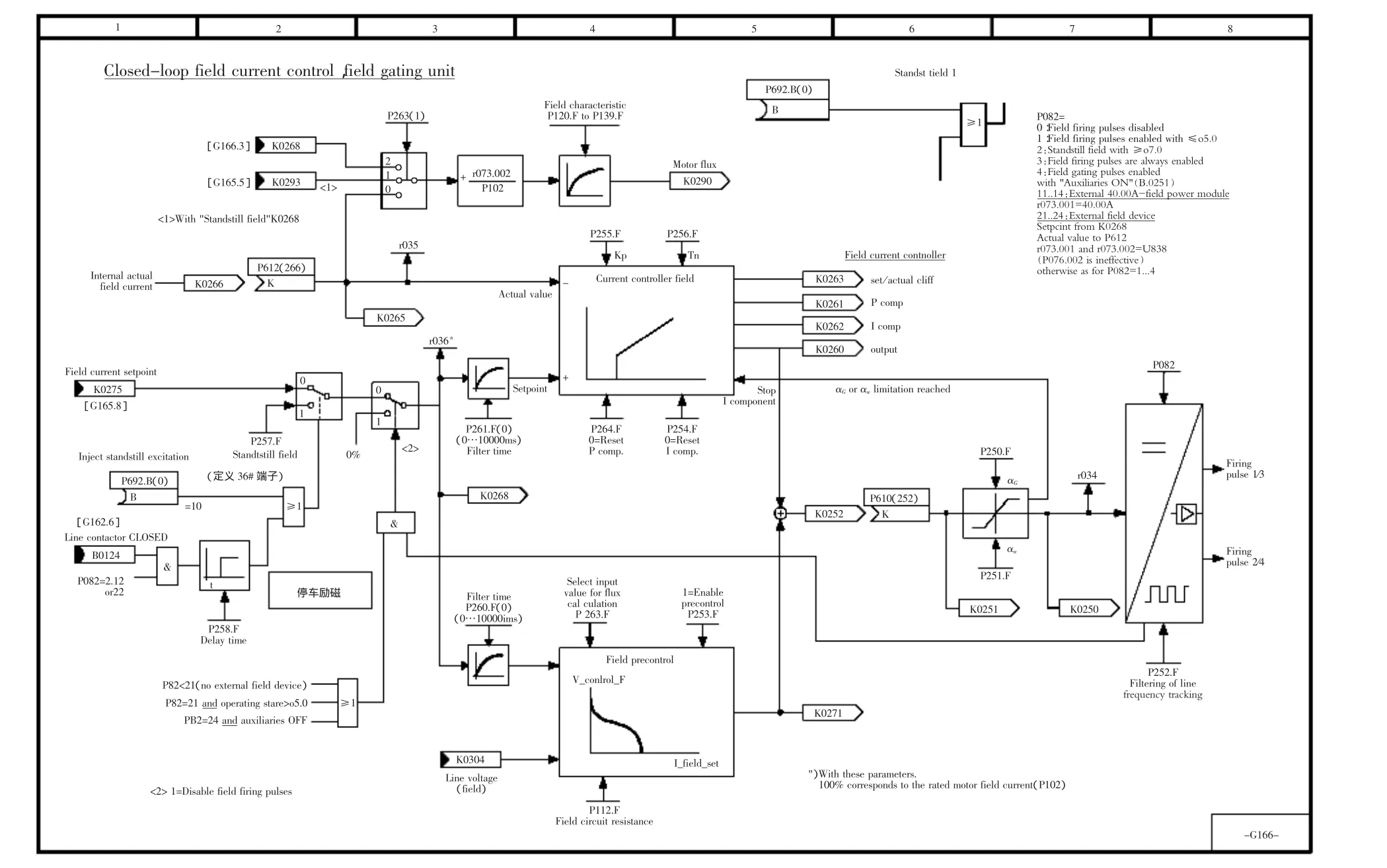
图4 6RA7081-6GV62-0的励磁运行控制参数图
4.2 取消散热风机节约电能(P为散热风机额定功率)

两项综合节能效益Q效益1(N=2,一机两流;J=0.5 元 /KW·h)

4.3 备件和质量效益
减少风机消耗 4台(0.6万元/台),由于更换一次散热风机,毛刺机停运5h/次,一年平均更换4次,铸坯不能去毛刺,造成质量异议损失100元/吨,则效益计算 Q效益2=(4 台×0.6 万元/台+5h/次×4 次×60 分×1 米/分×2 吨/米×100 元 /吨)×2=52.8万元
改造后一年总经济效益:

5 结束语
从生产实践分析得出,对于大量诸如上世纪建成的1350板坯连铸机,很多调速系统仍然还在使用直流调速。从可靠性、经济性分析,完全可以采用SIMOREG DC Master 6RA70系列全数字直流调速装置进行升级改造,其负载属于间断工作情况,完全可以借鉴电压反馈和励磁控制方式,实现更加可靠的节能减排运行模式。
[1]SIMOREG DC Master 6RA70 系列全数字直流调速装置使用说明书.
[2]STEP 7 V5.4 Help Contents.
[3]宋家成.直流调速系统应用与维修[M].北京:中国电力出版社,2008.
[4]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2005.
[5]史国生.交直流调速系统[M].北京:化学工业出版社,2011.
