木材用淀粉基复合胶黏剂的制备与性能1)
2012-06-13王必囤顾继友左迎峰张彦华
王必囤 顾继友 左迎峰 张彦华
(东北林业大学,哈尔滨,150040)
胶黏剂对木材资源的充分利用起着举足轻重的作用,如传统的脲醛树脂、酚醛树脂、三聚氰铵—甲醛树脂等[1]。现有的木工胶黏剂体系中,甲醛系胶黏剂致命的缺陷是,黏接的木制品在生产与使用过程中,不可避免地释放出游离甲醛等有害气体,从而危害生产者与消费者的身体健康;水性高分子异氰酸酯胶黏剂(API)虽然没有游离甲醛释放,但其黏性大、适用期短、成本高,限制了它在木材胶合中的广泛应用[2];作为天然胶黏剂的一种,淀粉胶的应用历史最为悠久,具有强度高、质量轻、无腐蚀、无污染、原料易得、价格低廉、使用方便等优点,被广泛地用于纸张、棉织物、商标等的黏接[3]。但淀粉类胶黏剂的耐水性极差,限制其应用于木材制品胶合。
异氰酸酯胶黏剂具有胶接性能优良、耐水、耐老化、无甲醛等污染问题,对被胶接材料适应范围广[4],并有利于提高胶接产品的质量及木材的利用率。伴随着环境保护要求的日益加强,人们的环保意识提高,开发和使用无公害的高效木材加工用合成树脂胶黏剂已成为人们普遍关注的问题。
针对淀粉胶黏剂的特点和不足,结合异氰酸酯胶黏剂的优点,本研究旨在利用异氰酸酯对淀粉胶黏剂进行共混,将其少量加入淀粉胶黏剂中进行改性,以达到提高胶接强度和耐水性功效,扩大淀粉胶黏剂应用范围。
1 材料与方法
玉米淀粉,吉林科荣变性淀粉工程技术有限公司;聚乙烯醇、四硼酸钠、次氯酸钠,分析纯,天津市光复精细化工研究所;过硫酸铵、氢氧化钠,分析纯,天津市纵横兴工贸有限公司化工试剂分公司;异氰酸酯,分析纯,天津市化学试剂一厂。
高功率数控超声波震荡水浴(KQ-400KDE型),电子PH计(PHS-25型),精密定时电动搅拌器、JJ-1型(90W),电热恒温鼓风干燥箱(DGG-9070型),预压机,热压机(最大压力100 t),万能力学试验机,XPS仪器,其他常规玻璃仪器。
淀粉胶黏剂制备原理:淀粉是一种多羟基化合物,由许多脱水葡萄糖单元经糖苷键连接而成,每个脱水葡萄糖单元的2、3、6位置各有一个醇羟基,因此淀粉含有大量反应基团。加入氧化剂是6位的羟基比2、3位更易于氧化,并且在碱性条件下氧化速率更快。淀粉氧化后含有醛基和羧基。聚乙烯醇(PVA)是一种水溶性高聚物,它的水溶性行为和淀粉相似。在PVA水溶液中加入过硫酸胺从而使PVA部分分子链导入醛基和羧基,由于淀粉和PVA都是多羟基的大分子化合物,在一定条件下可以相互脱水形成网状结构,从而PVA与氧化淀粉间交联作用增强,使黏合度明显增强。加入硼砂作为交联剂使PVA与淀粉产生进一步交联,提高胶黏剂的胶接强度和耐水性[5]。
淀粉胶黏剂的制备方法:在烧杯中按比例配置淀粉,并加入氧化剂次氯酸钠溶液,搅拌均匀,待用。在装有搅拌器、温度计的三口瓶中加入实验要求的PVA,并加入过硫酸氨进行氧化,温度为50℃。反应一段时间后,加入配好的淀粉糊,在50℃下用20%的氢氧化钠调pH=9~10,氧化一定时间。加入亚硫酸钠还原多余的氧化剂。加入2%的硼砂溶液络合一定时间,调pH=7~8,升温到75℃以上,反应器中溶液逐渐变稠,降温出料。与PAPI或亚硫酸氢钠封闭的PAPI按不同比例混合。
胶合板的制备:①单板准备。单板幅面300 mm×300 mm,含水率4.5%左右,表面砂光。②调胶。按实验方案于烧杯中加入适当比例的改性剂并搅拌。③涂布。将调制好的胶均匀涂抹在单板表面,施胶量300 g/m3。④预压。预压机下预压2 min。⑤热压。热压压力为 3 MPa,热压时间为 1 mm/min[6]。
淀粉胶黏剂的性能测试:pH值采用PHS-25型测试仪进行测试;黏度按照GB/T2794—1995标准,采用旋转式黏度计进行测定;固体质量分数,采用电热恒温鼓风干燥箱(DGG-9070型)进行处理后测量;耐水性能,按GB/T9846—2004II类胶合板标准进行测定;胶合强度,按照GB/T9846—2004II类胶合板标准,采用拉力机进行测定(参照 GB/T17657—1999标准制样);胶接界面采用XPS进行分析[7]。
2 结果与分析
2.1 pH值对胶液的稳定性及胶合强度的影响
从表1中可看出,控制胶液pH值确实对胶液的稳定性以及胶合强度有很大影响,改进工艺后所制得胶液的性能要优于改进工艺前胶液的性能。采用本实验方法,将胶液pH值调节至7.0~8.0为宜。
2.2 PVA质量分数对胶合板性能影响
用过硫酸胺对PVA溶液进行处理,可使PVA部分分子链导入醛基和羧基,并在分子链中引入酮基,这些基团和氧化淀粉间发生交联作用,提高胶黏剂的胶接强度。如PVA质量分数较低,形成的羧基和醛基数少,基团间发生交联的概率大大减少,胶黏剂的胶接强度下降;反之,PVA质量分数大,又会使氧化不完全,同样使胶接强度下降。

表1 pH对淀粉胶液性能的影响
用不同质量分数的PVA对淀粉胶进行改性,分别用5%、10%、15%的PVA合成淀粉胶黏剂,用纯淀粉胶黏剂和异氰酸酯改性的淀粉胶黏剂进行压制胶合板,分别对其干强度和湿强度进行测试,结果如表2所示。以以看出,淀粉胶合板的干强度随着PVA质量分数的增大而逐渐提高,而在63℃水中浸泡后会泡开,并且随着PVA质量分数的增加,泡开需要的时间也越长。为提高淀粉胶黏剂的强度,利用异氰酸酯进行共混改性。加入异氰酸酯之后,淀粉胶黏剂的干强度有较大的提高,且胶合板试件的木破率为100%。湿强度也有明显的提高,湿强度随PVA质量分数增大而提高,PVA质量分数为10%和15%时的湿强度已经达到GB/T9846—2004杨木胶合板Ⅱ类板的要求。但是在PVA质量分数为15%时,合成出来的淀粉胶黏剂比较黏稠,在压制胶合板时涂刷比较困难,且PVA价格较高。综合考虑淀粉胶黏剂的性能和胶合板的性能以及成本,PVA质量分数为10%最佳。

表2 PVA对淀粉胶胶接强度的影响
2.3 淀粉与PVA的比例对胶接强度的影响
淀粉胶黏剂的胶接强度和稳定性与PVA加入比例有较大关系。淀粉用量越小,胶液越稀,胶黏剂中淀粉与PVA间的相互交联越小。放置若干天后,胶液出现分层现象,胶液黏接强度下降,淀粉用量过大,放置若干天后胶液失去流动性,同样,黏接强度下降[8]。考虑PVA的用量对淀粉胶黏剂性能的影响,分别用淀粉/PVA 的质量比为3/4、3/5、3/6、3/7进行合成淀粉胶黏剂,用纯淀粉胶和改性的淀粉胶黏剂进行压制胶合板,对胶合板的干强度和湿强度进行测试,结果如表3所示。可知,PVA加入比例增大时,淀粉胶黏剂制备的胶合板的干强度有所增加,但当淀粉/PVA增大到3/5后,干强度增加较小。用63℃水对胶合板试件进行浸泡,胶合板会开。用10%的异氰酸酯和淀粉胶黏剂进行复合,淀粉胶黏剂的干强度和湿强度都有明显提高。
对比表2中纯淀粉胶和淀粉—异氰酸酯复合胶的干强度,在加入异氰酸酯后有较大提高,且木破率为100%。湿强度也有很大的提高,淀胶/PVA为3/5、3/6、3/7 时,湿强度0.7 MPa 以上,达到杨木胶合板Ⅱ类板要求。淀胶/PVA为3/7时,淀胶黏剂的黏度过大,在压制胶合板时不易涂刷;淀胶/PVA为3/5和3/6时,干强度和湿强度都没有太大的区别,考虑到PVA的价格,选用3/5较最佳。

表3 淀粉/PVA对淀粉胶胶接强度的影响
2.4 淀粉/水的质量比对胶接强度的影响
考虑淀粉用量对胶黏剂性能的影响,分别用淀粉/水的质量比为3/7、3/8、3/9和3/10合成淀粉胶黏剂,用纯淀粉胶和改性淀粉胶黏剂进行压制胶合板,对胶合板的干强度和湿强度进行测试,结果如表4所示。可知,淀粉胶黏剂中淀粉用量增大时,淀粉胶黏剂制备的胶合板的干强度呈现出减小的趋势,且淀粉/水为3/10时的木破率为30%,而淀粉/水为3/7时的木破率为10%。这是因为淀粉用量越小时,胶黏剂在陈化时能更好地渗入单板中,从而更好地形成胶接界面;而淀粉用量较大时,胶的流动性能相对淀粉用量小时要差,渗入木材的速度要慢。用63℃水对胶合板试件进行浸泡,胶合板会开。
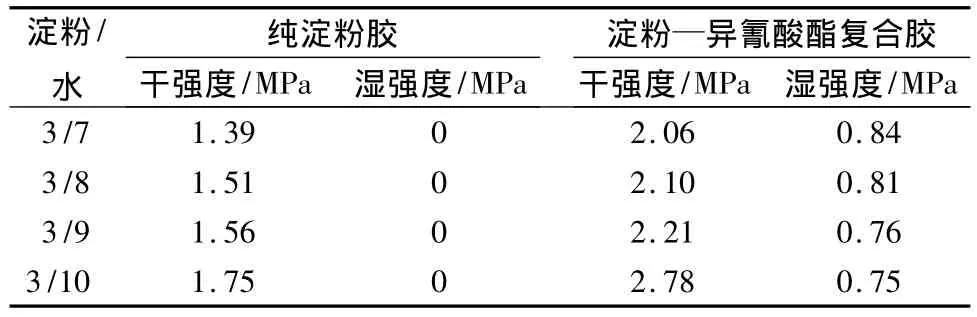
表4 淀粉用量对淀粉胶胶接强度的影响
用10%的异氰酸酯和淀胶黏剂进行复合后,淀粉/水为3/7时,复合淀胶黏剂的黏度迅速上升,适用期很短,且在压制胶合板时不易涂刷;淀胶/PVA为3/9和3/10时,湿强度没有太大的区别,淀粉用量小时,胶液能更好地渗入单板中,使得干强度更大。湿强度也有很大的提高,且湿强度都在0.7 MPa以上,达到杨木胶合板Ⅱ类板要求。根据不同的用途,本实验选用淀粉/水的质量比为3/8。
2.5 异氰酸酯的加入量对胶接强度的影响
异氰酸酯能够较好地和淀粉胶发生交联,形成网状结构,提高淀粉胶黏剂的强度和耐水性能,但由于异氰酸酯的价格昂贵,在达到提高强度和耐水性的同时,应考虑其加入量,从而降低成本。本实验选用异氰酸酯加入量为淀粉胶黏剂量的2.5%、5%、7.5%、10%、12.5%和 15%,对胶合板的干强度和湿强度进行了测试,结果如表5所示。可以看出,异氰酸酯对淀粉胶黏剂的强度和耐水性有重要的影响。当异氰酸酯加入量少时,胶液的流动性好,能较好地渗入单板形成胶接界面;异氰酸酯加入量从2.5% ~7.5%时,干强度逐渐降低;当异氰酸酯加入量达到10%时,干强度最大;当异氰酸酯加入量再增加时,由于复合胶黏剂黏度迅速上升使得强度下降。这是因为随着异氰酸酯用量的增大,异氰酸酯和淀粉以及木材中的羟基发生反应形成氨基甲酸酯键,从而提高胶接强度,但异氰酸酯用量超过10%之后,使复合胶黏剂不能更好地渗入木材中,影响胶接界面的形成。湿强度随着异氰酸酯加入量的增加而提高。当异氰酸酯加入量为2.5%时,63℃水泡,胶合板开裂,加入5%和7.5%,还不能达到GB/T9846—2004杨木胶合板Ⅱ类板要求。当异氰酸酯加入量为10%时,湿强度达到Ⅱ类板要求,继续增大异氰酸酯用量,湿强度也继续增大。考虑到异氰酸酯的价格,选用异氰酸酯加入量为10%。
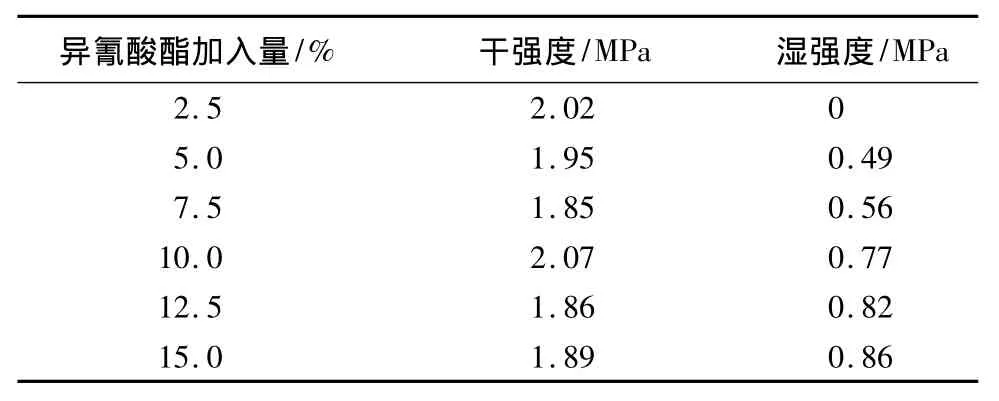
表5 异氰酸酯用量对淀粉胶胶接强度的影响
2.6 XPS方法分析胶接界面的分散性
用上述实验最佳配方,即胶液pH值调节至7.0~8.0,PVA质量分数为10%,淀粉/PVA比例为3/5,淀粉/水为3/8,异氰酸酯加入量为10%,制备复合胶黏剂压制胶合板。对此工艺制备的胶合板进行胶层界面的化学结构分析,从图1和表6中可以明显看出胶层的化学结构中含有一定数量N元素,这是异氰酸酯中归属所属元素,原子百分量为1.27%,充分证实异氰酸酯能与淀粉胶黏剂以及木材中的羟基发生化学反应。从氮的高分辨率谱图中还可以看出,异氰酸酯与水汽反应生成了取代脲,同时也与淀粉胶或木材中羟基反应生成氨基甲酸酯。因此,对于胶层的界面分析进一步证实异氰酸酯的骨架地 位,是淀粉胶黏剂制备胶合板不可缺少的交联剂。
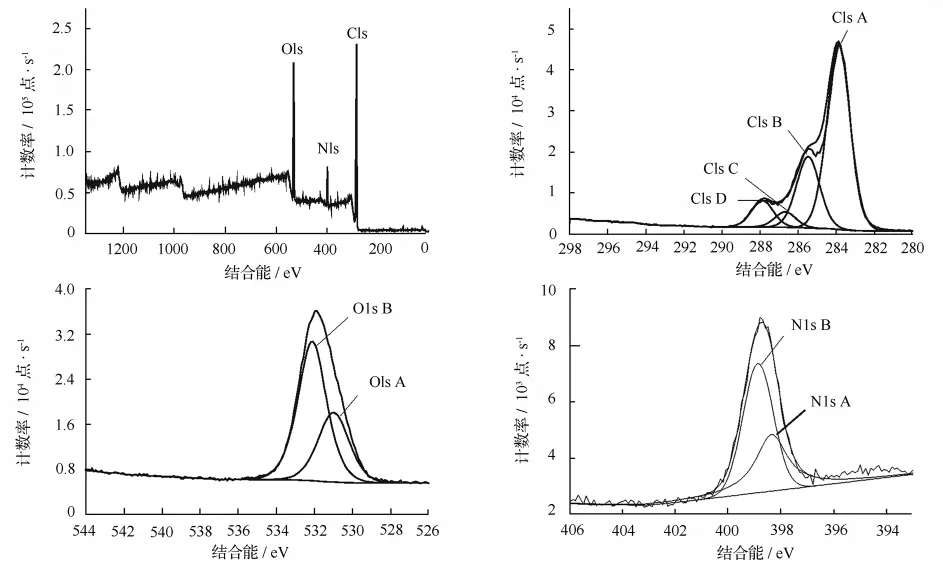
图1 异氰酸酯胶接界面的XPS谱图

表6 胶合板胶接界面的元素
3 结论
由以上分析可知,虽然单纯的淀粉胶黏剂因耐水性能差、贮存稳定性差以及胶接强度小限制了其在木材胶接领域的发展,但是通过改善淀粉用量、pH、PVA质量分数,以及加入一些助剂,特别是当加入硼砂及少量改性剂异氰酸酯后,淀粉胶黏剂的胶合强度和耐水性均较以前有一定程度的提升。实验达到了改善淀粉胶黏剂胶合强度和耐水性的预期目的,即湿强度达到GB/T 9846—2004Ⅱ类胶合板标准。实验得到最佳工艺为:淀粉与10%的PVA的质量比为3/5,淀粉与水的质量比为3/8合成淀粉胶黏剂,再用相对于淀粉胶10%的异氰酸酯进行共混,压制的胶合板性能最佳。
[1]Imam S H,Gordon S H,Mao Lijun,et al.Environmentally friendly wood adhesive from a renewable plant polymer:characteristics and optimization[J].Polymer Degradation and Stbailiyt,2001,73:529-533.
[2]时君友,李春风.玉米淀粉为原料制备API胶主剂的研究[J].木材工业,2006,20(6):8-19.
[3]张立武.水基胶黏剂[M].北京:化学工业出版社,2002:23-27.
[4]张彦华,顾继友,谭海彦,等.封闭异氰酸酯改性脲醛树脂制备胶合板[J].林产工业,2009,36(6):17-19.
[5]张玉龙.淀粉胶黏剂[M].北京:化学工业出版社,2003.
[6]张彦华,顾继友,邸明伟,等.异氰酸酯改性脲醛树脂胶黏剂的研究进展[J].黏接,2008,29(4):32-35.
[7]傅深渊,于红卫,槐敏,等.复合淀粉胶的制备及在胶合板上的应用[J].浙江林学院学报,2002,19(3):269-272.
[8]时君友,李文娟.以聚乙烯醇接枝玉米淀粉为主剂的API胶黏剂[J].黏接,2005,26(6):21-23.
