新型捕收剂常温反浮选铁矿石的试验
2012-06-11罗惠华阮耀阳
罗惠华,阮耀阳,黄 俊
(1.武汉工程大学环境与城市建设学院,湖北 武汉 430074;2.武汉祥辉选矿技术有限公司,湖北 武汉 430070)
1 矿石性质
司家营铁矿属于鞍山式铁矿,以赤铁矿为主,其次为磁铁矿、假象赤铁矿;脉石矿物主要为石英,含有微量黄铁矿、黄铜矿、绿泥石等矿物.矿石化学多元素分析及铁物相分析结果见表1、表2.

表1 矿石化学多元素分析Table 1 Multi-elements analysis of ore
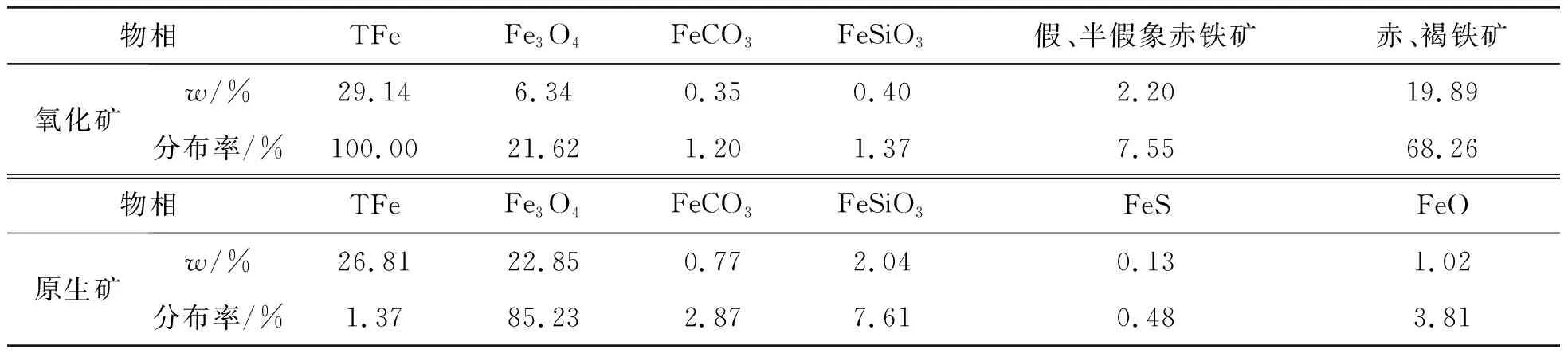
表2 铁矿物物相分析Table 2 Phase analysis of iron ore
常温反浮选小型试验的试样取现场浮选车间的给矿,TFe的含量为40%左右,杂质主要以石英为主,含量达30%以上,是此次主要分离对象.
2 试验方法
2.1 试验设备及药剂
试验设备:XFD型单槽式浮选机;药剂:NaOH、CaO、淀粉、常温捕收剂(武汉工程大学与武汉祥辉选矿技术有限公司研制).
2.2 试验过程
选用0.5 L单槽浮选机,各浮选产品分别烘干、称重、制样、分析化验各样品TFe含量,计算产率及回收率.
3 试验结果与分析
目前,国内铁矿阴离子捕收剂反浮选采用的是脂肪酸(皂),由于此类捕收剂在水中溶解分散不好,不耐硬水,以致需要加温浮选,浮选温度一般为(35±5) ℃.常常消耗大量的燃煤,且产生大量的CO2气体,影响环境,同时增加了选矿成本.为了降低浮选的温度,需要对脂肪酸类捕收剂加以改进,以提高浮选性能.
3.1 反浮选粗选药剂用量的确定
采用单一因素试验法进行浮选药剂条件试验,研究常温下(浮选温度为25 ℃)反浮选粗选NaOH、淀粉、CaO用量对浮选指标的影响,试验的流程如图1.通常影响选别效果的主要因素是矿浆溶液酸碱度、抑制剂、活化剂以及捕收剂的用量.确定的最佳药剂制度和工艺条件为:NaOH 1 500 g/t,CaO 650 g/t、淀粉 550 g/t.

图1 浮选试验流程图Fig.1 Flowsheet of flotation process
3.2 粗选和精选捕收剂用量对浮选的影响
通过对脂肪酸捕收剂在羧酸α位引入其他负电性基团,并复配一定量的表面活性剂,获得了常
温浮选捕收剂,从而达到降低浮选温度的效果.为了研究此捕收剂的性能效果,对司家营强磁精矿进行常温浮选试验,在条件试验所确定的最佳药剂用量下,进行粗选捕收剂用量试验,浮选温度为25 ℃,试验流程见图2,试验结果见表3.
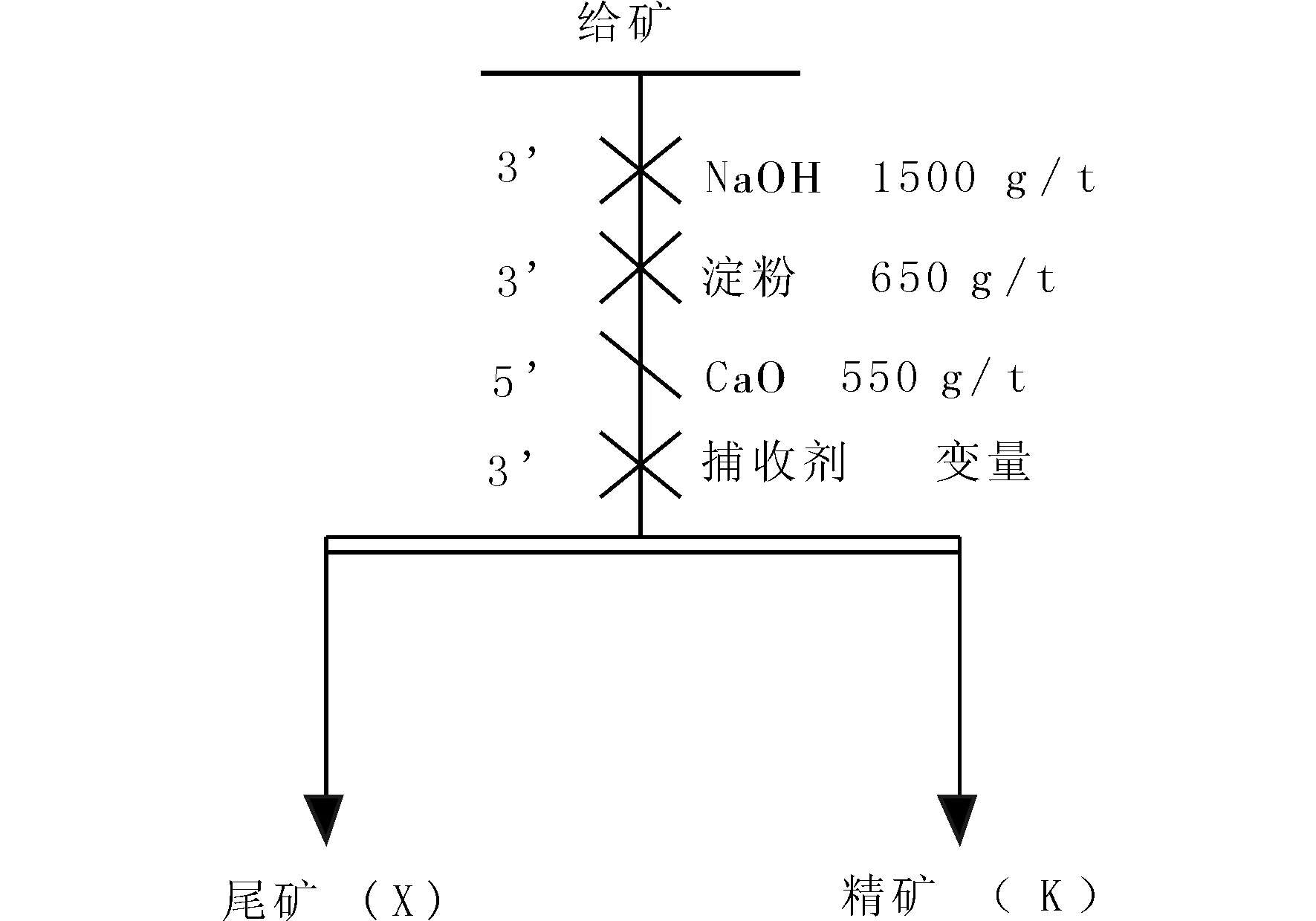
图2 粗选捕收剂用量试验流程图Fig.2 Test flowsheet of roughing collector consumption

捕收剂用量/(kg/t)产品名称产率γ/%品位β/%回收率ε/%0.4精矿60.4955.7885.07尾矿39.5114.9914.93给矿100.0039.66100.000.45精矿56.5358.0982.79尾矿43.4715.7017.21给矿100.0039.67100.000.5精矿53.8759.5780.99尾矿46.1316.3319.01给矿100.0039.62100.00
此次试验结果可知:随着捕收剂用量的增加,精矿品位相应提高,回收率呈下降趋势.当捕收剂用量为0.45 kg/t时,精矿品位比用量为0.4 kg/t提高了4.14%,比用量为0.5 kg/t时精矿品位仅降低了1.48%,而回收率比用量为0.4 kg/t降低了2.28%,比用量为0.5 kg/t时回收率提高了1.80%.因此粗选捕收剂的用量0.45 kg/t为最佳.由于采用一次粗选,精矿的品位接近60%,说明粗选只能脱出部分硅酸盐矿物,还需剔除粗精矿的杂质进一步提高品位.在上述粗选条件的基础上,精选时,添加了200 g/t的CaO,研究了捕收剂用量对浮选的影响,试验的流程见图3,试验结果见表4.

图3 精选捕收剂用量试验流程图Fig.3 Test flowsheet of cleaning collector consumption
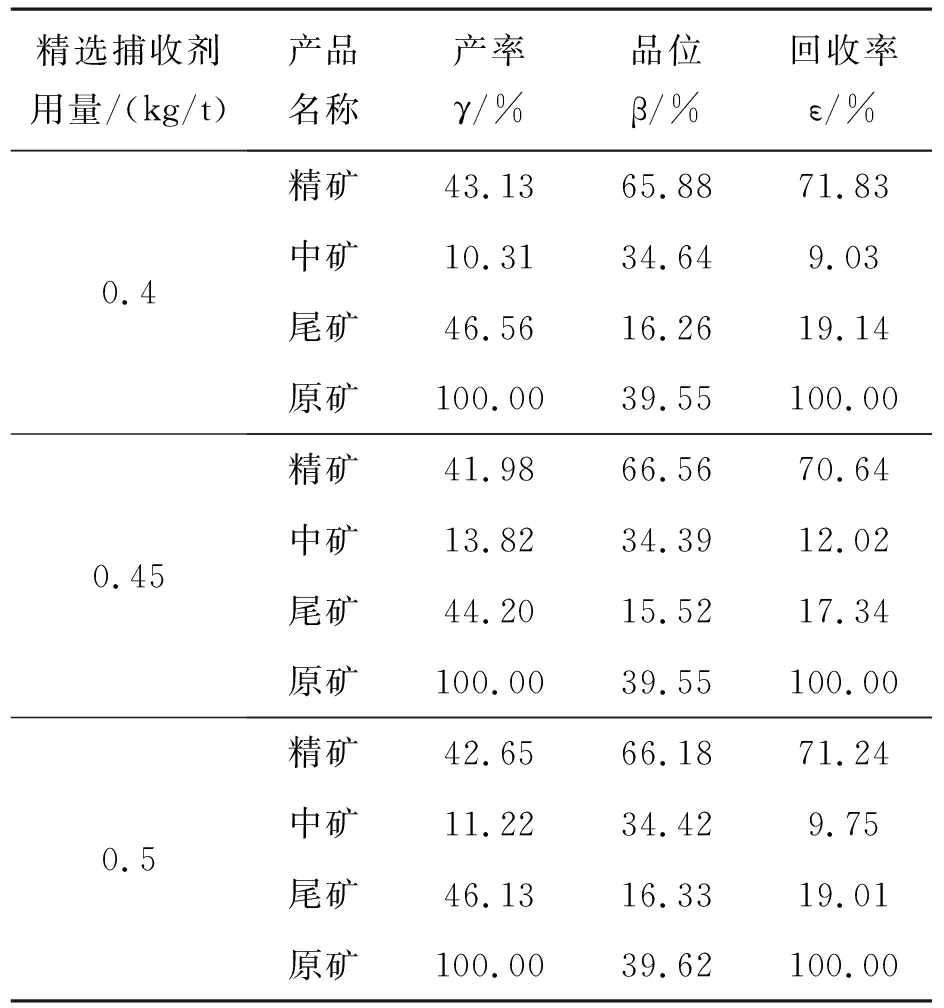
精选捕收剂用量/(kg/t)产品名称产率γ/%品位β/%回收率ε/%0.4精矿43.1365.8871.83中矿10.3134.649.03尾矿46.5616.2619.14原矿100.0039.55100.000.45精矿41.9866.5670.64中矿13.8234.3912.02尾矿44.2015.5217.34原矿100.0039.55100.000.5精矿42.6566.1871.24中矿11.2234.429.75尾矿46.1316.3319.01原矿100.0039.62100.00
由试验结果可知,随着精选捕收剂用量的变化,精矿品位先增加后减小,精矿产率先降低后上升.可能的原因是捕收剂用量为0.5 kg/t时,在脉石矿物表面形成多层吸附,使得部分硅酸盐矿物亲水,上浮量变小.因此精选捕收剂用量在0.45 kg/t时,精矿品位可达66.56%,回收率为70.64%.
3.3 闭路流程试验
根据以上确定的药剂制度(粗选NaOH为1.5 kg/t,淀粉为650 g/t,CaO为550 g/t,捕收剂为450 g/t;精选CaO为200 g/t,捕收剂为450 g/t),在25 ℃常温下进行一粗一精一扫闭路流程试验,闭路工艺流程及数质量流程图如图4、图5.

图4 闭路浮选试验流程Fig.4 Closed circuit flotation flowsheet

图5 浮选数质量流程图Fig.5 Quality and quantity flotation flowsheet
在浮选温度为25 ℃时,给矿品位39.81%,经一粗一精一扫闭路循环后获得精矿品位65.79%,回收率83.01%,尾矿品位13.58%的选矿指标.
4 结 语
a. 司家营矿业公司浮选车间的磁选精矿,采用反浮选,粗选NaOH、淀粉、CaO、捕收剂用量分别为1 500 g/t、650 g/t、550 g/t、450 g/t,精选CaO、捕收剂用量分别为200 g/t、450 g/t,浮选温度25 ℃下,经过一粗一精一扫浮选闭路流程试验,获得精矿品位65.79%,尾矿品位13.58%,回收率为83.01%的选矿指标.
b. 在25 ℃下进行的浮选试验可以看出,通过对脂肪酸捕收剂在羧酸α位引入其他负电性基团,并复配一定量的表面活性剂,获得的低温浮选捕收剂,水溶性较好,药剂选择性也较好,捕收能力较强.
参考文献:
[1] 余永富. 我国铁矿资源有效利用及选矿发展方向[J].金属矿山,2001(2):9-11.
[2] 葛英勇,余俊,朱鹏程. 铁矿浮选药剂评述[J].现代矿业,2009(11):6-7.
[3] 梁振绪. 提铁降硅阴离子反浮选工艺在磁铁矿选矿中的应用[J].矿业工程,2003(4):29-31.
[4] 罗良飞,陈雯,李文风.反浮选新药剂选别袁家村铁矿石试验研究[J].金属矿山,2009(12):61-63.
[5] 朱玉霜,朱建光. 浮选药剂的化学原理[M].长沙:中南工业大学出版社,1996:60-68.