浅谈PCB贴膜不良的改善
2012-05-31廖昌新
廖昌新
(博敏电子股份有限公司,广东 梅州 514768)
浅谈PCB贴膜不良的改善
廖昌新
(博敏电子股份有限公司,广东 梅州 514768)
主要讲述如何通过对不良问题的原因进行深入分析及如何通过各种交叉试验,寻找真因,制定改善措施,最终使问题得到彻底解决。
线路;贴膜不良;贴膜机
1 背景及目的
生产B线线路负片板时,出现批量压膜(渗蚀)不良,导致报废持续飙升,在短短的一周内贴膜不良报废高达176 m2,给品质及生产带来严重的影响,通过现场跟进及相关试验查找压膜不良(渗蚀)原因,改善B线线路压膜不良报废。
2 问题分析
2.1 问题板表现
(1)出现问题的料号不一、出现问题的料号主要在单面;(2)出现问题面严重时呈现多点,开路处断口有明显的咬蚀痕迹,部分板表面铜层有被咬掉一部分;(3)整板面开路多条线及PAD处开路。
2.2 缺陷图片(图1)

图1
3 相关试验跟进及结果
3.1 生产现场主要参数检查(表1)
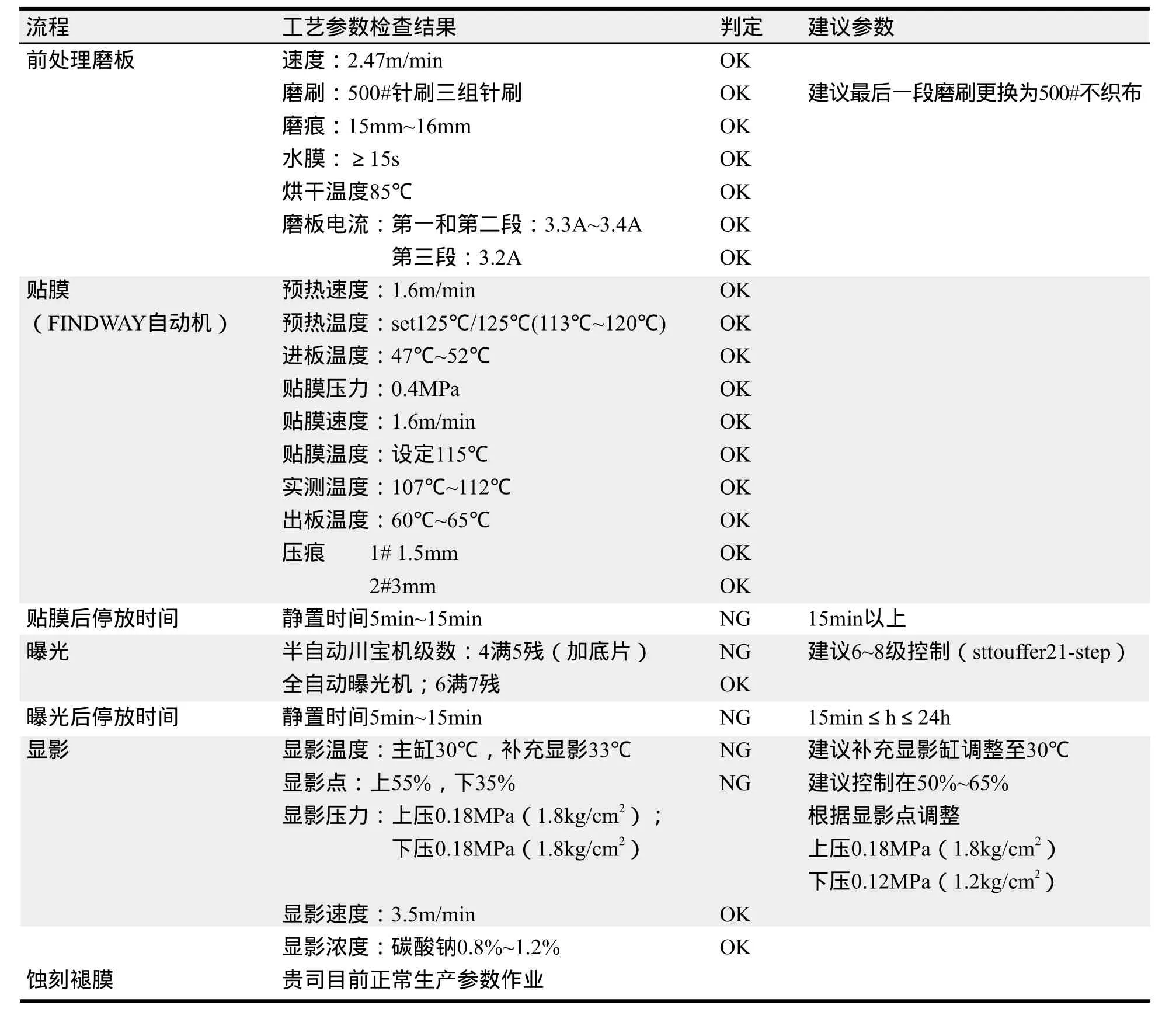
表1
3.2 相关交叉试验(表2)

表2

根据以上交叉试验可知:
(1)对生产参数进行调整OK后,有一定的改善,但改善效果不明显;
(2)此次分不同压膜机试验,出现问题主要是2#压膜机,出现压膜不良(渗蚀)主要在2#压膜机下压轮所压位置;
(3)参照上述试验结果,为避免试验的偶发性,再次重复上述试验。
①18号在选取料号7632在2#压膜机压膜时,随机抽取压膜后的板27 pnl,下压轮所压板板面起泡及皱纹27 pnl,试验暂停;
②对AOI处压膜不良的料号根据产线压膜记录,查找结果(见表3):
数据来源于MRB报废记录及生产工艺流程卡、贴膜记录
③所出现的压膜不量主要是单面,故对现场压膜轮更换为FINDWAY原装压轮,进行试板,结果如下:
4085 100pnl×40=4000pcs对缺陷分析(见表4)
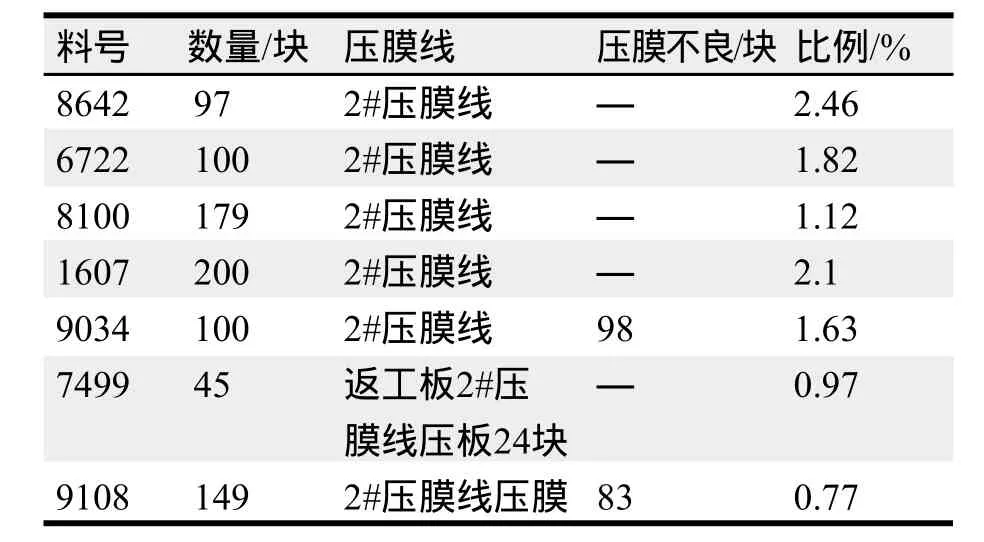
表3
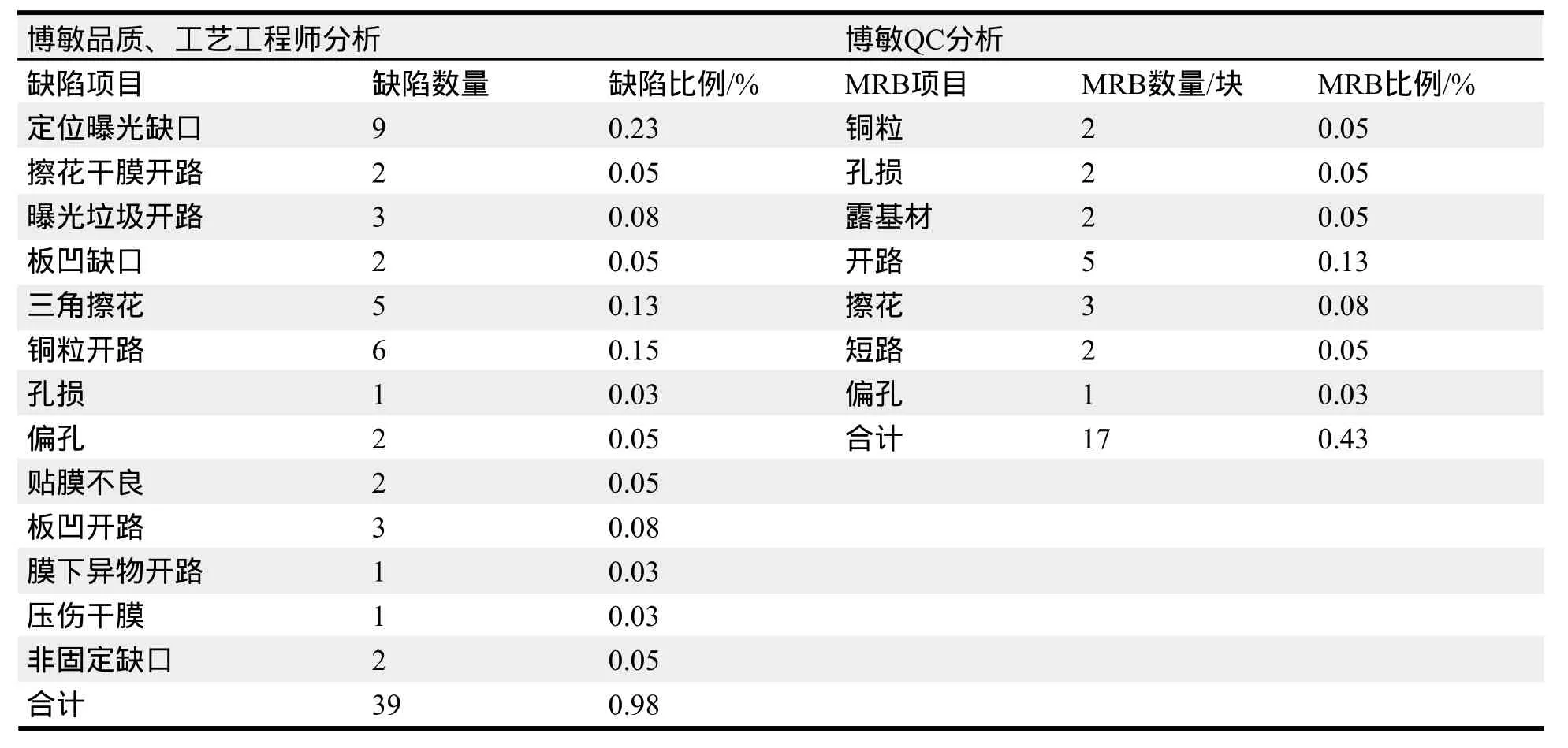
表4
缺陷图片见图2。
4 跟进总结
根据以上相关试验及现场跟进,造成此次批量压膜(渗蚀)为2#压膜机异常导致的,在对更换新的压轮后进行试板跟进,贴膜不良(渗蚀)有原来的2.46%的不良比例将至为现在的0.05%,改善效果明显。为保证后续2#压膜机的品质稳定性,建议在此次试板的基础上建议加大量测试,后续生产板建议1#和2#压板做好区分,以利后续品质跟进。
5 相关改善建议(见表5)
6 效果追踪
从改善后贴膜不良报废得到有效控制,贴膜不良报废率从8月份的0.47%降至9月份的0.09%,说明只要深入分析,找到问题的真因,那么问题就能迎刃而解。
Film lamination defect improvement
LIAO Chang-xin
This article made deep analysis of fi lm lamination defect, and made cross test to fi nd the root cause and made improvement measures, which eventually thoroughly solved the problem.
line; fi lm lamination defect; fi lm lamination machine
TN41 < class="emphasis_bold">文献标识码:A文章编号:
1009-0096(2012)08-0013-04
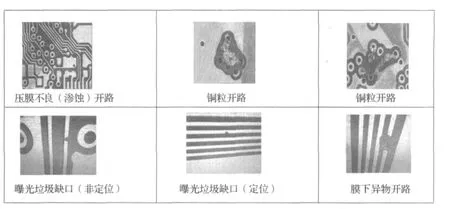
图2 缺陷图片

表5
