电器产品结构工艺性的分析与审查
2012-05-28丰蕾
丰蕾
(大连民族学院,辽宁 大连 116602)
1 引言
随着我国城市化建设步伐的加快,全国乡镇企业的创办也快速增长,特别是一些结构、工艺相对简单的电器产品的生产企业。这些企业对产品的外形比较重视,但是对产品的结构、加工工艺基本上是不了解的。只是把产品制造出来就可以,这样由于产品的结构工艺性不合理,在产品的生产、加工过程中就会出现大量废品、次品或原材料、能源浪费等现象。
为此本文把产品在设计过程中的结构工艺性分析与审查,首次生产前结构工艺性分析与审查的过程作以介绍。
2 电器产品设计结构工艺性审查的任务
新设计的电器产品或改进设计的电器产品在满足使用功能的前提下,还应符合一定的工艺性指标要求,以便在现有的生产条件下,能用比较经济的方法制造出来,并便于使用和维修。
3 主要因素和工艺性评价形式
3.1 工艺性分类
(1)生产工艺性:产品结构的生产工艺性是指其制造的难易程度与经济性。
(2)使用工艺性:产品结构的使用工艺性是指其在使用过程中维护、保养和维修的难易程度与经济性。
3.2 评定电器产品结构工艺性应考虑的主要因素
(1)产品的种类及复杂程度;
(2)产品的产量和生产类型;
(3)现有的生产条件。
3.3 电器产品工艺性的评价型式
(1)定性评价:根据经验概括地对产品工艺性进行评价;
(2)定量评价:根据工艺性的主要指标数值进行评价。
4 电器产品结构工艺性分析与审查内容
为了保证设计的电器产品具有良好的工艺性,在产品设计的各个阶段应进行工艺性分析与审查。
4.1 初步设计阶段的分析与审查
(1)从制造观点出发分析结构方案的合理性;
(2)分析结构的继承性;
(3)分析结构的标准化、系列化程度;
(4)分析产品各组成部分是否便于装配、调整和维修;
(5)分析主要材料选用是否合理;
(6)主要件在本企业或外协加工的可能性。
4.2 电器产品技术设计阶段的分析与审查
(1)分析产品各组成部分平行装配和检查的可能性;
(2)分析总装配的可能性;
(3)分析总装配时避免或减少切削加工的可能性;
(4)分析高精度复杂零件在本企业加工的可能性;
(5)分析主要参数的可检查性和主要装配精度的合理性;
(6)特殊零件外协加工的可能性。
4.3 电器产品工作图设计阶段的分析与审查
(1)各部件是否有装配基准,是否便于装拆。
(2)各大部件拆成平行装配小部件的可能性。
(3)分析审查产品零部件的铸造、锻造、冲压、焊接、热处理、切削加工和装配等工艺性。
5 审查实例
5.1 铸造零件结构的铸造工艺性
(1)为避免缩孔在两壁连接处应做成圆角(见图1)。

图1 两壁连结处应有圆角
(2)在零件的厚壁与薄壁的连接处应平滑过渡,使之尽可能有均匀的壁厚(见图2)。
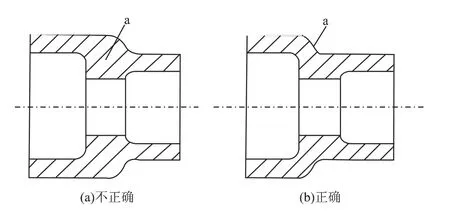
图2 厚壁与薄壁的连结处应平滑过渡
5.2 零件结构的冷冲压工艺性
(1)弯曲件或拉深件上冲孔时,孔与直壁之间应保持一定距离,以免冲孔时凸模受水平推力而折断,如图3所示。

图3 弯曲件孔边距最小值
(2)冲裁件尺寸的基准尽可能与制造模具时的定位基准重合,并选择在冲裁过程中不参加变化的面或线为基准。如图4(a)中所示的尺寸标注是不合理的,因为模具的磨损将导致尺寸C的设计基准不稳定,应改用(b)的标注方法。

图4 冲裁件的尺寸标注
(3)弯曲半径不宜过大,也不宜过小,过大时受回弹影响,弯曲角度和弯曲半径的精度都难以保证;过小时容易产生弯裂,当弯曲半径r<rmin,可分两次或多次弯形。
5.3 零件结构的焊接工艺性
(1)焊接件所用材料应具有可焊性;焊缝的布置应用利于减小焊接应力变形;
(2)焊接件的技术要求要合理;
(3)在焊接的端部产生锐角的地方应尽量使角度放缓;
(4)不宜采用薄而带锐角的板料作为加强筋,在焊缝处锐角必须去掉,因为锐角焊接时,板易熔化。同时注意,加强筋过多反而容易造成裂纹;
(5)受变应力的焊缝,焊缝不宜凸出,宜平缓,背面补焊,最好焊缝表面磨平。避免用搭接形式,要用时可长低的填角焊缝;
(6)不同厚度的钢板焊接时,接头处要平缓过渡,受力的焊缝不要配置在弯折处;
(7)不要把焊缝设置在加工面上。
5.4 零件结构的切削工艺性
(1)零件尺寸公差、形位公差和表面粗造度的要求要经济合理;
(2)各加工平面的形状应尽量简单,如图5(a)中,a面为曲面,不便于钻孔加工,应改为图5(b)结构;

图5 各加工平面的形状应尽量简单
(3)零件的结构要素应尽可能统一,并使其能尽量使用普通设备和标准刀具进行加工;
(4)零件的结构应尽量便于多件同时加工。
5.5 塑料零件的结构工艺性
(1)为降低模具成本,在满足使用要求的前提下,尽量放宽制品的尺寸公差,降低对表面粗造度的要求;
(2)制品的形状应便于成形、脱模,其内外表面转角处尽量采用圆角过渡;这样,有利于提高制品的强度和刚度,有利于简化模具结构,降低成本,保证制品质量;
(3)为确保制品的强度和刚度又不致使壁厚过大,可合理设置加强筋,如图6所示;筋厚常取壁厚的一半左右,筋高不超过壁厚的3倍,取3°~5°的拔模斜度;加强筋的布置以多一些、矮一些为好;

图6 加强筋的尺寸
(4)为增强塑料制件的螺纹强度,应选择较大直径及螺距的螺纹,对于经常拆装或受力较大的螺纹宜采用金属螺纹嵌件;制件的螺纹由于冷却后收缩后变形,将影响螺纹的旋出,因此,在保证使用要求的前提下,螺纹长度应大于螺纹直径的1.5倍,制件上的螺纹不能设有退刀槽,否则无法脱模;
(5)设计嵌件时,应主要考虑嵌件固定的牢靠性、制件的强度及模塑工艺过程中嵌件定位的稳定性;如嵌件尽量不开通孔,以便采用插入式定位;嵌件表面需滚花或开有沟槽;保证嵌件外包的最小塑料厚度;采用圆形或对称形状以及标准紧固件作嵌件等。
5.6 产品装配的工艺性
(1)应尽量避免装配时采用复杂的工艺装备;
(2)在质量大于20kg的装配单元或其组成部分的结构中应设有吊装结构要素;
(3)在装配时应避免有关组成部分的中间拆卸和再装配;
(4)各组成部分的连接方法应尽量保证能使用最少的工具快速拆装;
(5)各种连接结构形式应便于装配工作的机械化和自动化。
6 电器产品结构工艺性分析、审查方式与程序
(1)初步设计和技术设计阶段的电器产品结构工艺性分析、审查一般采用会审方式进行,对结构复杂的重要产品,主管工艺师应从制定设计方案开始就经常参加研究该产品设计工作的各种会议,和有关活动,以便随时对其结构工艺性提出意见和建议。
(2)对电器产品工作图样的工艺性分析与审查,应由产品主管工艺师和相关各专业工艺师分头进行。分析、审查后分别填写工艺性分析、审查记录,提出意见和建议,设计者根据工艺性分析、审查记录上的意见和建议进行修改设计,定稿后由相关人员签字。
(3)如果设计者与工艺师意见不一致,则由双方协商解决,如果协商后仍有较大分歧意见,则由总工艺师或总工程师进行协商裁决。
7 结束语
本文较详尽地阐述了电器产品结构工艺性问题,希望能给从事电器设计人员和工艺人员以帮助,以便使其设计、制造出的电器产品在保证使用功能的前提下实现高效、低耗、节能、环保。