汽车点火器用厚膜电路制造工艺探究
2012-05-12宋毅华谷云峰
宋毅华,谷云峰,刘 宏
(四平市吉华高新技术有限公司,吉林四平136001)
汽车工业是我国国民经济的支柱产业之一。2009年汽车产量达1300万辆以上,年同比增长24%。按照专家的预测,我国汽车产业将持续以每年20%左右的增速发展,未来十年,汽车及汽车电子产品将持续保持高速增长的态势。汽车电子产品作为汽车电子控制系统的信息源,是汽车电子控制系统的关键部件,也是汽车电子技术领域研究的核心内容之一。就汽车传感器而言,目前一辆普通的乘用车上大约安装几十到近百只传感器,高档乘用车上的传感器数量可多达二百余只。
1957年美国公司推出了电子控制燃油喷射系统,这就是所谓的电喷技术,电喷技术的推进为发动机技术开创了一个新纪元。汽车点火器一般是指汽车点火模块的控制电路部件,是汽车点火系统的最重要的零部件之一,其质量的优劣关乎汽车运行状况的优劣,因此该部件也是汽车发动机最关键的部件之一。
最开始汽车点火模块控制电路都是在PCB板上做的,在设计好的PCB板上焊上相应的电子元器件,再进行封装。由于PCB板在导热和机械强度等方面性能都不够好,这样就对整个点火器的稳定性产生很大的影响,在一定程度上限制了点火器的发展。随着厚膜技术的不断发展,出现了用氧化铝作为基板的厚膜电路,该产品具有设计灵活、绝缘性好、导热性好和机械强度高等优点,适合制造可靠性和耐用性要求高、产品种类及规格齐全的汽车电子产品,特别是在抗振动、抗冲击和耐高温等方面显示出较大的优越性。目前市场上的点火器产品大多数还是依赖进口价格高昂的点火器电路总成,我公司长期以来一直从事厚膜电阻和厚膜电路等产品的研发和生产,拥有整套的厚膜生产设备和完善的厚膜产品生产技术,在此基础上我公司进行了汽车点火器用厚膜电路的研制与生产,经过一段时间的试验,取得了一定的成功,总结出了一套比较完整的汽车点火器用厚膜电路的生产工艺。
1 试制过程
1.1 对产品性能的研究
根据对进口产品的解剖试验再结合客户使用条件及技术要求,总结出了汽车点火器用厚膜电路产品的主要技术性能指标,具体如下:
可焊性:焊盘上锡面积≥95%;
耐焊性:380℃耐焊时间≥6 s;
焊盘附着力:≥30 N;
TCR:≤ ±200 PPm/℃;
阻值精度:±2%。
产品达到以上性能指标,就可以充分的满足客户的使用要求。
1.2 材料的选择与试制
汽车点火器用厚膜电路只是汽车点火器的基础部分,要成为成品还需要利用表面贴装技术进行电阻以外的其他电子元器件的贴装,所以对焊盘的可焊性和耐焊性以及焊盘的附着力有较高的要求,再有就是该产品使用环境温度变化较大,所以对电路上印刷的电阻的阻值精度和TCR都有较高的要求,基于上述要求,选材料主要从电极浆料和电阻浆料入手,其他材料比如说基板和保护层材料都可以采用普通厚膜产品所使用的96%氧化铝基板和玻璃保护层浆料就可以了。
(1)电极浆料的选择,我们先后选用了进口和国产的各种电极浆料,采购回来电极浆料样品后进行印刷烧结,再进行可焊、耐焊和附着力试验,从中选择性能符合要求的浆料,然后再进行对比,从而选择最适合的电极浆料,要求既能保证产品性能,又要成本不能过高。
(2)电阻浆料的选择,影响电阻TCR的主要因素有电阻材料、电阻烧结条件和调阻工艺参数等,而选择性能良好的电阻浆料是保证产品TCR的首要条件。考虑到国内生产电阻浆料的技术相对国外要稍差一些,因此在选择电阻浆料的时候主要是从国外品牌的电阻浆料入手,我们先后试用了住友、杜邦、贺利氏以及ESL的电阻浆料,最终选择了性价比最好的杜邦电阻浆料来生产汽车点火器用厚膜电路。
1.3 试生产及出现问题的解决
做好了材料的选择工作以后,根据以前生产其他厚膜产品的经验,再结合汽车点火器用厚膜电路的特点,首先确定了该产品试生产的初始工艺流程,具体流程图如图1。
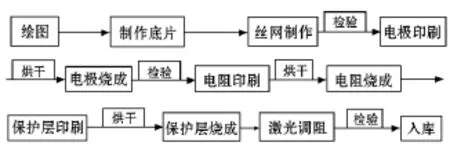
图1 汽车点火器用厚膜电路初步生产工艺流程图
确定了初步工艺流程以后,就按照既定的工艺流程开始进行试生产,试生产中用的丝网印刷、烧结和调阻工艺参数参照生产其他厚膜产品同一工序的工艺参数执行。在初始工艺流程的指导下,试生产基本顺利完成,说明初始工艺流程设计基本合理,材料选用很恰当。在试生产做出的产品中取5块样品进行性能试验,可焊试验良好,焊盘上锡面积均达到了97%以上,焊盘附着力最小的达到了35 N,个点阻值精度都达到了1.5%以上,耐焊试验最低耐焊时间在6 s,TCR试验虽然在±200 PPm/℃以内,但是离散性较大。由以上试验结果可以看出,此次试生产的产品在性能方面基本达到了要求,但是在耐焊和TCR两方面还有改善的空间。改善焊盘的耐焊性最有效的方法就是增加电极的膜厚,可是考虑到电极浆料价格较贵,所以就决定在电极印刷干燥后在焊盘位置加印一层,以增加焊盘的膜厚,从而提高焊盘的耐焊时间。再有通过调整激光调阻工序的激光切口形状来提高产品阻值精度,减小TCR的离散性,即将原来的厚膜产品通常采用的单刀直线形调阻改成片状电阻产品调阻时采用的单刀“L”形调阻,这样可以有效地提高阻值精度,减小TCR的离散性。
1.4 生产工艺流程的确定
在解决了试生产出现的问题后,重新进行了试生产。有了前次试生产的经验,这次试生产很顺利,对生产出来的产品进行了相关试验,性能均达到或超过了预计的水平,完全能满足汽车点火器的需要。具体试验测试结果如图2:
可焊性:焊盘上锡面积≥95%;
耐焊性:380℃耐焊时间≥10 s;
焊盘附着力:≥35 N;
TCR:≤ ±100 PPm/℃;
阻值精度:±1%。
至此汽车点火器用厚膜电路的生产工艺流程已经可以确定,具体工艺流程图如图2:

图2 汽车点火器用厚膜电路生产工艺流程图
2 结论和展望
通过这次对汽车点火器用厚膜电路制造工艺试验成功,在此工艺条件下生产出来的产品性能完全达到了客户要求的水平,在汽车点火器用厚膜电路生产领域打破了国外大品牌的垄断,使该产品成功实现了国产化。该生产工艺流程合理,适合工业化生产,有很强的推广价值。该产品是我公司在完成汽车油位传感器用厚膜电路试制的基础上,又成功开发的一款汽车用厚膜电路产品。相信在不久的将来一定会在汽车用厚膜电路领域出现更多更好的国产产品来替代进口产品,从而打破国外的技术垄断,加快我国汽车电子技术产业化过程,推动我国汽车电子技术,提高我国汽车企业参与国际市场的竞争力。