1 000 MW机组除氧器排氧方式优化与应用
2012-04-23刘志杰张景彪
刘志杰,张景彪,李 冬
(神华国华绥中发电有限责任公司,辽宁 葫芦岛 125222)
1 000 MW机组除氧器排氧方式优化与应用
刘志杰,张景彪,李 冬
(神华国华绥中发电有限责任公司,辽宁 葫芦岛 125222)
介绍了国华绥中发电有限责任公司 (简称绥电)除氧器排汽回收系统的结构、工作原理。通过与国内现有相关产品的对比,论证了绥电自主研发的除氧器排汽回收系统的优点,为今后在同类型机组中的应用提供参考。
1 000 MW机组;除氧器;排氧
1 除氧器工作原理[1]
凝结水从盘式恒速喷嘴喷入除氧器汽空间,进行初步除氧,然后落入水空间流向出水口;加热蒸汽排管沿除氧器筒体轴向均匀排列布置,加热蒸汽通过排管从水下送入除氧器,与水混合加热,同时对水流进行扰动,并将水中的溶解氧及其他不凝结气体从水中带出水面,达到对凝结水进行深度除氧的目的。蒸汽从水下送入,未凝结的加热蒸汽(饱和蒸汽)携带不凝结气体逸出水面,流向喷嘴的排汽区域 (喷嘴周围排汽区域为未饱和水喷雾区),在排汽区域未凝结的加热蒸汽凝结为水,不凝结气体则从排汽口排出。在除氧器顶部均需设置排汽管,其作用是将高加及除氧器所产生的不凝结气体排向大气,在排出气体的同时,会携带出少量的高温蒸汽[2]。
2 除氧器及乏汽排放
绥电2×1 000 MW机组分别安装1台卧式无头式除氧器[3],型号为DFST-3200·350/186,性能参数如表1所示。
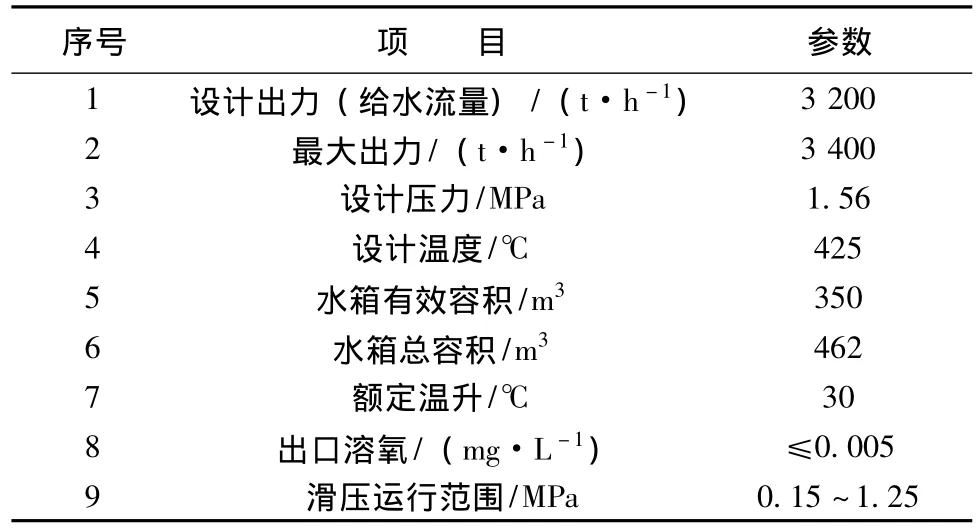
表1 除氧器性能参数
每台除氧器设有4个排汽孔,每个排汽孔设有节流孔板及电动控制阀,除氧器内的不凝结气体通过排汽孔排至厂房外 (如图1所示),以减轻其对热力设备造成的氧腐蚀[4]。
3 排氧方式原设计存在的问题
原设计是在除氧头顶部设置2根排汽管,其作用是将高加疏水及除氧器内所产生的不凝结气体排向大气,但在排出气体的同时,将携带出大量的高温蒸汽。携带出的蒸汽其工质及热量散失在大气中[5],不仅造成机组补水率升高、公司运营成本提高,而且还造成厂房大量冒汽,严重损害了企业的社会形象。
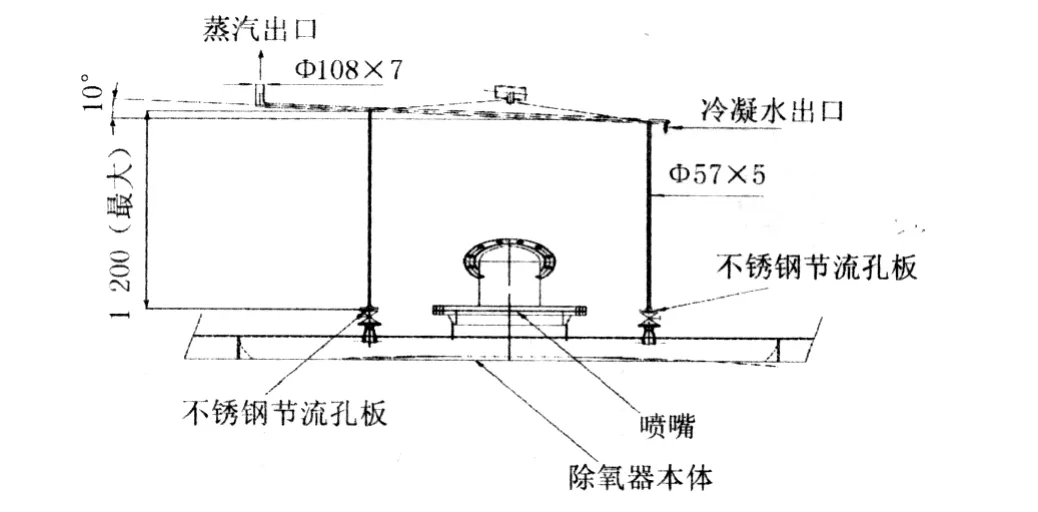
图1 乏汽排放系统简图
4 国内现有除氧器排汽回收装置
4.1 装置1
以汽机冷凝水 (45.8℃)为工作介质,除氧头排汽经排汽回收装置抽吸后,将冷凝水加热升温(最高温升可达50℃以上)进入气—液分离罐,被分离的氧气经排出装置自动排出,这样被加热的冷凝水其含氧浓度低于除氧器正常进水含氧浓度。
热水再经升压泵回到低加出口进入除氧器水管。排汽热能与冷凝水被全部回收,减轻除氧器负荷,节省除氧用汽,提高水质,除氧器排汽回收装置流程如图2所示。

图2 除氧器排汽回收装置流程

图3 除氧器排汽回收装置流程
4.2 装置2
将2台除氧器外排乏汽接至乏汽回收总管,以除盐水 (20℃)为工作水,经喷射式混合加热器抽吸,将乏汽冷凝成水,并变成气—水混合物,工作水被加热。热水进入气液分离装置,被分离的不凝结气体经排出装置自动排出,热水经升压泵,回送至除氧器进水总管。排汽的热能与冷凝水被全部回收,除氧器出力不变,除氧器所需新蒸汽用量减少,除氧器排汽回收装置流程如图3所示。
5 除氧器排汽回收系统改造
绥电二期工程每台机组设置1台卧式/内置式无头除氧器,其设计最大出力为3 400 t/h,实际运行出力为3 033 t/h;设计工作压力156 MPa,实际工作压力1.218 MPa,自耗汽量92 t/h,排汽管为4个,管径Φ57×3 mm。
正常运行时,除氧器排汽量约为0.2 t/h。通过除氧器排氧系统改造,在除氧器排汽管各加装2台截止阀,其中1、2号截止阀接到各自排汽母管上,3、4号截止阀经管路连接后,再引出1条管道经5号截止阀引至除氧器溢流排水管道,经低压疏水扩容器回收至凝汽器,不凝结气体通过真空泵排出。机组启动过程中,除氧器排汽对空排放,正常运行后除氧器排汽到凝汽器,回收工质。机组停机后切换至排空方式,具体方案如下。
a. 利用机组小修期间进行系统改造。
b. 在原除氧器2个排氧管上各安装1台DN80/6.4MPa焊接手动门,用作与大气隔离,在2台手动门前 (排氧电动门后)各安装管径为Φ89 mm的20号钢管,并在每根排氧管连接处各安装1台DN80/6.4 MPa焊接手动门,与凝汽器隔离。
c. 2根蒸汽回收管汇合后,从中间引出1根管径为Φ133 mm的20号钢管,经1台DN125/6.4MPa焊接手动总门,与除氧器溢流到主机凝汽器管路阀门后相接。
d. 新门安装前要进行阀门严密性校验,并涂抹润滑剂,方便运行人员操作。
e. 钢管安装前,对管壁内部进行清理,防止金属、杂物等进入凝汽器污染水质。
f. 管道连接完毕后,对焊口进行热处理并检验合格,方可验收并投入使用。
g. 对新安装的阀门管道进行保温敷设。
h. 绘制新版系统图 (如图4所示),将系统变更部分进行更新,方便指导运行人员操作。

图4 除氧器排汽回收系统简图
6 除氧器排汽回收装置比较
a. 国内现有除氧器乏汽回收系统
以上2套乏汽回收装置设备投资90万元左右,设备年耗电费约4.46万元,年维护费2万元,1年节约冷凝水价值4.56万元,1年回收总效益约-1.9 万元。b. 绥电1 000 MW机组除氧器排汽回收系统
乏汽回收装置2套设备投资1.6万元,设备年耗电量无,维护费暂无,1年节约冷凝水价值4.56万元,节约设备电耗和维护费用6.46万元,1年回收总效益约 11.02万元,设备投资节约88.4万元。
绥电2×1 000 MW机组除氧器排汽回收系统具有系统简单、投资成本低、收益高、回报快、操作简单等优点,克服了系统初期投资大、系统复杂和维护工作量大等缺点。
7 绥电2×1 000 MW机组除氧器排汽回收系统的应用
3号机除氧器排汽回收装置2010年8月9日安装完成,15日投入使用,投入后除氧器排汽全部回收,机组背压3.3 kPa,含氧量2.51%,真空泵两运一备,各项指标正常,系统运行稳定。
4号机除氧器排汽回收装置2010年10月25日安装完成,11月5日投入使用,投入后除氧器排汽全部回收,机组背压3.4 kPa,含氧量2.87%,真空泵两运一备,各项指标正常,系统运行稳定。
8 结束语
采用绥电2×1 000 MW机组除氧器排汽回收系统,可将除氧器排汽全部回收,年节约冷凝水2 200 t,具有显著的经济效益,并可节约大量初期投资和改造费用,而且改造方便、一次性投资低、回报周期短。除氧器排汽回收实现了工质的循环再利用,解决了厂房漏汽造成的蒸汽污染。回收系统简单,操作方便,维护量小,可随时切换至原系统运行。
[1] 山西省电力工业局.汽轮机设备运行 (高级工)[M].北京:中国电力出版社,1998.
[2] 刘正海.火电厂节能与指标管理技术手册[M].北京:中国电力科技出版社,2006.
[3] 张 磊,马明礼.1 000 MW汽轮机设备与运行 [M].北京:中国电力出版社,2008.
[4] 《火力发电职业技能培训教材》编委会编.发电厂集控运行[M].北京:中国电力出版社,2004.
[5] 林万超.火电厂热系统节能理论[M].西安:西安交通大学出版社,1994.
Optimization and Application of Deaerator Exhaust Oxygen Mode for 1 000 MW Units
LIU Zhi-jie,ZHANG Jing-biao,LI Dong
(Shenhua Guohua Suizhong Power Co.,Ltd,Huludao,Liaoning 125222,China)
This paper points out the structure and principle of Suizhong Power deaerator exhaust steam recycling system.Compared with the domestic existing products,it demonstrates the advantages of self-development deaerator exhaust steam recycling system,providing references for units of the same type.
1 000 MW unit;Deaerator;Exhaust oxygen
TK223.5+22;TK229.2
A
1004-7913(2012)01-0008-03
刘志杰 (1970—),男,硕士,高级工程师,从事发电厂集控运行管理工作。
2011-10-15)
