基于PLC的可自由编程的仪表车床数控化改造系统
2012-04-19张铁壁张法渤孙士尉郭新军
张铁壁,刘 奎,张法渤,孙士尉,郭新军
(1.河北工程技术高等专科学校,河北沧州 0610001;2.南水北调直管建管部,河北石家庄 050000; 3.南皮县工程建设监理公司,河北南皮 061500;4.迁西县供电公司,河北唐山 064300)
基于PLC的可自由编程的仪表车床数控化改造系统
张铁壁1,刘 奎2,张法渤3,孙士尉1,郭新军4
(1.河北工程技术高等专科学校,河北沧州 0610001;2.南水北调直管建管部,河北石家庄 050000; 3.南皮县工程建设监理公司,河北南皮 061500;4.迁西县供电公司,河北唐山 064300)
以对某仪表车床数控化改造为例,详细介绍了通过PLC数控化改造的原理、方法以及程序设计等。改造后的仪表机床,可以进行自由编程实现多种零件的加工。运行效果证明该机床具有经济、方便、功能多、灵活、效率高等诸多优点,有较高的推广价值。
仪表车床;PLC;自由编程;人机界面
仪表车床因其加工方便、灵活,在车床类加工设备中有较高的占有率,特别是加工较小的有色金属类零件,生产效率高、操作方便。但是机加工质量受人为因素影响很大,如工人的操作熟练程度,工作时间长短等[1]。PLC是先进的工业化国家通用的标准工业控制设备,以其可靠性高、逻辑功能强等优点在众多的行业中得到广泛的应用,且小型PLC的价格目前亦很便宜,因此在普通车床的控制电路改造中发挥了及其重要的作用。使用PLC对仪表车床改造,进行数控化,不但可以提高加工精度,保证加工质量,提高生产效率,而且降低了工人的劳动强度,对工人的技能要求也可适当降低[2]。文中以某仪表车床进行数控化改造为例,介绍其改造的基本方案和原理。
1 系统的构成
如图1所示,改造后的数控系统除床体外主要有:X轴进给、Y轴进给、推料、顶针、钻孔、夹紧、退料等7个气缸以及信捷文本&PLC、电机等单元组成。
该机床是在普通仪表车床上加装控制电磁阀与气缸,并配装交流电机,分别控制主轴旋转及X、Y轴刀架进给气缸的运动。根据加工需要,设置加工工件号、动作气缸以及步数等,通过信捷文本显示器的操作面板输入到PLC,来控制电机以及各个气缸的动作关系,实现刀具与工件的相对运动,完成零件的加工。该系统最多可完成10个不同的工件,每个工件可以有15步的动作。

图1 仪表车床改造系统结构示意图
2 输入输出分配
系统选择的PLC为信捷的XP3-18RT一体机。该号PLC外形小巧,维护方便;不仅实现了一定的运算和控制功能,而且动态显示文本,具有报警等基本功能,外观简洁大方又富有时尚气息。它具有10点/光耦隔离开关量输入、8点/(继电器输出、晶体管输出)开关量输出、192×64像素(3.7 inh)LCD显示、26个功能键。具体的输入/输出信号与PLC的对应关系如表1所示。
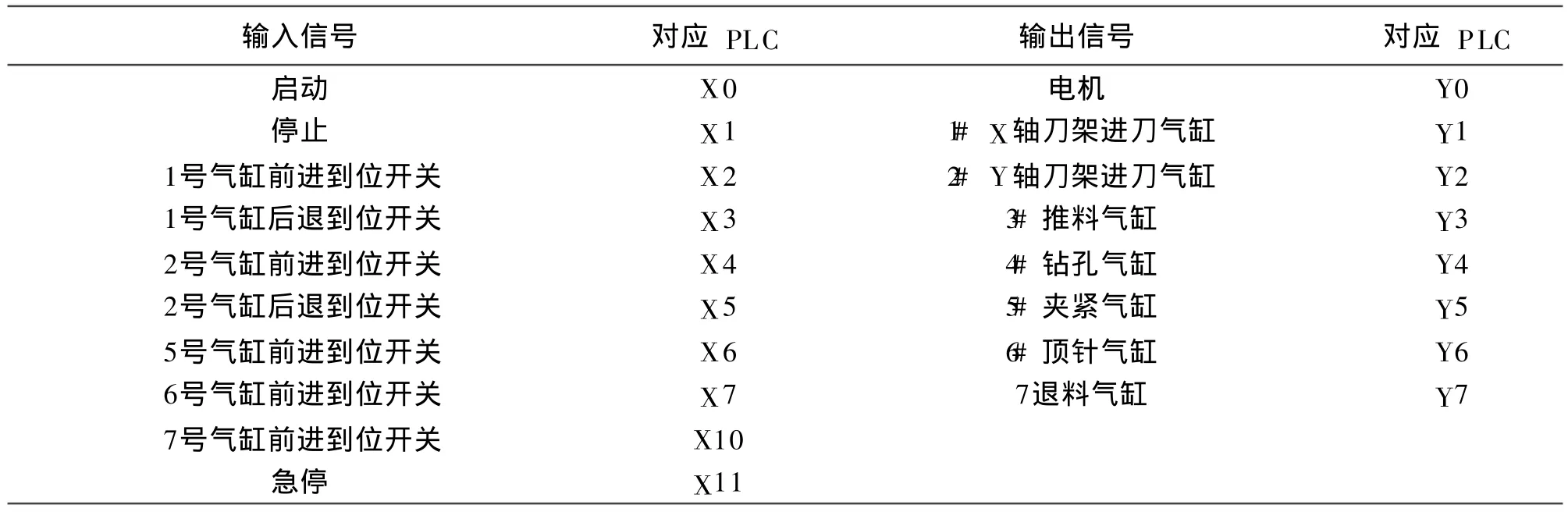
表1 输入/输出信号变量分配表
3 自由编程的实现
3.1 工件号及步的实现
在程序中,用D0、D10实现工件号与步的加减设定。梯形图如图2所示,M0用于动作步的递加,M1用于动作步的递减;M2用于工件号的递加,M3用于工件号的递减(这些触点分别对应于文本输出器的相应按钮)。比如设置工件1和工件2的加工步骤,首先使工件号寄存器D10内容加1,然后通过D0来设置各部的动作气缸;设置完毕工件1的加工步骤,按照同样的方法设定工件2的加工步骤,该系统可以最多设置10种不同的加工工件。
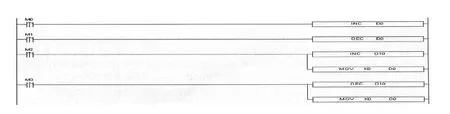
图2 工件号与步数设定梯形图
对应于每一步的动作设定,通过图3所示的梯形图来完成。图中M3000=1,表示气缸1动作,如果为0,则表示该步气缸不动作,该动作的设定由文本显示器的键盘设定。M3000到M3007分别对应于系统的7个气缸和一个电机。图中只给出了2个气缸的梯形图。图4所示为对每一步的动作进行存储(存储的起始地址为D4100),并通过D40存储该步动作的动作时间(起始地址为D4500),存储地址采用了地址的偏移,偏移地址的数据存储在D20寄存器中,偏移量的梯形图如图5所示,根据D10步数的内容,将偏移地址进行修改。
3.2 步动作的实现
每步动作的实现,主要是每一步对应的动作气缸,将事先已经存储的工件号,按照其加工工艺进行动作输出,梯形图如图6所示。图中D4100[D20]为存储的工件1到10号的输出,将之输出给DY0,相应的气缸进行动作,D4500[D20]存放的为该步的动作时间,[D20]为偏移量;D4100[D20].8存储的为选择时间还是位置选择开关。这里巧妙利用了变址寻址和数据寄存器的位数,节省了大量的程序空间。

图6 步动作梯形示意图
4 结论
用PLC将普通仪表机床进行数控改造运行一年多的效果证明,该系统技术上先进、经济上可行、易于操作、可靠性高、抗干扰能力强。系统还具有以下优点。
(1)系统灵活可靠,具有存储功能。可以将常用工件的加工流程一次性输入,按照工件编号随时调用。
(2)系统软件控制,易于扩展,适应性强。只要改变程序就可以加工不同的工件,控制程序稍作改动,就可以增加工件号以及动作步数。
[1] 李和平,夏翔.普通车床的数控改造[J].机床与液压,2005(4):195.
[2] 陈娟.PLC在普通车床控制系统改造中的应用[J].安徽科技学院学报,2007,21(1):41-43.
(责任编辑:姜久超)
The Numerical Control Transformation System of Meter Lathe Based on PLC Free Program
ZHANG Tie-bi1,LIU Kui2,ZHANG Fa-bo3,SUN Shi-wei1,GUO Xin-jun4
(1.Hebei Engineering and Technical College,061001,Cang zhou,Hebei,China; 2.Construction and Administration Bureau of South-to-North Water Diversion,050000,Shijiazhuang,Hebei,China;
3.Nanpi Engineering Constouction Supervision Company,061500,Nanpi,Hebei,China; 4.Qianxi Power Supply Company,064300,Tangshan,Hebei,China)
Taking a numerical control transformation system of meter lathe as an example,this paper introduces the principle,method,and programming of numerical control transformation.The transformed lathe can be free programed to realize varities parts manufacture.The effects of running prove that the lathe has the advantages of ecnomy,convenience,multi-function,flexibility and high efficiency,which has higher promotional value.
meter lathe;PLC;free progarm;HMI
T G519.1
A
1008-3782(2012)02-0052-04
2012-03-26
张铁壁(1968-),男,回族,河北海兴人,河北工程技术高等专科学校电力工程系副教授,研究方向为智能仪器仪表技术。
