铝合金在分动器壳体的应用研究
2012-04-16雷君
雷 君
(东风汽车公司 技术中心,武汉 430058)
铝及其合金是有色金属中用途较广的轻金属之一。随着汽车工业的发展,铝合金在汽车中的使用量在日益增加。
在国外传递大扭矩的齿轮箱总成中有采用铝合金壳体的实例,如德国ZF公司生产的16S161/16S251(最大输入扭矩 2 500 Nm)等系列变速器壳体采用压铸铝合金,在分动器方面,ZF公司生产的VG750(最大输入扭矩8 000 Nm)也采用铝合金,国内目前在中重型分动器总成还没有采用铝合金的实例。原因有二,第一是技术上存在风险,材料的失效会导致壳体开裂;热膨胀系数的不同,温差的变化导致轴承及轴定位精度的变化,轴齿或轴承耐久失效。第二是市场与成本的因素,特种商用车相对近10吨的整备质量,减重几十公斤,而成本增加几百元,这种技术措施不能被普通市场接受。
本项目针对某特种用车开发输入扭矩达12 000 Nm的分动器总成,根据整车分解的重量指标,对铝合金壳体材料的选择进行了分析和应用。
本文从分动器壳体在试验过程中的失效出发,在CAE分析的指导下进行结构优化设计,通过对材料工艺性分析,完善热处理和机加工艺等改进措施,最后,经过台架和整车试验验证,各项改进措施切实有效。
1 试验故障分析
分动器总成按照QC/T292-1999标准的试验方法进行总成疲劳寿命试验和静扭强度试验,在静扭强度试验中分动器后壳体开裂。
静扭台架试验:输出端加载,分动器挂低挡,试验结果:输入轴的破坏扭矩24 120 Nm,箱体开裂,见图1。
按照QC/T291-1999标准的指标进行评价,强度后备系数小于指标要求的2.5。
通过调取壳体铸造时留存的试样进行力学性能和化学成分的检测,结果符合设计选用材料的标准。
2 材料和铸造工艺的分析
铝合金铸造方法主要分重力铸造法和压力铸造法,两种方法最典型的区别在于压力铸造不适宜小批量生产,由于分动器匹配的特种车辆规划的年产量较少,因此,本壳体采用重力铸造方法,试制阶段的铸造工艺采用砂型铸造。
在材料的选择上,国内分动器壳体通常采用QT450,其性能指标见表1。

表1 QT450的性能指标
常用的铸铝材料见表2。
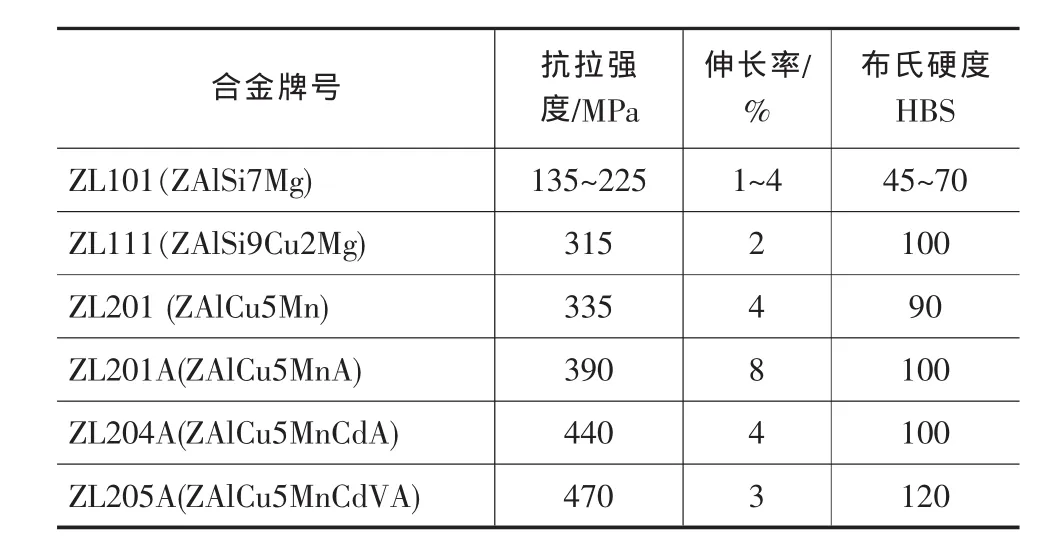
表2 常用的铸铝材料
结合壳体在结构设计时的CAE计算结果,要求选择较高强度的铸铝合金,同时考虑特种车辆的工作环境,通过对各种铸铝力学性能的综合分析,选择了能承受较大载荷、工作温度范围大、中等复杂程度的高强度铸件的材料—ZL201A。
2.1 ZL201A的性能指标
ZL201A属可热处理强化的铝-铜-锰系合金,是一种用途较广的高强度优质铸铝材料,适用于工作温度-70℃~300℃。
ZL201A疲劳性能和弹性性能高疲劳性能:该合金的旋转弯曲疲劳极限,δ-1=88 MPa (n=2×107),通过表面喷丸处理,疲劳极限可提高20%。
弹性性能:该合金的弹性模量E=69 GPa,切变模量G=28 GPa。
失效壳体的留存样棒检测:力学性能和化学成分测试,符合设计选用材料的标准。
壳体开裂断面初步分析:未见明显缺陷。
2.2 铸造工艺分析
该合金采用高纯度铝锭为原料,为保持合金纯净,对熔炼和铸造过程的控制有严格的要求,合金的浇铸温度为700℃~750℃。
铸件的壁厚影响成形过程的冷凝速度,而铸造的力学性能随着冷凝速度增加,即随着α枝晶细化而提高。
由于该材料的铸造性能较差,报废率较高。
针对这一难点,改进的措施主要有:
1)铸造时应考虑到加强补缩和采用退让性较好的材料(冷却),以防止铸件产生热裂和疏松。
2)在零件的设计中,充分考虑到其结构的布置,以增加加强筋,来提高铸件的铸造质量和零件的强度。
3)首轮试制的模型采用木模,由于铸造的表面质量不十分理想,为了有效地保证铸件的质量,改进后的模型采用金属模
4)为解决铸件中的疏松和针孔等缺陷,提高其气密性,工艺上采用了浸渗处理。
5)针对该合金铸造时热裂,疏松倾向较大的特点,除了采用以上所述之外,做到在设计上尽量使截面均匀过渡,以及适当加大圆角。
工艺改进后,废品率有一定改善,具备试制或小批量生产的条件。
3 分动器壳体的结构设计和优化
壳体在结构设计初期就进行了CAE分析,但由于缺乏试验数据支持,计算结果没有成为设计判断的依据,仅对结构的等强度设计进行了指导,分析结果有待试验验证。
3.1 壳体的受力和约束
工况的选取:变速器与分动器不同的挡位组合能派生出分动器的多种工况,其中变速器1挡加分动器低挡时,分动器工况最恶劣,并与分动器静扭试验规范比较吻合,选取该工况的分析结果较有代表性。
壳体作为总成传递扭矩的支撑件,力的路径简化为:输入扭矩→齿轮→轴→主轴承→壳体,假定齿轮及轴等部件为刚性体,可以快速的计算出壳体轴承处的受力,而该假定对壳体强度的分析结果影响较小。以低挡速比为例计算壳体受力如图3。
壳体的约束面与整车安装状态一致,忽略橡胶悬置的作用。简化约束不仅计算方便,还能起到强化安全系数的作用,该假定比较合理。
3.2 壳体的结构优化
根据CAE分析和试验结果,针对原设计的不足,对壳体结构进行了加强:增加筋的分布,将输出轴孔边台阶部分拉直,加大圆角使筋更加圆滑过渡等措施,如图4。
改进后壳体应力明显降低,对比数据如表3。
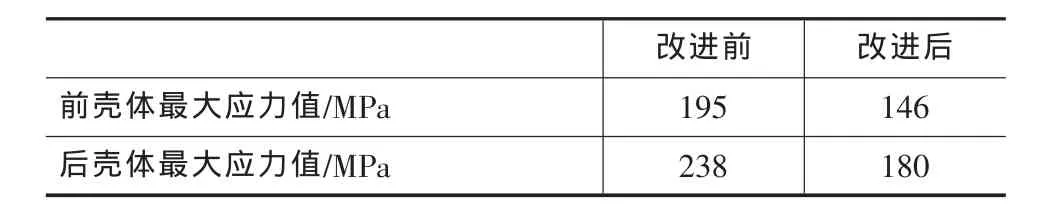
表3 改进后壳体应力对比数据
针对低挡位工况中与后壳体输出轴孔连接的筋处应力值偏大,对该筋的设计提出几个再改进方案,如图5。
图5的结果表明,筋在加高的过程中,其周边的应力值经过了先降低又升高的过程,筋的加强应该有一个合适的范围。
这个优化的过程也体现了仿真分析的必要性,CAE作为一个高效的分析工具,能够给结构设计师一个量化的结果,作为参考和趋势性的指导,能帮助设计师快速的指向最优结构。
通过对壳体的加强和结构优化,壳体应力值有了很大改善,最终的结果见表4。

表4 壳体应力值最终的结果
4 铝合金壳体的工艺难点分析及措施
4.1 机加工艺难点分析及措施
分动器壳体为前后结构,通过定位销定位,前后壳体轴承孔的同轴度对总成耐久及噪音有很大影响,产品设计对壳体主轴承安装孔的尺寸和位置精度提出很高要求。
铝合金材料中存在着一种软的可塑的金属机体,机体中掺有硬而脆的颗粒,这些颗粒提高了工件材料的强度,切削时起到断屑的作用,但隔热却引起了刀具的加速磨损,合理地确定刀具的技术参数对加工质量至关重要。另外,铝合金材料的机械加工在一定的切削条件下易形成积屑瘤,会严重影响其加工的表面质量,故而在加工中我们根据这一特点设计配备了专用刀具,并选择了合适的切削参数。
针对壳体外形的不规则,加工中我们选择了日本三菱卧式加工中心进行切削加工,为了减少壳体在加工中的振动,我们设计制造了专用工装,采用传统的一面两销定位方法,装夹上使其支点尽可能接近加工表面,同时定位面与夹紧点尽量靠近,避免固定壳体时的变形,一次装夹完成多序加工,以减少定位误差,提高加工的质量。
铝壳体的刚度较低,切削力的作用会造成形位误差,因而在加工时要考虑工件各部分的柔度。加工中我们采用粗加工→半精加工→精加工→精细加工,让壳体在加工过程中释放应力,保证加工质量符合产品的设计要求。
4.2 装配工艺及应用难点分析及措施
由于一个总成中各零件的用材不可能是单一牌号的材料,不同材料的线膨胀系数是不同的,特别是轻有色金属与黑色金属的线膨胀系数相差较大,在汽车行驶一段时间后,各部件温度上升,在温度上升的同时,各零件膨胀的大小不一样,这必然改变了我们在常温下装配后的状态和要求。因此,我们在选用铝合金作为基材制造工件时,对与钢件配合的部位一定要考虑线膨胀系数的不同带来的变化,一定要控制在使用允许的范围内,才不至于因其而造成失效或丧失其功能。
通过对分动器总成结构的分析,壳体上定位主、被动齿轮的轴承安装孔是必须严格控制的,而控制的尺寸主要是其直径,也就是必须保证在工件最高温度下仍保持有一定的过盈量而不至于使轴承松动而失效,其余部位可以不考虑(因为其线膨胀带来的微小变化不会超出其允许的范围)。要使壳体上的轴承安装孔在最高温度下与轴承外圈保持一定的过盈量就必须选定在常温下(20℃)其安装的过盈量。常温下安装的过盈量若选择过小,同一温度下名义值相同的直径,壳体的安装孔膨胀量大于轴承外圆的膨胀量,若其差值大于实际过盈量就会出现间隙,轴承就会松动,这样就会影响轴承的性能和寿命。若过盈量选择过大,就会给装配带来困难或实现不了。
以分动器壳体φ80的轴承孔轴配合为例:
理论上壳体铝合金的平均线膨胀系数为22.6x10-6/℃.(20 ℃~100 ℃);轴承材料铬钢的平均线膨胀系数为 11.2x10-6/℃.(20℃~100℃),见表 5。
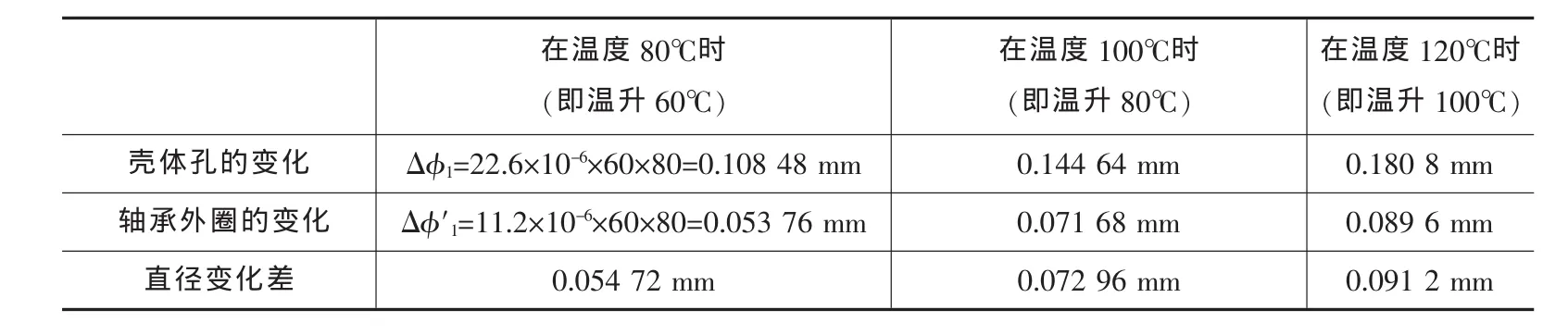
表5 壳体孔和轴承外圈以及直径的变化值
这也就是说会造成安装孔与轴承外圈有0.054 72 mm的间隙,设计时必须考虑排除此因素方可保证轴承使用可靠。
实际上,由于壳体轴承孔处形状比较复杂,壁厚也不均匀,其膨胀不一定完全符合理论上的状况。为此,我们做了如下试验:将两件在常温下测量好的铝合金壳体及一件轴承放在加热恒温箱中加热至80℃、100℃、120℃三种温度下分别测量其φ80轴承安装孔及轴承的实际尺寸。试验结果对比分析见下表6。
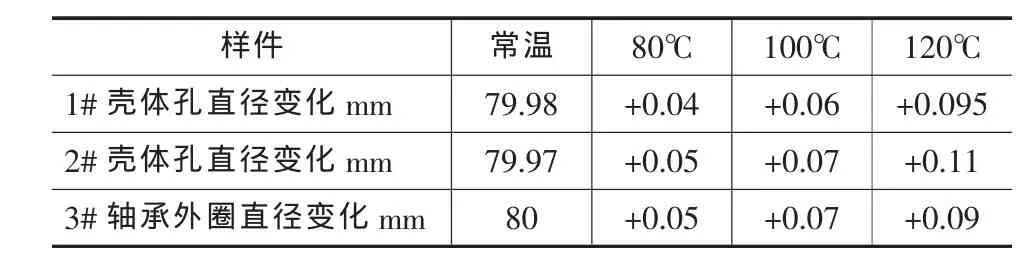
表6 试验结果对比
通过理论分析和试验对比,壳体上轴承安装孔实际膨胀量只有理论上的二分之一,而轴承的实际膨胀量几乎和理论上相等,试验结果说明由于壳体的轴承孔周围是不规则的形状,壁厚也不一致,其膨胀不完全符合线性关系,而轴承的外圈是规则的型面,壁厚均匀,其膨胀符合线性关系。根据试验结果选定其配合关系。
以上试验工作在其它车型类似的总成上试验过,且有几辆车经过三万公里的路试还未发现有轴承松动的故障。因此,该配合是可靠的。
为满足装配,采取热装工艺。即将壳体放入热恒温箱中,加热至120℃温度并保温20分钟,配合一定的工装及压力机,将轴承(或轴承外圈)压装到要求部位。通过该工艺可解决过盈量较大给装配带来的困难。
随着各种先进的工艺和产品的不断涌现,我们认为在解决此问题时选择合理的配合关系不失为一种可行的手段,但不是唯一的手段。比如在铝合金基体上喷涂一种稳定的材料或镶嵌一种复合材料完全可以把因膨胀不同带来的间隙控制在最小或允许的范围内,这方面国内外有资料介绍,但因工艺的复杂性和稳定性以及设备的专用性要求都非常严格,要得到广泛的应用需不断地探索和试验。为此,我们也在密切关注这些先进工艺的推广和应用,以便在今后的大批量生产中探讨实施的可能性。
5 试验验证
试验结果:输入轴的破坏扭矩28 860 Nm,中间轴高挡齿轮一齿断裂,见图6。
台架静扭试验结果:强度后备系数为2.41,按照QC/T291-1999标准进行评价已经非常接近指标要求的2.5,而且壳体在试验中没有损坏。结合修正后的CAE分析结果,改进后的壳体强度后备系数达到2.83,大于试验标准的2.5,因此,基本认定改进后的壳体满足设计要求。
整车试验结果:样车完成5 000 km的可靠性试验考核,完成了越野路试验、600mm垂直越障等恶劣试验项目,分动器总成未出现任何故障。
上述试验结果表明,针对铝合金壳体进行的设计和工艺改进基本达到预期效果。
6 小结
本文从分动器壳体失效分析出发,重点分析了高强度铝合金ZL201A的铸造工艺性、机加工艺性,制定了提高铸件质量和加工质量的具体措施;在壳体加强的结构设计中与CAE分析手段互动,进行强度校核和结构优化;同时利用第一轮的试验结果修正改进前壳体的CAE计算结果,对改进后壳体的CAE计算结果进行了评估,评估的结果及随后的各项试验结果均表明,上述改进措施切实有效。
总成重量(与QT450比)由250 kg降至205 kg,减重达21%,轻量化设计目标达成。
输入扭矩超过10 000 Nm的分动器总成采用铝合金作为壳体材料,在国内还是首次,本项目阶段性的成果,可以为铝合金材料在国内分动器或其他齿轮箱领域的推广应用提供参考。
总成再次试制后重新进行台架试验,静扭台架强度弹簧钢的材料的成分、工艺特性、力学特性等进行了广泛而深入地研究。根据实验结果制定的高强度弹簧钢的技术条件,钢厂根据高强度弹簧钢的技术要求,对生产工艺做了必要的改进,生产出了能够满足使用要求的高强度弹簧钢。板簧企业通过大量的产品工艺试验后,已经掌握了高强度弹簧钢的技术特点,并能够利用高强度弹簧钢的技术优势设计开发轻量化的钢板弹簧产品。目前,采用高强度弹簧钢生产的高应力板簧,不仅产品性能大大提高了,台架试验(执行标准GB/T19844)次数一般都在20万次以上,是行业标准要求次数的2.5倍以上,台架试验和道路试验表明,产品的可靠性也大大地提高了。国内板簧企业参与了多个欧洲引进车型的国产化项目,加上在客车行业推广应用高应力板簧技术,现在国内板簧企业已经具备自主开发高应力轻量化钢板弹簧的能力,并且具备了批量的制造能力,能够满足我国汽车技术发展的需要。
[1] 刘惟信.汽车设计[M].北京: 清华大学出版社,2001.