恒全回流塔顶累积间歇精馏过程的研究
2012-04-10许宪硕张锦威
许宪硕,白 鹏,张锦威
(天津大学化工学院,天津 300072)
间歇精馏作为化工生产中常用的分离技术,设备简单,可单塔实现多组分混合物的分离,允许进料浓度在较大范围内变化,同时适用于不同分离要求的物料,操作灵活,广泛应用于精细化工和制药等高附加值产品行业。
在精馏操作中,全回流具有以下特点:1)塔顶产品为零,不向塔内进料,也不从塔内取出产品;2)达到规定分离程度所需理论板层数最少。通常,在全回流下精馏塔无生产能力,对正常生产无实际意义,一般应用于:1)精馏开工阶段,精馏塔的调试;2)精馏塔的实践研究,如塔板效率的测定,塔填料性能的测定等。
目前对间歇精馏的研究集中在2个方面[1-4]:1)关于间歇精馏的数学模型及其计算方法的研究;2)关于操作过程的优化策略研究。
本研究在全回流-全采出间歇精馏、动态累积循环间歇精馏[5-6]以及多罐间歇精馏[7-10]等操作方式的基础上,提出了一种恒全回流塔顶累积间歇精馏的新型操作方式。此方式主要包括两个阶段:1)全回流稳定阶段;2)保持全回流不变,各中间罐液体至下而上转移,塔顶产品采出。相对于以往的操作方式,新操作方式具有没有全采出填充回流罐的无回流阶段,塔内浓度梯度分布相对比较稳定,能更有效省时的得到产品等优点。
本研究建立了相应的数学模型,并借助Matlab软件进行模拟,最后选用乙酸-水二元混合物进行了试验验证研究,结果表明该操作方式可以有效缩短操作时间,提高产品质量,整塔运行稳定且操作简单易于控制。
1 模型的建立
1.1 模型假设
恒全回流塔顶累积间歇精馏模型如图1所示,同时作如下假设:1)各塔板为理论塔板,符合平衡级和全混级假设;2)汽相为理想气体,液相为非理想液体;3)整个操作过程绝热,忽略热量损失;4)塔顶、各塔板恒摩尔持液,忽略塔中汽相滞留量;5)二元精馏系统的相对挥发度α为常数。

图1 恒全回流塔顶累积间歇精馏操作Fig.1 Constant total reflux batch distillation with dynamic accumulation
1.2 恒全回流动态累积过程的模拟
1.2.1物料衡算方程
各塔板汽液两相流动情况如图2所示。

图2 塔板物料平衡Fig.2 Material balance on plate j
1)塔顶冷凝器 (j=1)
(1)
2)塔板 (j=2,3,...,n-1且j≠m-1)
(2)
3)塔板 (j=m-1)
(3)
4)中间罐 (j=m)
(4)
5)塔釜 (j=N,n为采出次数)
(5)
(6)
1.2.2汽液平衡方程
(7)
1.2.3组分加和方程(归一化方程)
包括液相组分加和方程和汽相组分加和方程。
(8)
1.3 过程模拟及结果
借助Matlab软件,应用上述模型采用ode45方法进行模拟求解[7],验证了该方法的可行性。图3和图4给出了常规恒定回流比操作下,塔顶、塔釜及特征塔板上组分浓度随时间的变化。图5和图6给出了恒全回流操作方式下,塔釜、塔顶和两个中间储罐的组分浓度随时间的变化规律。

图3 常规恒定回流比R=6.5,N=10时塔板浓度随时间变化曲线Fig.3 Concentration on the plate vs. distillation time when regular constant reflux ratio R=6.5,N=10

图4 常规恒定回流比R=2.8,N=15时塔板浓度随时间变化曲线Fig.4 Concentration on the plate vs. distillation time when regular constant reflux ratio R=2.8,N=15
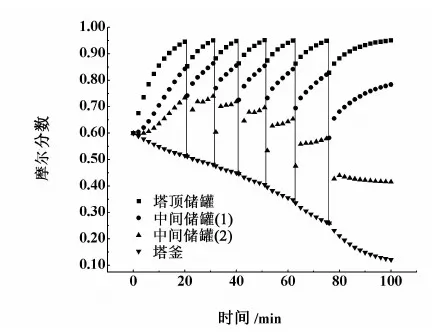
图5 恒全回流各储罐浓度随时间变化图(N=10)Fig.5 Concentration in vessels (1), (2) and still vs. the distillation time when constant total reflux ratio batch distillation (N=10)

图6 恒全回流各储罐浓度随时间变化图(N=15)Fig.6 Concentration in vessels (1),(2) and the still vs. distillation time when constant total reflux ratio batch distillation(N=15)
对比图3和图5,可以发现恒全回流操作具有与常规恒回流比操作完全不同的变化曲线,但同样可以在塔顶实现轻组分的富集。具体的比较结果见表1。
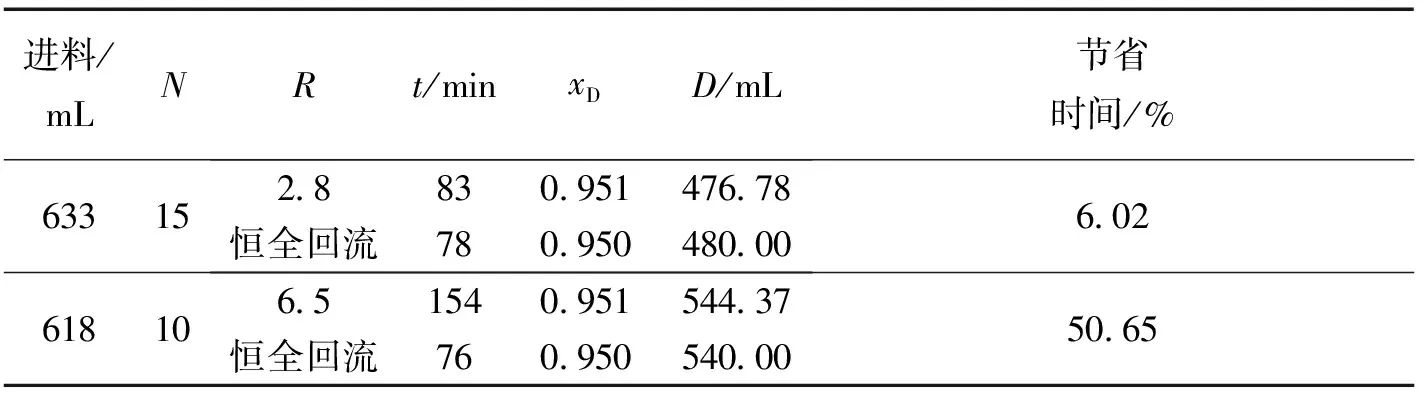
表1 恒定回流比与恒全回流操作下的模拟结果对比Table 1 Comparison of simulations under regular constant reflux ratio and constant total reflux ratio batch distillation
表1显示出恒全回流操作方式下,全塔始终处于产品浓缩状态,提浓效率高,中间储罐间隔板数越少效果越明显,与常规恒定回流比操作相比,在目标产品及纯度相同的条件下,可有效缩短操作时间。
2 试验部分
2.1 试剂及仪器
试剂:乙酸与蒸馏水,分析纯,天津江天化学试剂公司。
试验装置:如图7所示,塔径30 mm,各塔节高度均为400 mm,塔内填充3 mm×3 mm θ环填料。
检测仪器:气相色谱仪SP-6890型(山东鲁南瑞虹化工仪器有限公司),数据采集采用N2000色谱工作站。
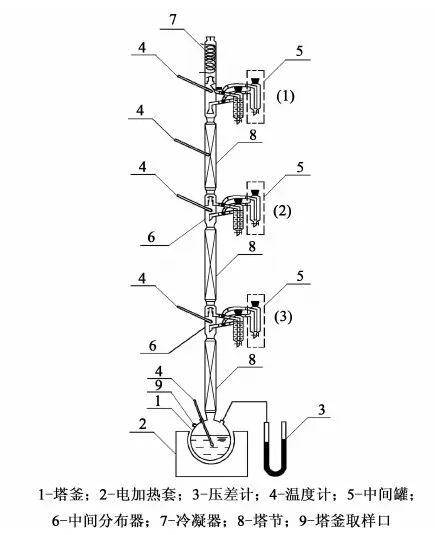
图7 恒全回流塔顶累积间歇精馏试验装置图Fig.7 The pilot plant for constant total reflux batch distillation with dynamic accumulation
2.2 恒全回流塔顶累积间歇精馏试验
按图7连接好试验装置后,整个操作过程可分为以下4个步骤:1) 塔釜进料1 290 mL,各中间罐(1), (2), (3)均进料70 mL,原料中水的体积分数为0.2,调节塔釜加热电压170 V,全回流操作至稳定(此过程3个储罐均与塔相隔离);2) 接通3个储罐,同时计时开始,使储罐内液体与塔内液流交换,注意维持储罐内液位稳定,每隔10~15 min检测塔顶储罐中产品浓度,待其稳定后,将其作为产品转移至产品储槽;3) 当塔顶储罐内产品达到要求后,各中间储罐中液体转移方式如下:使用100 mL取样针从塔釜取液口取出70 mL釜液加入到储罐(3)的备用储罐中,将其与塔身连通,同时关闭原储罐(3)与塔的连接。然后将原储罐(3)中的液体转移至备用储罐(2)中,同理将原储罐(2)中液体转移至备用储罐(1)中,原储罐(1)累积液作为合格产品转移至产品收集罐中,这样就完成1次倒罐的操作,即塔釜→储罐(3),储罐(3)→(2),(2)→(1),重复步骤2)的操作;4) 采出产品3次后(即产品体积为210 mL),结束本轮操作,计时结束,测定产品储槽中产品平均浓度。
2.3 结果与讨论
2.3.1塔内稳定性
图8是3种不同操作条件下的全塔温度变化曲线和塔顶浓度变化曲线。从图8中可以看出,新型恒全回流动态累积操作方式下,全塔温度变化规律与常规恒定回流比操作基本一致,波动范围更小,运行状态更稳定。

图8 不同操作条件下塔内温度变化曲线Fig.8 Temperatures in the column vs. distillation time under different operation conditions
2.3.2中间罐内液体浓度变化
图9给出中间罐内液体浓度随时间的变化曲线。
3次换液操作分别在操作开始后140、175和230 min完成,换液时间间隔分别为35和55 min,表明从一次稳定过渡到下一次稳定所需时间在不断增加,应选择合适的换液次数。
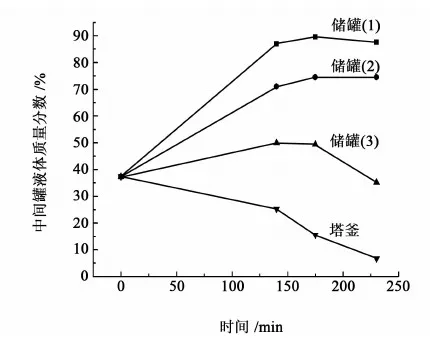
图9 中间罐内液体浓度变化曲线Fig.9 Concentration in vessels (1),(2),(3) and the still vs. the distillation time
从图9中可以看出,储罐(1)、(2)中产品浓度迅速上升并维持在较高水平,储罐(3)中产品浓度上升较缓慢,且高浓度区维持时间较短。塔的上部在不断富集轻组分,而重组分不断在塔的下部富集。从该曲线还可以看出储罐的位置及数量设置合理。在换罐的过程中,各储罐内液体浓度不会出现大幅波动,从而保证整塔操作运行平稳。
2.3.3操作时间与产品纯度
本研究进行了R=4.0和R=8.0的2组常规的恒定回流比操作下的间歇精馏试验作为对比试验,进料状况与产品采出量要求与新操作方式相同(塔釜一次进料1 500 mL,产品采出总量210 mL),试验结果汇总在表2和图10中。
表2列出了新操作方式与常规恒定回流比操作下产品纯度及操作时间的对比结果。可以看出,在目标产量相同的前提下,新型恒全回流操作方式可以有效提高产品纯度,与R=8.0的情况相比较,操作时间可节省约9.8%。产品储槽内水的平均浓度变化曲线如图10所示。
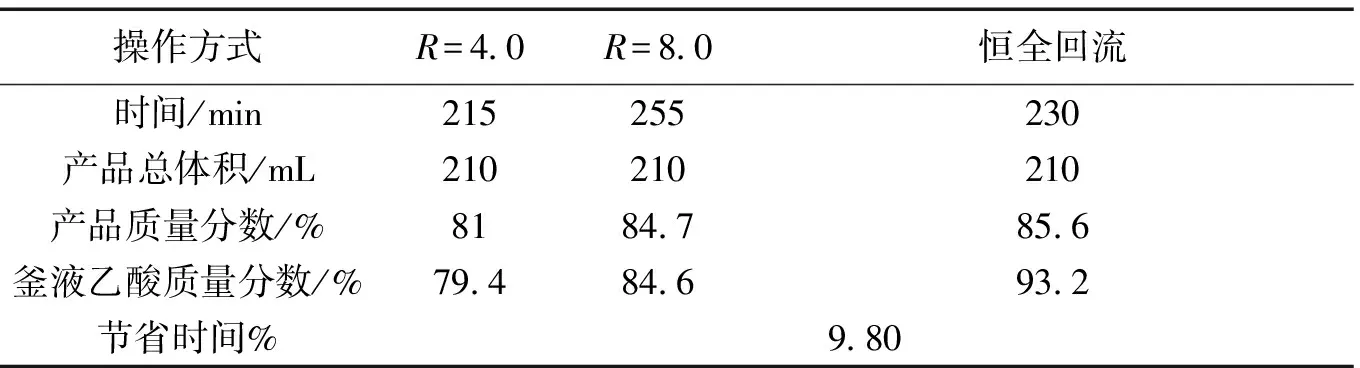
表2 恒定回流比与恒全回流操作下的试验结果对比Table 2 Comparison of operations under regular constant reflux ratio and constant total reflux ratio batch distillation
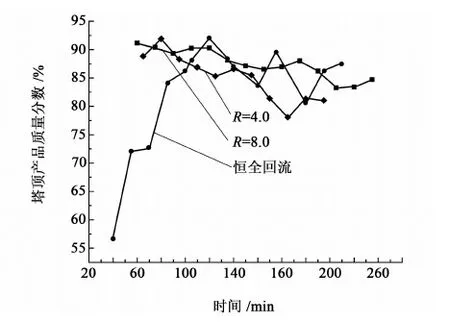
图10 塔顶产品浓度变化曲线Fig.10 Product purity for different operation conditions
3 结论
采用Matlab软件进行模拟,结果表明,当目标产品浓度相同时,恒定全回流新操作方式相比恒定回流比,可以节省操作时间,对比试验验证了此方式的合理性和可操作性。具体节省时间的效果与操作参数有关,还有待进一步探索。
恒全回流塔顶累积间歇精馏新型操作方式下,目标产品浓度相同时,可以在较短的时间里得到更高纯度的产品,可以大大节省工业成本,提高分离效率。整个操作过程均是在全回流的条件下实现的,因而降低了操作控制难度。
符号说明:
i——组分;
j——塔板数;
L——液相流率,mol/min;
M——塔板持液量,mol;
M0——塔顶及中间罐持液量,mol;
MB——塔釜持液量,mol;
N——塔板数;
R——回流比;
V——汽相流率,mol/min;
α——相对挥发度。
参考文献:
[1]余国琮,王宇新.间歇精馏的优化操作[J].化工学报,1986,1:30-35
[2]王浩平,项曙光.间歇精馏过程模拟优化研究进展[J].计算机仿真,2004,21(2):4-6
[3]白鹏,张健.间歇精馏新型操作方式的研究进展[J].化学工业与工程,2000,17(4):226-230
[4]MUJTABA I M.Batch distillation:Design and operation[J].Imperial College Press, 2003:11-16
[5]白鹏,张卫江,余国琮.动态累积分批精馏过程研究[J].化学工程,1994,22(6):15-23
[6]白鹏,骆淑莉,黄家铭,等,动态累积间歇精馏操作方法研究[J].化工生产与技术,2004,11(6):32-34
[7]FURLONGE H,PANTELIDES C,SORENSEN E. Optimal operation of multi-vessel batch distillation columns[J].AIChE Journal,1999,45(4):781-801
[8]LOW K,SORENSEN E. Simultaneous optimal design and operation of multi-vessel batch distillation[J].AIChE Journal,2003,49(10):2 564-2 576
[9]WITTGENS B,LITTO R,SORENSEN E,etal.Total reflux operation of multi-vessel batch distillation[J].Computers and Chemical Engineering,1996,20(3):1 041-1 046
[10]SKOGESTAD S,WITTGENS B,LITTO R,etal.Multi-vessel batch distillation[J].AIChE Journal,1997,43(4):971-978
[11]魏奇业.基于MATLAB/SIMULINK的间歇精馏模拟研究[J].吉林化工学院学报,2003,20(2):1-3