Si3N4陶瓷球加工工艺的研究
2012-03-30刘秀莲葛华伟
王 泉 ,刘秀莲,葛华伟
(1.哈尔滨轴承配件有限公司 钢球分厂,黑龙江 哈尔滨 150036;2 中航工业哈尔滨轴承有限公司 研发中心,黑龙江 哈尔滨 150036)
1 前言
随着现代机械工业、航空航天工业的发展,以及应用材料科学的不断突破和创新,陶瓷球轴承应运而生。Si3N4陶瓷材料的密度为3.2×103kg/m3,比轴承钢的7.8×103kg/m3要低很多,Si3N4陶瓷材料的维氏硬度为1400~1700 kgf/mm2,轴承钢的维氏硬度为700~800 kgf/mm2。陶瓷具有硬度高、耐热性好、高耐蚀性和重量轻等许多优良特点,特别适合做高速、高精度及长寿命混合陶瓷球轴承的滚动体。此次所进行的Si3N4陶瓷球加工工艺的研究,主要是在毛坯陶瓷球的基础上进行磨削和精研加工,研制出G5级Si3N4陶瓷球。
2 Si3N4陶瓷的优点和特性
2.1 高温应用
氮化硅具有很好的温度特性,特别适用于高温环境。高温环境下高温轴承钢已经丧失了其硬度和强度时,而氮化硅还没有发生变化。如M50高温轴承钢的使用温度极限约为400℃,达到这一温度,钢硬度下降程度很大,而氮化硅在这一温度范围内完全保持原有硬度,只在约800℃时,其硬度和强度才开始下降。这里的硬度值是相对于室温下标准态GCr15滚动轴承钢的硬度来标定的。
在温度升高情况下,陶瓷不变形不收缩,保持良好的尺寸稳定性,而轴承钢为了保持良好的尺寸稳定性,必须进行特殊热处理才能达到。但当对运转平稳性、寿命和运转可靠性提出更高要求时,陶瓷轴承在高温和高转速的工作环境下,应使用固体润滑剂。
2.2 较小的离心力
氮化硅的密度约为3.2×103kg/m3,而轴承钢的密度约为7.8×103kg/m3,仅为钢密度的40%,所以当滚动体使用陶瓷时,轴承在高速旋转时能够抑制因离心力作用引起的滚动体载荷的增加。另外例如角接触球轴承具有一定的接触角,这种轴承滚动体与滚道面之间会产生旋转滑动,当选用密度小的陶瓷滚动体时,不仅旋转滑动小,而且对轴承发热和表面损伤起到有益作用。
2.3 化学稳定性
在氧化和腐蚀环境,尤其是在反复滚动而挤掉表面油膜的接触区应具有抗氧化和腐蚀稳定性。不锈轴承钢,如9Cr18Mo,其化学稳定性是有限的,甚至大部分酸都能使这种不锈钢发生腐蚀,所以不适合做化学工业用轴承,而氮化硅对大多数酸,如盐酸、硫酸、硝酸、磷酸和碱,如氢氧化钠溶液等都具有很高化学稳定性。只有氢氟酸和盐酸、硝酸的混合液对氮化硅产生腐蚀,可用于陶瓷试样的腐蚀剂。
2.4 非磁性、绝缘性
在强磁环境中使用钢制轴承,从轴承本身磨损下来的微粉被吸附在滚动体和滚道之间,这将成为轴承提早剥落损坏和噪声增大的主要原因。陶瓷轴承是非磁性的,在需要完全非磁性的场合,以前尚未找到满意的解决办法,目前陶瓷的无磁性已开始用于超导相关的领域中。
3 G5级陶瓷球加工工艺
3.1 工艺过程
选择7.9375mm(5/16")外购毛坯陶瓷球进行G5级Si3N4陶瓷球加工工艺试验后,确定其工艺过程及各工序技术参数见表1。
3.2 采用的技术原理
尽管陶瓷材料与轴承钢材料在基本特性上有很大差别,但两种材料球的研磨原理基本相似,但由于陶瓷球的硬度特别高且脆性大,加工时易使材料表面产生裂纹,这些裂纹可在轴承运转中引起零件断裂,所以陶瓷球的研磨加工要分步进行,由粗到精分多道工序来完成,因此,加工时间长,成本高。
(1)磨料的选择。要根据不同的加工过程选用不同的磨料,磨料粒度由粗到细,以取得最佳磨削效果。粗磨和精磨工序采用不同粒度的金刚砂进行磨削,也可采用碳化硅;精研工序采用的是氮化硼进行研磨;超精研采用金刚石软膏进行研磨。
(2)由于陶瓷材料硬度高,耐磨性极好,所以研磨盘应具有强的抗磨损能力、致密的组织和适中的硬度,粗磨时研磨盘硬度为240HB为好,精研、超精研的研磨盘硬度为220HB为好。
(3)粗磨工序可以消除毛坯球表面的各种缺陷,包括烧结氧化层、气孔和表面微小裂纹等,在磨削前,先将磨盘的沟槽用相同尺寸的钢球进行滚压和磨合,使陶瓷球与沟槽滚道得到良好的吻合,以提高表面精度和几何精度。
(4) 精磨加工工序与粗磨基本相同,可进一步消除前工序机械加工的缺陷,提高球的尺寸精度和表面质量。
(5) 精研的作用是使陶瓷球的尺寸精度和球形精度及表面质量得以充分改善。由于陶瓷球的质量轻,循环时在机床出球口增加一个刀板,防止存球,保证了陶瓷球进球和出球过程中不受阻力,进出球均匀、合理适当。
(6) 超精研是采用封闭式单沟加工。由于钢球在两研磨盘各自的沟槽内作有规律的研磨,同时研磨剂又很细,所以研磨盘沟槽与钢球球形相当吻合,从而能加工出表面很光滑的正确球形,以获得最佳的球直径变动量、球形误差、表面粗糙度和振动值。
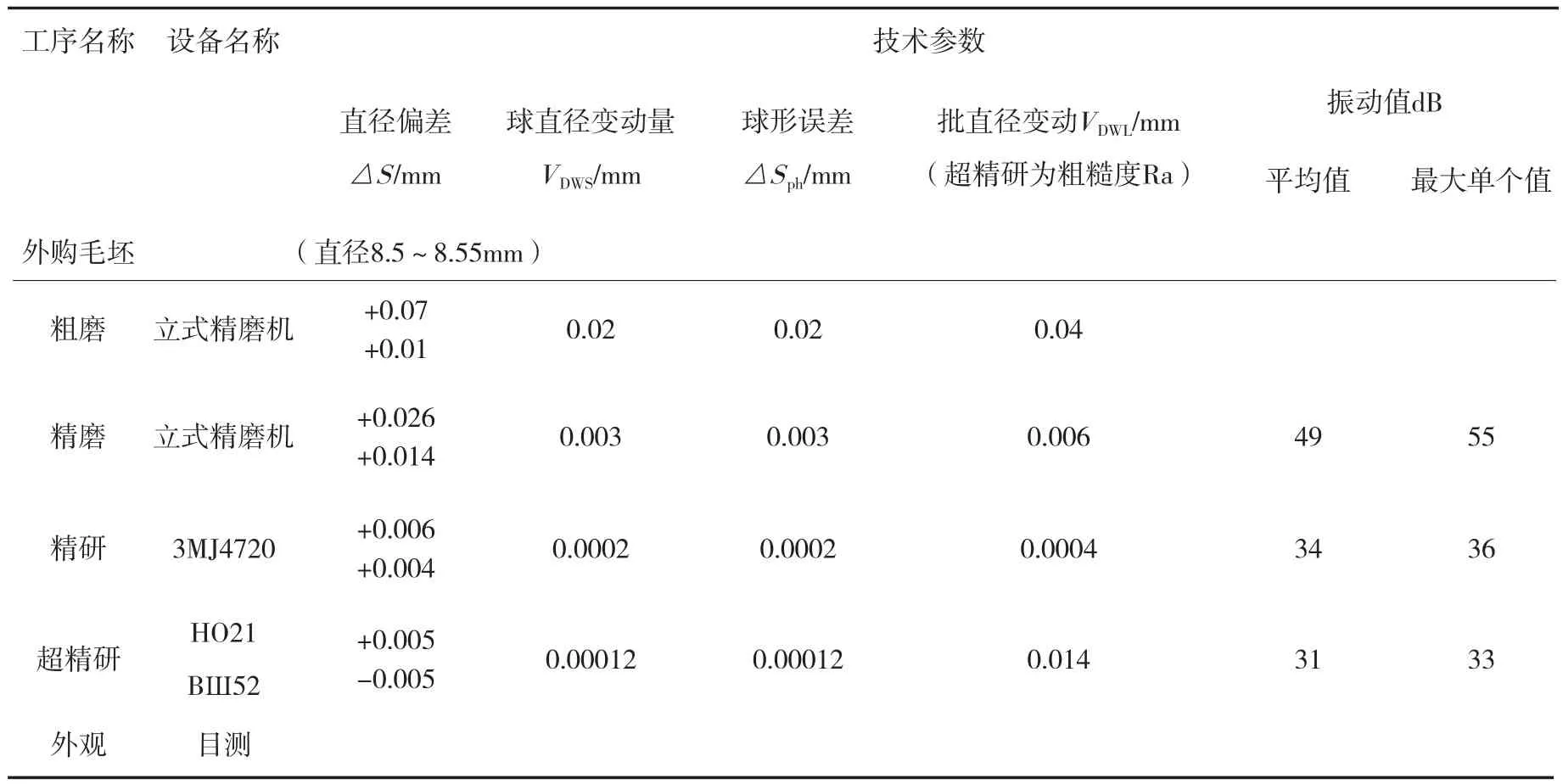
表1 G5级陶瓷球加工工艺过程
(7) 在各个工序完成之后,都要对陶瓷球进行清洗,以保证陶瓷球良好的清洁度。因为前工序的陶瓷球表面必然带有大量的磨料颗粒,必须清洗干净,尤其是精研和超精研工序。
4 检验结果
经检验,成品陶瓷球各项技术指标见表2。

表2 检验结果
5 结束语
虽然研制出符合要求的Si3N4陶瓷球,但陶瓷球毛坯制造技术还不够成熟,毛坯球直径公差较大,且表面存在疏松层,必须留有足够的加工余量;所有的加工磨量都是通过研磨除去的,磨削时间极长,生产成本高,无法形成批量生产,有待进一步研究。
