汽轮机调速汽门油动机缸壁磨损的治理
2012-03-25汪永久李耀奇
汪永久,林 森,李耀奇
(1.华能大连电厂,辽宁 大连 116100;2.辽宁东方发电有限公司,辽宁 抚顺 113007)
随着大容量机组自动化水平的提高,人为控制机组能力越来越弱,必须保证机组控制系统在额定蒸汽参数下工作,维持汽轮机额定转速,且机组甩负荷后转速要控制在危急保安器动作值以下。
华能大连电厂1号、2号机组为日本三菱公司生产的TC2F-40型中间再热、双缸双流凝汽式350 MW燃煤机组。该机组于1988年12月并网发电,至今已有18年,运行中存在几次因汽轮机控制油中含有杂质导致主汽门、调速汽门油动机卡涩问题,给机组安全稳定和经济运行带来很大隐患。
1 汽轮机功频电液控制的基本原理
工农业发展对电力提出的要求越来越高,传统液压控制系统已不能适应,需要采用更为复杂的调节系统,目前国内大多数大功率汽轮机控制系统采用电液调节系统。
为提高汽轮机适应负荷能力,通常采用功频电液调节系统。在系统中,测速、测功、PI调节器和功率放大器等为电子元件,其它为液压元件(见图1)。

图1 功频电液调节系统原理
当汽轮机由于负荷减少导致转速上升时,测速元件输出电压升高,此电压信号经过PI调节器变换和功率放大器放大后,输入至电液转换器,转换为液压信号。推动元件油动机关小调速汽门,减少汽轮机功率。功率减小后,测功元件输出电压降低,抵消了转速增大时升高的电压,因此系统为负反馈信号。当系统达到新平衡工况时,测功元件输出电压变化完全抵消了测速元件输出电压的改变,油动机及其它元件均稳定在新工作位置上,汽轮机在新工况下保持稳定运行。功频电液调节系统见图2。
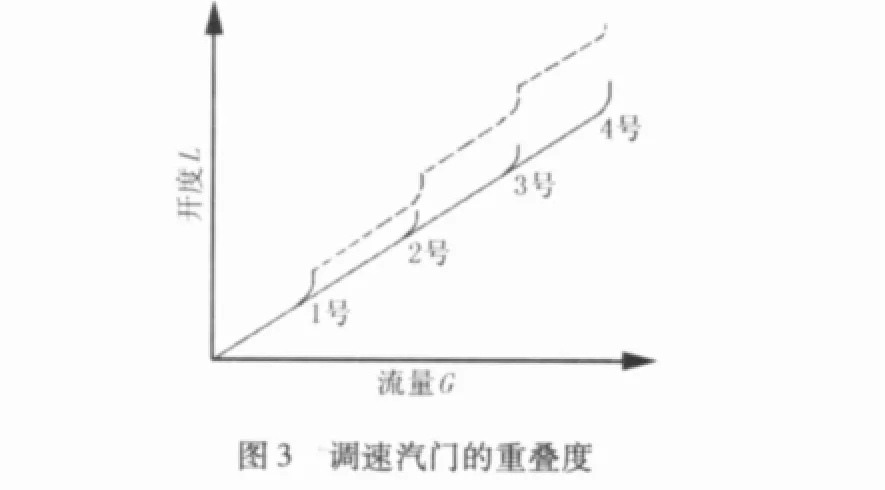
汽轮机调速汽门是汽轮机控制的关键部件。其动作是否灵活、平滑,将直接影响汽轮机转速及负荷控制。为保证机组转速和负荷控制平稳 (不发生大摆动),在机组动静态调试时,将各调速汽门按顺序开启时设定一定重叠度。
当调速汽门逐渐开启时,进汽量G随着阀门开度L的开大而增加,当调速汽门开启到一定程度后,由于调速汽门前后压差减小,流量增加缓慢。如果某一调速汽门全开后再开下一个,几个调速汽门联合生成的特性线会出现阶梯,此时阶梯段阀门失去调节功能,其开度增加但流量几乎不变,从而引起机组转速或负荷摆动,因此调速汽门必须有一定重叠度 (约10%)。图3为调速汽门重叠度曲线。
2 调速系统存在问题分析
当机组升负荷信号经过PI调节器放大和功率放大器变换后,输入至电液转换器转换为油压增大信号,调速汽门接收到信号后,快速响应并缓慢增大开度,使机组负荷加大。2008年5月16日,华能大连电厂1号、2号机组在升负荷指令发出过程中,调速汽门响应严重迟缓,只有当控制油压增大到一定程度后,才做出响应并加大开度,使机组负荷波动30 MW左右。

为解决此问题,利用检修机会对调速汽门及油动机进行解体,发现油动机内缸壁被活塞胀圈磨损。磨损宽度为40 mm左右 (调速汽门经常工作区),设计直径为200 mm,磨损部位直径为201.4 mm,增大了1.4 mm。因此油动机在磨损与未磨损部位交界处卡涩。油动机内缸壁磨损有以下几点原因。
a. 调速汽门油动机全工作区域为0~248 mm。由于汽轮机长期在230~250 MW负荷区间运行,对应调速汽门油动机开度区域为110~150 mm,油动机活塞胀圈始终工作在此区域,造成油动机缸壁在40 mm区域内被活塞胀圈长期磨损而使缸壁直径增大1.4 mm。
b. 油动机缸体母材为SCMnH11,硬度 (HB)为220,而油动机活塞胀圈材质为HT28-48,硬度 (HB)为270。活塞胀圈硬度比油动机内缸壁高,因此油动机缸体被活塞胀圈磨损。
显然这种设计不合理,因为油动机缸体属于设备,设备磨损更换困难且费用昂贵,而活塞胀圈属于易损件容易更换。
3 油动机内缸壁磨损治理措施
3.1 设计镶内套方法
采用设计加工镶内套办法,解决油动机缸体磨损问题。将油动机内缸壁由200mm扩大到208mm,镶入内套尺寸为208 mm×200 mm。所镶内套材质为38CrMoAl,且表面进行氮化处理,硬度 (HB)为320,这样油动机缸体比活塞胀圈硬度 (HB为270)高,油动机缸体磨损大大减轻,即使长时间磨损,也可更换内套,简单且费用低。
3.2 镶内套的工艺要求
a. 材料的选用。由于油动机缸壁材料为铸钢,HB为200左右[1]。油动机胀圈属于易更换部件,但缸体造价昂贵,属于经久耐用件,因此油动机缸壁需有较高抗磨能力,镶入内套材料应具备较好热处理性能及表面渗氮性能,以提高抗磨能力,并具有较好高温定性性能,防止变形。
b. 工艺要求。镶入内套选用38CrMoAl材质,调质后表面渗氮48 h后处理,过盈装配后在端部氩弧焊接,并用专用设备对新镶入内套进行研磨使其达到要求公差度及光洁度[2]。
3.3 强度计算
改造前油动机内径为D0=200 mm,壁厚t1=24 mm,D1=212 mm,工作油压为P=2.1 MPa,那么油动机缸壁所受径向应力:

油动机缸壁所受轴向应力:

改造后油动机内径D0=208 mm,壁厚为t2=20 mm,D2=218 mm,工作油压P=2.1 MPa,那么油动机缸壁所受径向应力:

油动机缸壁所受轴向应力:

油动机缸体材质为SCMnH11,为铸钢结构,属于脆性材料,则:

式中,σb=52 MPa[3];脆性铸钢断裂安全系数nb为 4.0[2]。
经过强度计算,镶入内套改造的油动机缸壁完全满足强度要求,改造工艺过程也满足油动机使用性能需求。
4 经济效益
华能大连电厂一期2台350 MW机组调速汽门油动机缸体经过镶入内套改造安装调试后,调速汽门油压开度曲线平滑,机组转速及负荷控制稳定,彻底解决了油动机卡涩问题。
改造后的油动机缸体,在强度、材料使用、外形尺寸、使用性能等方面都满足改造前油动机技术工艺要求。
油动机缸体改造从2008年6月至今,已有3年半时间,小修时对油动机缸体进行了解体检查,未见磨损现象,使用效果良好,说明改造效果较好,仅此一项就节约进口备件费用约300多万元,经济效益显著。
[1] 刘鸣放.金属材料力学性能手册[M].北京:机械工业出版社,2010.
[2] 卢玉明.机械零件的可靠性设计[M].北京:高等教育出版社,1989.
[3] 机械工程师编委.机械工程师手册 (第二版)[M].北京:机械工业出版社,2000.
