异形零件车床组合夹具应用
2012-03-17王玮张国立
王玮 张国立
(中航工业沈阳黎明航空发动机(集团)有限责任公司工装制造厂设计科,辽宁 沈阳 110043)
1 概述
为了满足公司生产需求,降低生产成本,缓解工装生产瓶颈问题,不断提高技术创新水平,在保证加工质量的前提下,合理设计及组装组合夹具替代部分专用夹具,应该是一种好的选择。
应用相关软件调用组合夹具元件设计组合夹具,进行虚拟装配,方便快捷。
组合夹具因以组装迅速,使用方便,节约生产成本而越来越多的被公司各生产单位所选用。
2 异形零件组合夹具应用实例
以下为为公司内部某生产单位组装的车加工棒类异形零件一端内球面用组合夹具。
下图(一)为被加工零件简图。零件定位基准为A、B、C,角向D,压紧E,车加工内球面F。

组合夹具的设计原理与专用夹具一样,在这里不再论述有关夹具的定位设计计算,只简要叙述组合夹具中主要零件的选取思路。
夹具中选用下横槽右立式钻模板端面及圆柱销与被加工零件表面A及内孔B实现定位;选用适宜零件沉孔钻模板与被加工零件表面C实现定位。为了增加零件定位的稳定性,增加接触面积并且躲开车削部位,选用两件沉孔钻模板。选用适宜零件薄头V形支承板与被加工零件表面D实现角向定位。夹具用莫氏锥体与车床主轴实现定位,用莫氏锥体内部M24螺纹与车床主轴拉紧,实现固定。如主轴无莫氏锥体,可采用压板压紧圆盘表面,实现夹具固定。
该夹具结构合理紧凑,零件装夹方便,操作安全可靠,经现场生产应用,加工质量良好。该夹具零件均为组合夹具元件标准件,夹具组装迅速。一般情况下,该夹具从结构设计到选件、组装,检验,一天即可完成。该夹具节约了大量的设计及制造时间,满足了生产急需。
通过该实例的应用,突出了技术创新的作用,它有助于提高工装的快速反应能力,缓解工装生产瓶颈,加快了公司新产品研制速度,组合夹具技术值得推广应用。
下图(二)为该夹具三维投影简图。下图(三)为组装的该夹具三维实体模型。

图二
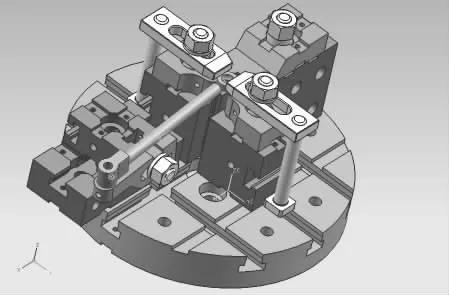
图三
[1]组合夹具组装技术手册[M].原中国航空工业总公司第三0一研究所.
[2]UG NX7.5完全自学手册[M].北京机械工业出版社,2010.