电控变频无卡轴在线旋切机的设计与应用研究
2012-02-26吴海勇张海义
吴海勇,张海义
电控变频无卡轴在线旋切机的设计与应用研究
吴海勇1,张海义2
(1.漳州职业技术学院 机械与自动化工程系,福建 漳州 363000;2.福建祥麟机械有限公司,福建 漳州 363000)
阐述新型电控变频无卡轴在线旋切机的工作原理,分析了机床的主要参数,剖析了机床的主体结构,提出了机床控制系统的设计方案。生产实验表明:机床具有较高的精度和较高的生产效率,具有较好的实用性和市场前景。
变频;无卡轴旋切机;在线控制
随着现代化生活水平的不断提高,建材、家具、装潢等行业得到了空前发展的同时也促进了人造板、胶合板等制造技术的长足发展,国内对木材旋切设备的需求与日俱增。但是,目前国内使用的旋切机设备相对落后,自动化程度较低,生产效率较低。因此,新型旋切机设备的研制成为一个摆在企业生产面前的重要课题。
传统的木材旋切机是有卡轴旋切结构,利用卡爪夹持待加工圆木的两端,对于直径较小的圆木,由于两边的卡爪作用,使得圆木的受力不均匀,中间的刚性较弱,会发生让刀和调刀现象,加工出来的板材厚度误差较大[1]。鉴于此,本文结合企业的生产实践,研发出一种设计思想源自无心磨床的具有自主知识产权的新型电控变频无卡轴在线旋切机。利用无卡轴对辊取消卡轴,圆木无需卡轴卡紧,无需进行定心,圆木的装夹不受芯材质量的影响,并利用相关的机电控制技术合理调整控制旋切机的旋切速度和剪切速度,生产厚度均匀,长度规格统一的合格木板,在满足木材加工精度的前提下,提高木材的加工效率和使用效率。
1 旋切机工作原理
本文所设计的电控变频无卡轴在线旋切机工作原理如图1所示。旋切机的工作核心部分主要由两部分组成,一个是将圆木旋切成单板的旋切加工系统,另一个是通过剪切控制系统把单板剪切成合格尺寸的剪切加工系统。
旋切加工系统主要是由两个固定驱动辊、进给驱动辊和旋切刀具系统等组成,其中固定辊通过异步电动机控制其转动速度,而进给驱动辊则是电机带动丝杠控制棍的旋转速度,进给驱动辊的进给速度直接影响到圆木的旋切速度。通过固定驱动棍和进给驱动辊三者将圆木夹紧于工作台上,工作时圆木在三个辊同步转动的带动下旋转运动,旋转中被旋切刀具切成圆木单板。连续成片的单板在被旋切出来通过滑道时,由在线剪切控制系统根据给定的加工程序要求将单板剪切成规格合格统一的单板。在旋切加工过程中,圆木的尺寸由大逐渐变小,直径逐渐减小,直至木芯从三辊之间脱落。为得到厚度均匀的单板必须合理控制旋切机的旋切速度,因此,圆木表面的旋切相对线速度在机床控制系统调制下须是恒定的,而进给驱动辊进给的速度V在进给时是变速进给的,即进给速度V是旋切刀具和进给驱动辊位置坐标x的函数,亦即:
对于丝杠进给方式的进给驱动辊,旋切刀具和进给驱动辊的进给量x是通过丝杠驱动电机的转动来实现的,因此对于进给速度V的变化,从传动原理的角度上看,亦即丝杠驱动电机转速的n的变化,故而可转化为丝杠电机转速n和x的函数关系:
因此在实际的加工中,可以根据人机交互系统控制旋切刀具的实际坐标位置,计算出进给电机的转速实现变速进给,进而保证旋切的板材厚度均匀[2]。
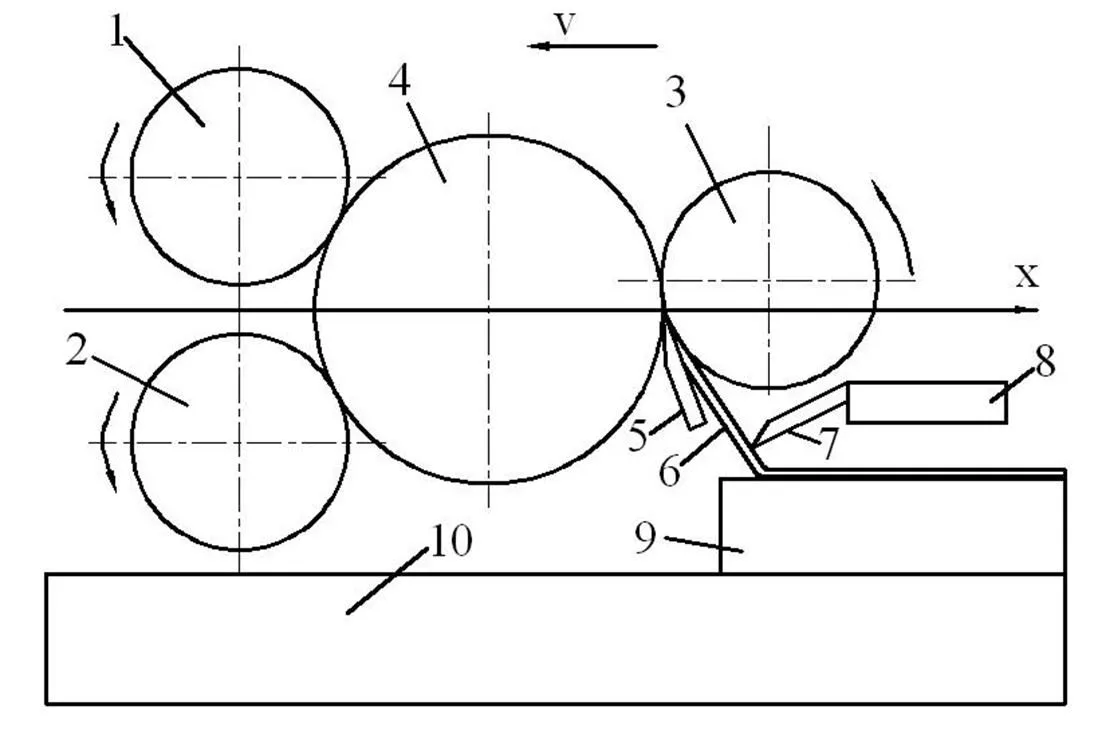
图1 旋切机工作原理图
1、2-固定驱动辊;3-进给驱动棍;4-待加工圆木;5-旋切刀具;6-旋切单板;7-剪切刀具;8-剪切控制系统;9-皮带输送系统;10-机床工作平台。
2 旋切机设计主要参数
根据旋切加工原理,进给驱动辊沿直线进给,加工过程中始终夹持着待加工圆木,参考同类产品[3],经过反复的工艺试验,确定了电控变频无卡轴在线旋切机床的主要设计参数如下:
固定驱动辊转速:30~110r/min;
旋切(剪切)刀片长度:1500mm;
旋切单板厚度:0.4~4.0mm;(厚度可调,有多种等级)
主电动机:三相异步电动机Y132M-4(7.5kW)或Y132S-4(7.5kW);
剪切驱动电动机:三相异步电动机Y90L-4(2.2kW)。
3 旋切机结构和控制系统设计
3.1 旋切机结构设计
本文所设计的旋切机结构设计示意图如图2所示。旋切机主要由机身,丝杠,导轨,旋切刀架,剪切刀架,皮带输送装置和齿轮箱等主要部分组成。机身用安装丝杠,刀架和皮带输送装置等主体结构,机身刚度的提高有利于提高加工的稳定性。丝杠通过电动机的转速调节控制旋切刀架的移动和旋切刀具的加工速度。旋切刀架主要控制旋切刀具的整体移动和旋切进给,剪切刀架则是在剪切控制系统的调节下控制圆木单板合格的加工尺寸,皮带输送装置是将圆木单板输送出机身,齿轮箱是将主电动机的回转传动传递给丝杠和刀架等加工部位。
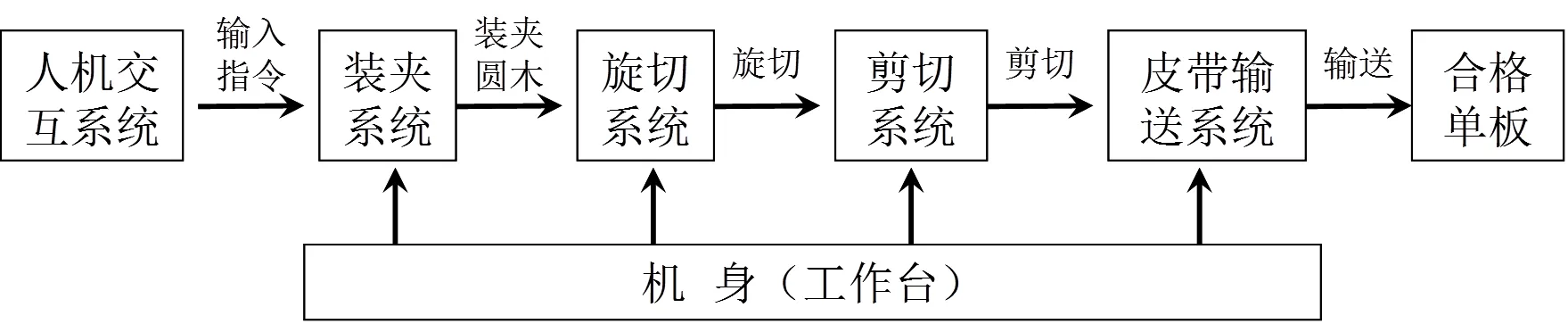
图2 旋切机结构示意图
3.2 旋切机控制系统的设计
旋切机的控制系统主要可以分为:总控系统、人机交互系统、报警系统、动力系统、进给系统、润滑系统、刀具控制系统和检测、反馈系统等,各系统之间的组成和联系如图3所示。圆木在设计的旋切机上可实现自动化加工,当圆木到达旋切加工的工位时,旋切机的总控系统根据输入的指令信息,在线完成对圆木的旋切加工。旋切机总控系统通过人机交互系统实现操作员与机床实时加工交互,旋切加工中出现的误操作和加工失败等现象可以通过报警系统实时表现出来,提高加工的易操作性。通过人机交互系统与总控系统的数据交换,确定每根圆木的具体加工参数,圆木到达旋切工位时,进给驱动系统通过位置传感器的脉冲信号确定开始旋切的位置和旋切加工速度,刀具在不影响圆木正常输送的过程中完成在线旋切[4]。旋切完的圆木单板通过刀具控制系统的数据指令将单板剪切成目标尺寸,规格统一的单板最后通过检测和反馈系统将具体的加工尺数据反应到总控系统完成系统自反馈。润滑和动力系统则保证机床各个部分能够较好地配合正常的运转。
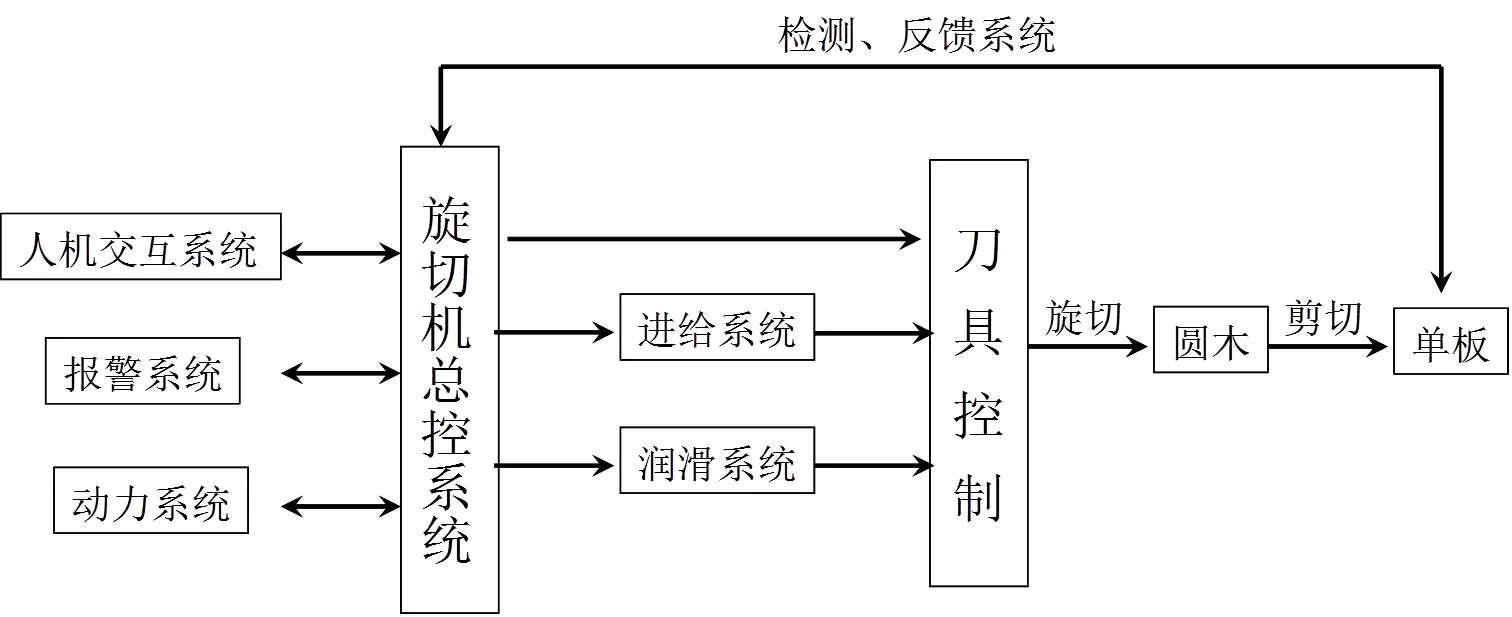
图3 旋切机控制系统设计图
总控系统是旋切机设计的核心部件,是反应旋切机旋切精度和实时在线控制的关键系统。其构成主要有:控制系统核心可编程控制器PLC,可实现旋切速度控制的变频通讯器,RS485接口和限位、紧急开关等。圆木在旋切加工过程中的各个开关量以及数据存储传送通过PLC进行逻辑控制[5],进给量通过在线传感器转换成脉冲量反馈到PLC,由计算机控制系统计算出其相应的频率,PLC通过PS485接口和变频通讯器[6],进给驱动电动机对于给定的对应频率,实现对旋切加工的实时动态调速,进给速度再通过检测反馈系统反应到PLC控制,进给系统的正反转控制也是通过PLC的集成控制来完成,控制系统的通过频率脉冲输入信号,实现了对旋切过程的实时在线变频控制。旋切机总控系统的结构组成如图4所示。

图4 旋切机总控系统结构图
4 旋切机的运用
为了验证本文所设计旋切机的实用性和可操作性,在实践中对基于上述理论基础做了大量的试验、系统调试和改进。目前本文所设计的旋切机已投入生产,取得了较好的生产效益,加工出来的旋切木材单板厚度均匀,规格统一,表面光滑,具有较高的经济效益。
生产实践中,由于生产流水线的特点,为提高旋切加工单板的质量,待加工圆木在进行旋切加工之前必须进行平直化处理,以保证旋切加工圆木的横截面直径的一致性和平直性。表1是利用旋切机加工一组直径在50~380mm桉木所得的圆木单板厚度和误差抽样情况表。桉木单板的目标厚度是1.00mm,厚度误差是实际加工出来的尺寸和目标尺寸的绝对值,误差率是厚度误差和目标单板厚度比值的百分数。
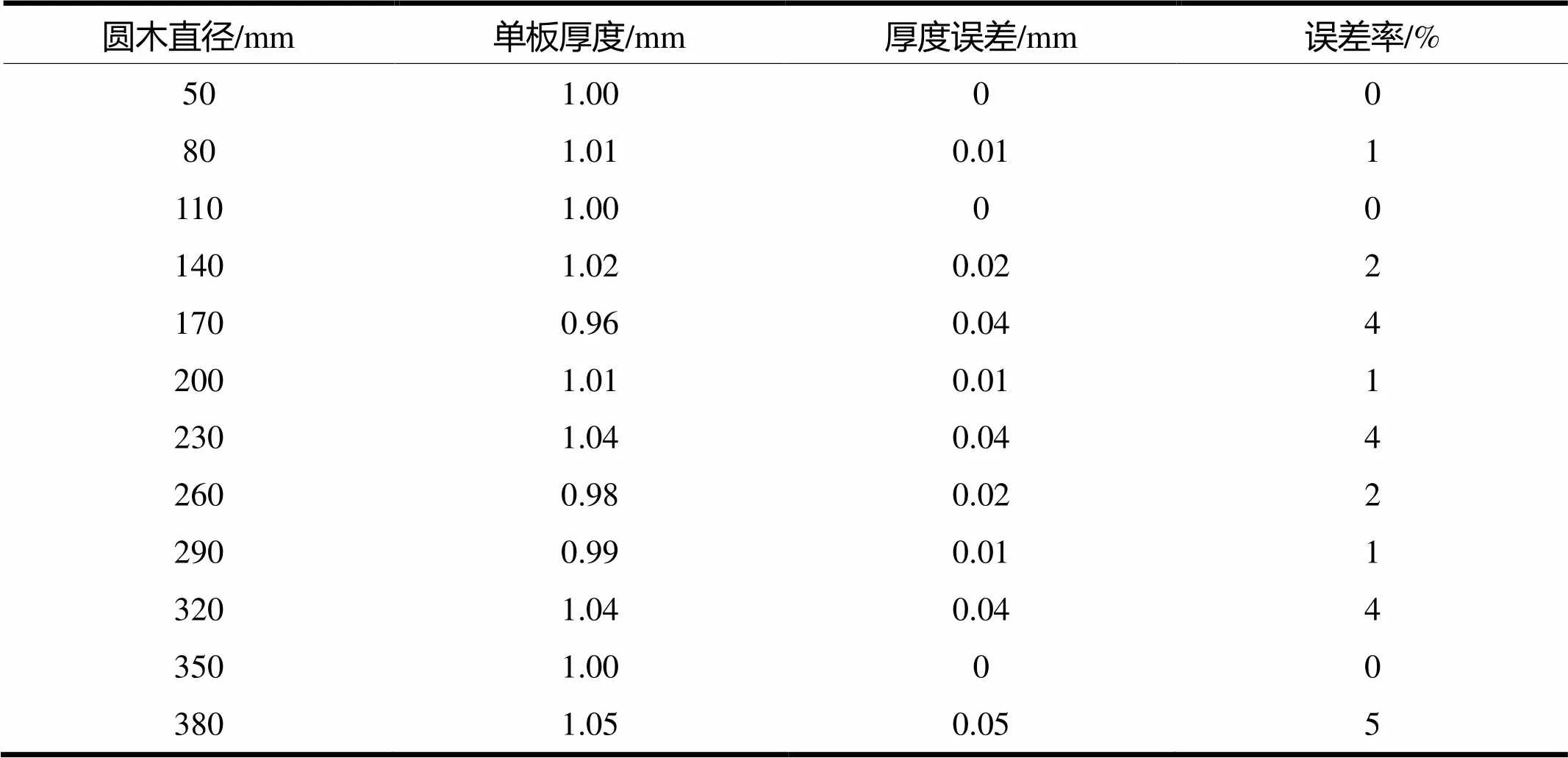
表1 桉木加工单板厚度及其误差
由表1可知,旋切加工出来的单板厚度的误差率控制在5%以内,完全符合产品的生产和使用要求,具有较高的精度。
5 结论
本文以圆木加工的生产实践和产品需求作为出发点,根据国内木材旋切机加工设备的运用现状,设计开发了电控变频无卡轴在线旋切机。在保证和提高了旋切设备的整体性能和使用效果的前提下,合理的设计了旋切机的结构和总控系统等关键部分。经过生产实践表明,本文所设计的旋切机具有精确度较高,人性化操作,木材利用效率较高等特点,有效的节约圆木材料,提高生产效率,具有较好的市场前景。
[1] 张梢纯,朱孝生,巴兴强等. 单板旋切厚度均匀性分析及改进措施[J].东北林业大学学报, 1997, 25(2):75-77.
[2] 王钟珊,李琳,杨军等. 木材无卡轴旋切机变速给进控制系统设计[J].厦门大学学报:自然科学版, 2007, 46(6): 871-874.
[3] 魏伟,席平原. 木材旋切机及其进给机构设计研究[J].机械设计与研究,2004(6):91-93.
[4] 丁攀,张峻晖,赵大旭等. 无卡轴式木材产品在线旋切系统的设计[J].农业工程学报, 2012,28(4):91-96.
[5] 胡良龙,胡志超,高刚华等. 基于PLC的种子包衣机自动控制系统设计与实现[J].农业工程学报, 2007,23(8):140-144.
[6] 谢守勇,李锡文,杨叔子等. 基于PLC的模糊控制灌溉系统的研制[J].农业工程学报, 2007,23(6):208-210.
Research on the Design and Application of Electrical Online Frequency Conversion Log-core Veneer Lathe
WU Hai-yong1,ZHANG Hai-yi2
(1.Mechanical & Automation Engineering Department, Zhangzhou Institute of Technology, Zhangzhou, Fujian, 363000, China; 2. Fujian Xianglin Machinery Limited Company, Zhangzhou, Fujian, 363000, China )
This article mainly introduce the new pattern of the working principle of electrical online frequency conversion log-core veneer lathe. The main parameters and major structure of the lathe are been designed. The scheme of the control system of the lathe is been discussed. According to the experimental production, the lathe has superior working accuracy and efficiency. And there will be a bright prospect of the new pattern log-core veneer lathe which is designed in this article.
frequency conversion; log-core veneer lathe; online control
(责任编辑:季平)
2012-04-20
吴海勇(1985-),男,福建龙海人,助教,工学硕士,研究方向:机械制造及设计。
TH64
A
1673-1417(2012)02-0001-05
